
连续退火炉炉辊结瘤原因及涂层炉辊的应用
2023-10-12 12:32:02巫雪松王道金段晓溪宋吉硕
上海金属 2023年5期
巫雪松 王道金 段晓溪 宋吉硕
(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)
退火炉是冷轧连续退火机组的重要设备,炉辊用于传送和支撑带钢,长期在750~850 ℃高温下运行,退火炉内杂质粘附在炉辊表面或带钢表面的杂质粘结在炉辊表面,会导致炉辊结瘤[1],从而使带钢表面产生硌痕、划伤等缺陷,严重时要停机更换炉辊。延长炉辊使用寿命和保证带钢表面质量的措施主要有提高炉辊的高温耐蚀性、耐磨性和抗结瘤、抗氧化等性能,以及改善炉内气氛等[2]。
影响炉辊结瘤的因素主要有带钢的清洗质量、退火炉气氛、涂层、带钢化学成分等。国内外均对退火炉炉辊结瘤的原因进行了研究,也取得了一些成果。关建辉等[3]等采用扫描电子显微镜观察了连续退火带钢表面的麻点和炉辊结瘤物的形貌,并对结瘤物进行了能谱分析。结果表明:粘铁型辊面结瘤主要与清洗质量和炉内气氛异常有关;复合氧化物型辊面结瘤与炉内清洁度和辊面涂层状态有关。高俊[4]介绍了避免连续退火炉底辊黏附物造成带钢上表面产生硌坑的方法:通过自动控制使其中一个炉辊与其他炉辊产生速度差,从而使炉辊与带钢产生相对摩擦,通过带钢摩擦使辊面的黏附物脱落。
本文分析了连续退火炉炉辊结瘤的成分和形成原因,并通过模拟试验进行了验证,简述了涂层炉辊的性能和应用。
1 白亮色缺陷的形成原因
连续退火带钢表面的白亮色缺陷以及炉辊表面结瘤的宏观和微观形貌如图1所示。白亮色缺陷是炉辊表面异物硌伤带钢造成的下陷或凹坑,上宽下窄,长约200 μm,与轧制方向平行,呈彗星状。采用能谱仪检测白亮色缺陷的成分为1.7%Mn(质量分数,下同)和0.5%Si,与基板成分一致。

图1 带钢表面白亮色缺陷的宏观(a)和微观(b)形貌及其能谱分析(c)Fig.1 Macrograph(a) and micrograph(b) of the white defects on the strip steel and their energy spectrum analysis(c)
带钢表面的白亮色缺陷是炉辊表面结瘤所致。炉辊表面结瘤的宏观和微观形貌如图2所示,是直径约2 mm的近似圆形的金属片。

图2 炉辊表面结瘤的宏观(a)和微观(b)形貌Fig.2 Macrograph(a) and micrograph(b) of the nodule on the roller
为了解炉辊结瘤成分,对结瘤不同部位进行了能谱分析,结果如图3和表2所示。图3和表2表明,结瘤含有Mn、Si、Al、Fe等元素,这些元素在高温下对O的亲和力按Ag、Cu、Ni、Co、P、Fe、W、Mo、Cr、Mn、V、Si、Ti、Al、Mg、Ca的顺序增大。几种氧化物的吉布斯自由能如表1所示。

表1 几种氧化物的吉布斯自由能[5]Table 1 Gibbs free energy of several oxides[5]

表2 结瘤不同部位的化学成分Table 2 Chemical compositions of different positions in the nodule
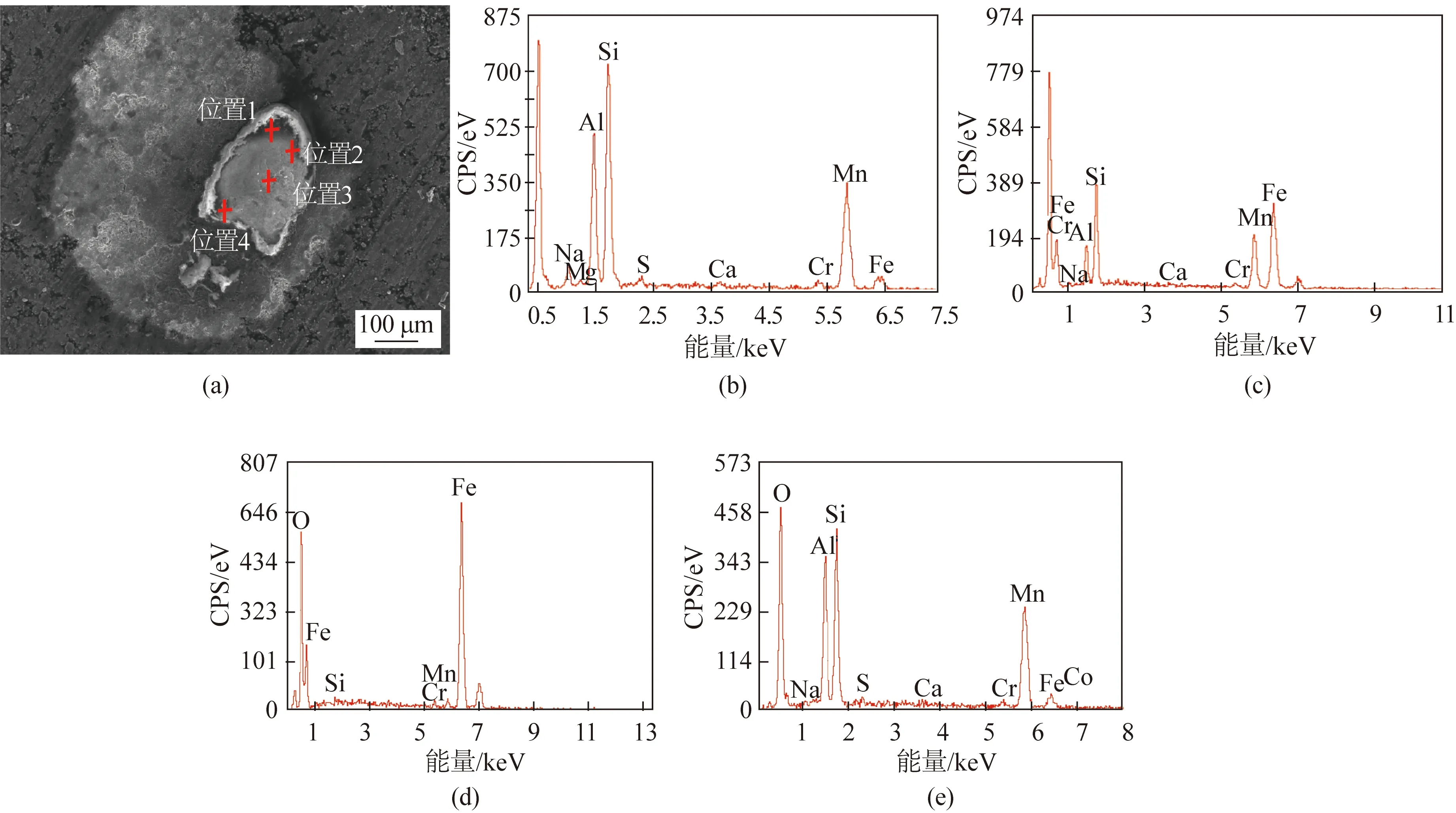
图3 炉辊结瘤的微观形貌(a)及其位置1(b)、2(c)、3(d)和4(e)的能谱分析Fig.3 Micrograph of the nodule on the roller(a) and energy spectrum analysis at positions 1(b), 2(c), 3(d) and 4(e) in the nodule
在生产过程中,带钢进入退火炉会发生氧化还原反应,由于不同元素的吉布斯自由能不同,会发生选择性氧化,即Mn首先氧化形成MnO2。高温下Mn氧化物与涂层中的Al2O3生成MnAl2O4或Mn1.5Cr1.5O4。其原因是Mn氧化形成的是高价氧化物,不稳定[6-8]。Mn氧化物会与涂层发生反应,但Fe氧化物不易与涂层发生反应,因此涂层对于Fe的结瘤有较大的阻碍作用。Fe氧化物会在机械压力的作用下富集在炉辊表面,但由于没有发生化学反应,很易清除。
2 炉辊结瘤过程的模拟
2.1 试验方法
为了验证不同元素在炉辊结瘤过程中的反应,模拟了炉辊的结瘤过程,如图4所示。根据退火炉的温度和炉气氛,将炉温设定为800 ℃,并通入97%(体积分数,下同)的N2和3%的H2。316不锈钢基板表面的涂层与炉辊表面相同,在涂层和钢板表面分别撒上铁或锰的氧化物粉末,将钢板与316不锈钢基板压紧,电机驱动钢板滑动,模拟生产中带钢与炉辊之间的滑动摩擦。
2.2 试验结果
模拟试验1 h后,炉辊涂层表面出现了明显的结瘤。对结瘤纵截面进行了能谱分析,结果如图5所示。从图5可见,Mn元素在涂层中的扩散带较宽,而Fe元素的较窄。结瘤中心Fe元素更多,Mn元素处于底部,其形成示意图如图6所示。
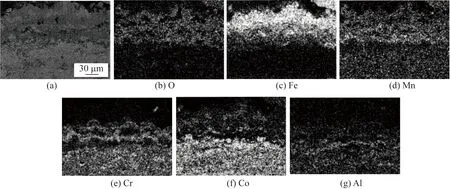
图5 涂层结瘤的微观形貌(a)及其截面的面扫描分析(b~g)Fig.5 Micrograph of the nodule on the coating (a) and mapping scanning analysis of its section(b to g)

图6 结瘤形成的示意图Fig.6 Schematic diagram of the formation of the nodule
涂层中的其他元素不能扩散出Mn的富集区,即如果Mn氧化物富集厚度超出涂层元素的扩散范围,涂层抑制结瘤的作用将消失。
3 炉辊涂层的优缺点
为防止炉辊结瘤,可在其表面喷涂特殊涂层。涂层的热膨胀系数应与炉辊材料匹配,且耐高温磨损、耐高温氧化、抗热震、抗结瘤。国外炉辊喷涂厂有美国普莱克斯、俄罗斯君山及日本新日铁等。
某钢厂1800冷轧机组的连退线加热段、镀锌线加热段分别采用普莱克斯公司的LCO-17、DPC74涂层,使用中发现,软钢的LCO-17涂层(Al2O3+CoCrAlYTa)易形成爆炸斑。
新日铁HG311C涂层(CoCrAlY-CrB2陶瓷粉末)广泛用于汽车板生产线,尤其是热镀锌机组的退火炉加热段。其高温下抗Mn结瘤性能较好,但在退火炉冷却段抗结瘤效果不佳。某钢厂连退汽车板生产线和热镀锌退火炉的稳定辊、炉喉辊采用了新日铁的TS-1037涂层(CoCrAl-Al2O3-Cr2O3),使用中施加该涂层的炉辊表面粗糙度为4~6 μm时,低温下易附着异物;粗糙度降低至2~3 μm时,低温抗结瘤性能较好。为此,新日铁公司又开发了一种以硼化物为主的TS-1022喷涂材料(CoCrAlY- CrB2陶瓷粉末),硼化物不易与Fe、Mn反应,抗结瘤性能良好,能在高、低温使用,粉末粒度较小,其最大粗糙度不超过4 μm。
4 结论
(1)在冷轧连续退火机组的生产过程中,带钢进入退火炉内会发生选择性氧化还原反应,带钢表面会生成金属氧化物;高温下Mn氧化物会与涂层中的Al2O3生成MnAl2O4或Mn1.5Cr1.5O4,这是炉辊结瘤的底层。
(2)涂层中的其他元素不能扩散出Mn的富集区,当Mn的富集厚度超出涂层元素的扩散范围时,涂层抑制Fe氧化物结瘤的作用消失;Mn氧化物富集层外侧是Fe氧化物,结瘤中心Fe元素较多。
(3)炉辊表面喷涂某些涂层可防止炉辊结瘤。
猜你喜欢
色谱(2022年5期)2022-04-28 02:49:10
山东冶金(2022年1期)2022-04-19 13:40:14
上海金属(2021年4期)2021-07-28 12:33:22
世界文化(2021年3期)2021-04-27 01:56:26
小资CHIC!ELEGANCE(2021年44期)2021-01-11 03:32:53
上海金属(2020年6期)2021-01-04 12:25:52
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:57
数学物理学报(2016年5期)2016-08-24 07:38:36
中成药(2016年8期)2016-05-17 06:08:26
专用汽车(2016年5期)2016-03-01 04:14:35
