
基于嵌入式花样缝纫机控制系统的拼布设计研究
2023-09-25 07:23芈苏伯
纺织科技进展 2023年8期
芈苏伯,贾 琦
(武汉纺织大学 服装学院,湖北 武汉 430000)
嵌入式是“以应用为中心,以计算机技术为基础,软硬件可裁剪,适应应用系统对功能、可靠性、成本、体积、功耗等严格要求的专用计算机系统”[1]。目前,关于嵌入式花样缝纫机的研究方向主要集中于系统设计及花样编程的优化方面。罗一明等[2]对运动控制系统进行了改良设计;唐一萌[3]、赵海燕[4]根据嵌入式花样缝纫机控制系统硬件电路结构,设计了控制系统软件程序的优化方案;郭鑫[5]针对嵌入式花样缝纫机花型文件在编辑和转化中的失真问题提供了解决方法。综上所述,针对嵌入式花样缝纫机的研究多集中于数控系统开发及软件设计领域,鲜有学者根据嵌入式花样缝纫机控制系统的特性去探求其运用于现代服装工艺领域的优势及价值。
总结概括了嵌入式花样缝纫机的结构组成、发展现状和工作原理。基于嵌入式花样缝纫机的工作流程,设计出一种全新的拼布缝制方法,旨在将传统艺术形式与现代化设备结合,为数字化设备在服饰设计中的应用提供创新思路。
1 嵌入式花样缝纫机控制系统的概述
对于服装生产者而言,工业缝纫机中融入的嵌入式控制技术及自动化控制技术是实现花样缝制的主要方式。花样缝纫机的智能控制需要满足花样缝制工艺流程;具备通用性强、灵活性好的软硬件平台;能够稳定、准确、可靠地进行运动控制;具有操作方便的特点;控制系统的软硬件平台具有良好的通用性、灵活性和可扩展性;其次,花样缝纫机的运动系统具备高效率、高准确性、高可靠性的特点[6];控制系统符合花样缝纫机缝制工艺;最后,对于使用者而言,人机交互界面满足操作过程简单、方便、高自动化缝制等要求。
1.1 花样缝纫机的结构组成
花样缝纫机的主体部分如图1所示,包括缝纫机头部1、液晶控制盘2、送料板3、主轴电机4、控制箱5、电磁阀阀门6。其中花样缝纫机控制器主要包括如下组成部分:嵌入式ARM 系统主控面板、智能运动控制卡、可触摸式液晶显示屏、发展主轴传动单元/马达、供弹主轴传动单元/马达、输入/输出信号模块、系统电源模块。
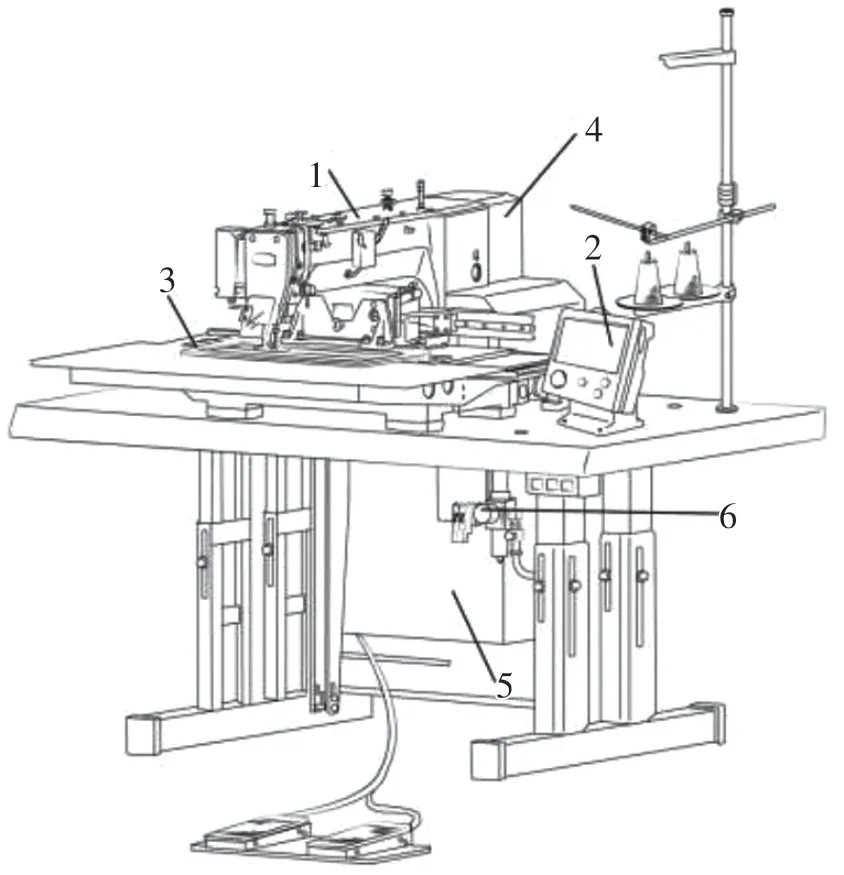
图1 花样缝纫机主体部分结构图
1.2 嵌入式花样缝纫机控制系统的工作原理
花样缝纫机处于运行阶段时,通过主轴电机带动缝纫机针按垂直方向进行工作,主轴电机转动一次,针垂直工作一次,实现进给架内布料的缝制工作;X 轴和Y 轴电机驱动进给架左右、前后移动,并定位;允许的进给间隔由主轴电机编码器的反馈信号决定,控制系统中的运动控制单元将缝纫数据信息转换成控制指令,通过通信电路和I/O 接口控制花样缝纫机的主轴、X 轴及Y 轴自动控制。在允许送料区间的范围内X轴、Y 轴电机才能有效工作,以此来确保缝制与送料的同步实现。
1.3 嵌入式花样缝纫机控制系统的发展现状
花样缝纫机由于其功能特点,需要实现各种运动控制、精确定位、电机启动、显示等功能[6],结合嵌入式处理技术实现花样缝纫机自动控制是目前企业研究的重要方向。花样缝纫机由20世纪60年代开始由中低速向高速化转变[6],在此之后的20年发展阶段中,花样缝纫机产品质量、技术水平不断提升,品种也得到了充实和多样化,这一时期的花样缝纫机仍然以机械类产品为主;进入80年代由于电子技术的迅猛发展,国际缝制机械产业技术发展趋势已经从普通的机械结构发展到采用光、电、声、磁、激光、遥控传感等多学科交叉,产品以自动化机种为主,通过应用电子技术,使花样缝纫机具备了自动剪线、自动返缝、自动抬压脚等功能,实现了花样缝纫机的自动化与电子化[4]。花样缝纫机从普通型向自动化、电脑化方向发展,电脑控制缝纫机成为今后产业发展的主要趋势。伺服系统的人性化设计,如轻柔启动、精准定位、自动诊断和智能显示,为花样缝纫机的操作者和维修者提供了极大的便利,不仅可以提高生产效率,还可以减轻他们的劳动强度,具有十分重要的意义。纺织、服装行业重视效率和加工专业程度的提高,也使新型花样缝纫机的开发存在巨大空间。[8]目前,基于永磁同步电机和DSP 全数字化控制的花样缝纫机系统正在成为行业技术发展的潮流。花式缝纫机从普通型向自动化计算机化方向发展,计算机控制缝纫机将成为今后产业发展的主要趋势。
2 嵌入式花样缝纫机控制系统的工作流程
在实验操作过程中,花样缝纫机工作流程可分为设备参数调试、花样编程、编程测试及花样缝制4个步骤,如图2所示。其中花样编程的测试结果对此次拼布的效果有着决定性影响,在花样编程测试后需要进行反复调试。
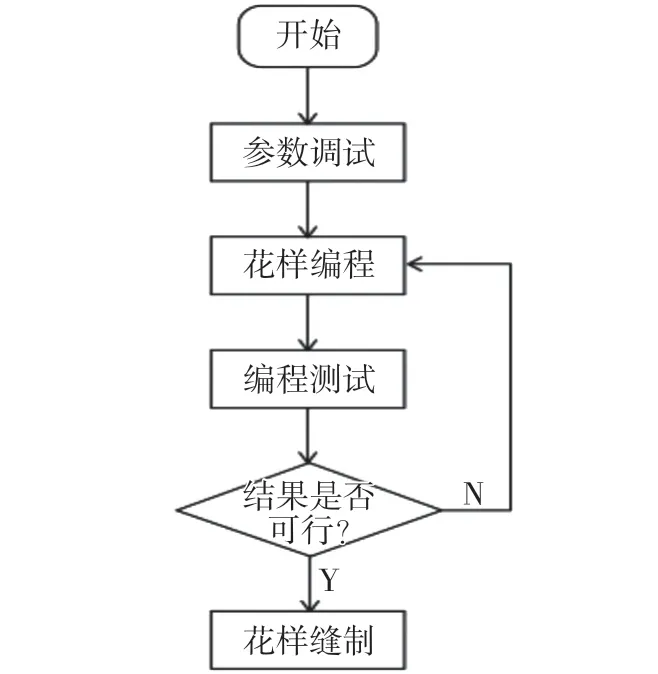
图2 嵌入式花样缝纫机工作流程图
3 嵌入式花样缝纫机控制系统在拼布配饰中的应用实践
3.1 准备阶段
3.1.1 材料选择
拼布材料的选择可分为面料选择及缝线选择2部分。对于面料的选取,主要选择牛仔面料作为拼布配饰设计的主要面料,选用3种不同颜色的牛仔面料:克重为280 g/m2的浅蓝色无弹薄牛仔面料,克重为550 g/m2的藏蓝色无弹厚牛仔面料,克重为600 g/m2的纯棉灰色无弹牛仔面料。将拼布所需不同颜色的牛仔面料背面置于最底层,在其上铺双面衬并熨烫在一起,处理后将玻璃纤维纸也熨烫在一起,如图3所示,按照从上至下的顺序熨烫在一起。根据此次拼布设计中的预想效果将不同颜色的牛仔面料裁剪并粘合在底布上。缝制前综合考虑面料与缝线组合后的视觉效果及拼布面料的耐久度,选取0.3 mm 的棕色锦纶线作为拼布的缝线。
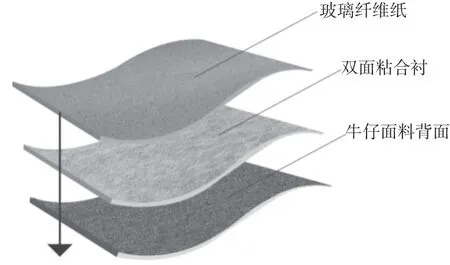
图3 拼布面料处理方式
3.1.2 上线处理
上线处理分为面线处理和底线处理2部分。面线需根据缝线的材料属性调整上线的张力。回转缝纫机手轮,将挑线杆调到最高点,以此来确保缝纫过程开始时不会发生脱线状况。实验中选择的面线为0.3 mm的锦纶线,由于其为化纤材质,故在穿线时应穿过冷却器。根据缝制牛仔面料的特性,使用数字张力调节器来调节夹线的张力值,用夹线螺母(副夹线器)进行调节,使上线剩余线头在42 mm 左右的范围内。在底线的处理上仍选择与面线相同的0.3 mm 的锦纶线,将缝纫模式调整为卷线模式,确认针与压脚处在安全位置后放下压脚;选择缝纫页面中的Wind键进入系统的卷线模式,完成卷线后返回主页面;转动梭芯套上的调节螺钉调节底线张力,使手握住锦纶线时保证梭芯套不会因自重滑落,达到底线张力标准。
3.1.3 感度调整
为避免机器运行时发生锦纶线断线不能及时检测的问题,不断转动调试光感应器中的旋钮以此来检测当锦纶线断线情况发生时的灵敏度。
3.2 缝纫阶段
3.2.1 花样编程
根据准备阶段选择的拼布色彩及大小分布,选择合适的线迹进行编程,选择编程页面中的“开始创建数据”选项,调整各编程文件的参数。此次拼布线迹选择使用“V 曲折缝”,曲折缝直针距为2.0 mm,左宽度为1 mm,右宽度为1 mm,针数为2针;回针为“V 加固缝”,开始及结束时的针数均为3针。为了使上一个花样缝线终点与当前编程的花样轮廓起点连接,将轮廓连接设定调整为“送布”。之后移动JOG 键将光标移至要设定的落针点,对下一缝纫位置进行确认。
拼布缝线分为2种:一种为加固性花样缝线,如图4所示,主要用于各单元布料的接缝处,起到将各单元布片加固缝合的作用;另一种为装饰性花样缝线,如图5所示。这类花样按照拼布的位置进行花样的编程,此次编程结束后保存数据,输入结束码,选择通常模式111。
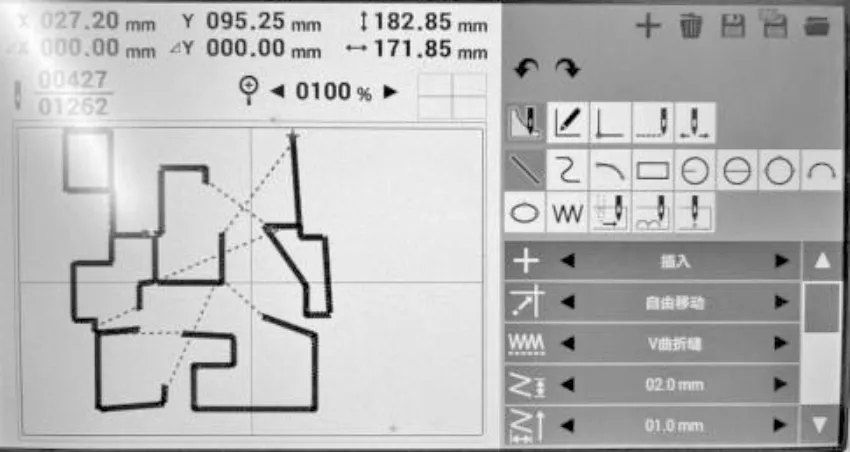
图4 加固性花样缝线
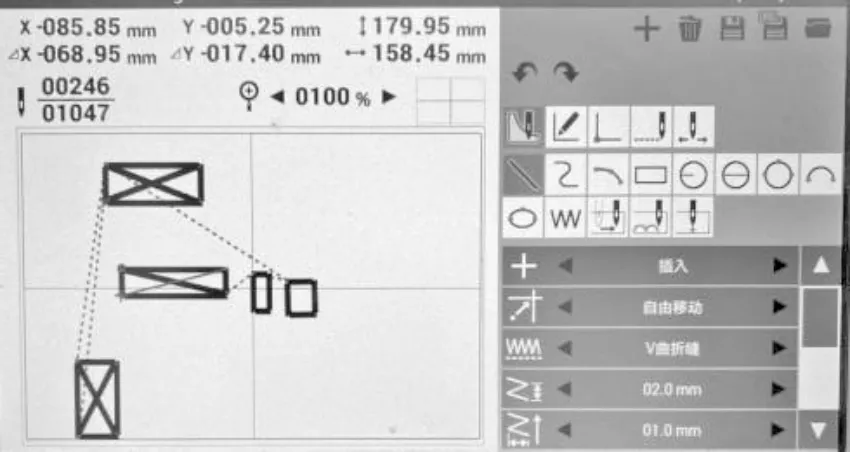
图5 装饰性花样缝线
3.2.2 编程测试
保存加固性花样缝线编程文件名为001,保存装饰性花样缝线编程文件为002;进入主页面选择“缝纫”,打开加固性花样缝线编程文件001,调整数字张力器的值为24,缝纫速度为500 sti/min,选择TEST 键进入测试模式;试送布开始移动的状态下,针数逐步递减;进入测试模式后,检查加固性花样缝的位置及装饰性缝线的位置与实际拼布面料上的对位是否一致。如果发现有位置偏移过大的地方,结束模拟后重新进入编程页面进行调整,以此来确保达到预期的效果。
3.2.3 编程修正
根据程序中TSET 测试的反馈情况,返回编程页面选择“修正程序编辑轮廓”中的“移动轮廓”选项;调整装饰性花样缝线中与应缝合布料上位置不符的花样位置,移动JOG 键将光标移至需要修改的轮廓,选择自由移动模式。如图6所示,将图案按照需要缝制的位置移动,编程调试后将此文件保存为002,之后再次进行TSET 测试,直至达到预期的设计效果。
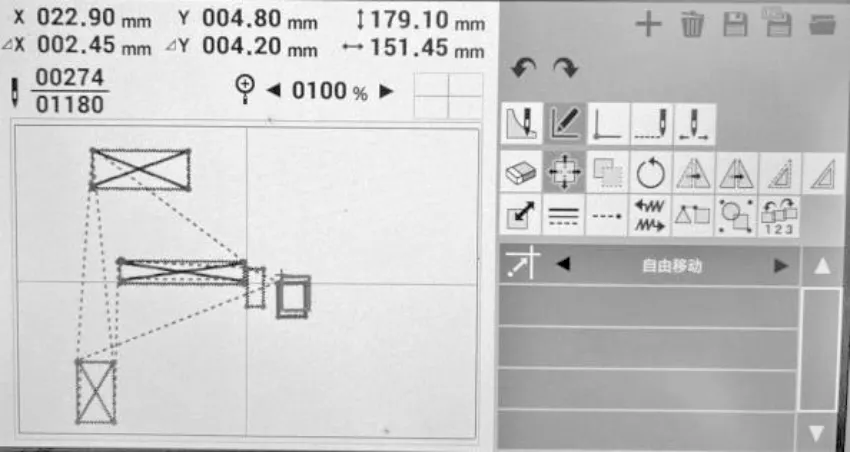
图6 花样编程修改
3.2.4 拼布缝制
将经过测试且修正后的002编程文件录入系统,按照调试后的张力器值24、缝纫速度500 sti/min的参数进行拼布缝纫,如图7所示。

图7 缝纫参数
3.3 裁片组合
将缝制好的各拼布裁片进行整烫,按照各部分结构图,将手提包拼布的包身主体与其余各部分版片进行组合。
3.4 成品展示
根据效果图缝制的牛仔拼布手提包如图8所示。在牛仔拼布的基础上,加入麻材质编织包袋与皮革装饰扣设计,以此增加拼布包的整体性与时尚感。

图8 拼布手提包成品展示
4 嵌入式花样缝纫机控制系统在拼布设计中的优势分析
4.1 缝纫精度的优化
缝纫线迹作为拼布的重要组成部分,它与拼布有着密切的联系,并且影响着拼布艺术的形式美感,与拼布巧妙结合的缝纫线迹可以成为拼布图案的一种装饰,能够对拼布图案起到点缀和修饰的作用。[9]通过嵌入式花样缝纫机控制系统进行的拼布设计,由于拼布缝制前根据实验所采用面料的特性进行了相应缝线张力参数的调节及测试,因而缝制的装饰性花样缝线及加固性花样缝线针对面料不同拼接部位的薄厚皆可提前进行处理与预设,使缝线与面料的组合呈现最佳效果。并且由于缝纫机工作全程为嵌入式系统控制,没有加入人为主观因素干预,这使得机缝拼布过程中机缝线迹针脚紧密、针距均匀、缝纫频率稳定、缝纫速率高的特点得到了进一步的提升与优化。[9]
4.2 设计方式的转变
嵌入式花样缝纫机的花型库是根据设计者的需求进行点、线、面及复杂图案的绘制与构建的,这为使用者提供了多元化的设计选择。编程后的缝纫花样可在拼布缝制前根据编程后的缝线位置进行模拟测试,减少了缝制过程中的试错成本。嵌入式花样缝纫机为数字化生产,多采用系统控制,减少了对人为主观因素的依赖,设计师只需要根据生产内容设定好相应的系统参数即可,这为设计师的操作提供了更多的选择。
5 结束语
通过嵌入式花样缝纫机控制系统进行的拼布设计实验结论如下。
(1)嵌入式花样缝纫机控制系统改变了传统拼布的缝制流程及设计模式,嵌入式花样缝纫机控制系统操作便捷,使用者可根据需要进行线迹及图案的绘制、调整、模拟缝纫、花样修改等,为使用者提供了更加便捷且丰富的设计选择。同时,嵌入式花样缝纫机控制系统对操作者的综合设计及时间操作水平有了更高的要求。
(2)嵌入式技术融入到工业缝纫机自动控制中,提升了缝纫机智能控制程度、稳定性、可靠性,因此能够更好地满足量产化的拼布缝制需求,从而弥补工业缝纫机人工操作环节的误差与损耗。
猜你喜欢
湘潮(上半月)(2023年5期)2023-06-14
湘潮(上半月)(2023年3期)2023-06-14
学与玩(2022年6期)2022-10-28
湖南包装(2022年4期)2022-09-18
趣味(语文)(2018年8期)2018-11-15
纺织学报(2018年3期)2018-03-16
化纤与纺织技术(2015年1期)2015-12-26
消费导刊(2015年11期)2015-11-15
纺织导报(2015年2期)2015-04-07
机械工程师(2015年10期)2015-02-02
