新型镍基合金带极堆焊金属三维组织特征
2023-09-19 03:17曹宇堃郭枭徐锴吕晓春魏超
焊接 2023年9期
曹宇堃,郭枭,徐锴,吕晓春,魏超
(中国机械总院集团哈尔滨焊接研究所有限公司,哈尔滨150028)
0 前言
目前,核能作为一种高效、清洁的能源已受到世界各国的高度重视和大力发展,在核能的应用中,蒸汽发生器是压水堆核电站核岛中的关键设备,制造质量直接关系到整个核电厂的安全可靠运行和使用寿命[1 - 3]。新一代蒸汽发生器的主要用材为690镍基合金,690镍基合金抗应力腐蚀性能优异,在高温下能保持较高的塑性和韧性[4 - 5],蒸汽发生器制造的焊接关键技术主要有管板耐腐蚀堆焊技术、管子管板焊接技术、一次侧接管与安全端焊接技术和封头内壁耐腐蚀堆焊技术等。目前,国内核电设备用690镍基合金焊接材料基本依赖进口,主要应用材料体系为NiCrFe-7A,随着中国核电事业的发展,其用量不断增加,为突破技术瓶颈,中国开展了新型690镍基合金NiCrFe-13国产化研制工作,在原有合金体系中引入Nb,Mo以提高690焊接材料高温强度。目前,国内外诸多学者对690的GTAW,SMAW焊缝展开了深入地研究,研究主要集中在界面组织和接头力学性能等方面,在焊缝组织和性能之间也已建立了明确的关系。Li等学者[6 - 7]通过控制不同的冷却速度研究了690合金GTAW的晶界间富Cr析出相和性能之间的关系。Ahn等学者[8]则研究了690合金SMAW焊缝中Nb元素对于MC型碳化物的影响规律及其对晶界产生的钉扎作用,并初步建立了690微观组织晶界数量和尺寸与DDC敏感性的关系。
由于带极埋弧堆焊具有热输入高、施工量大、焊接热循环复杂等特点,焊接过程中的熔池冷却速率、温度梯度和过冷度较其他焊接方式有很大差异,同时,对于堆焊层各方面性能的控制尤为重要,所以应对带极堆焊金属的组织进行更深入的研究。目前,国内外已开展关于690带极堆焊材料力学性能方面的相关研究,但在带极堆焊的结晶方式及晶粒特征方面研究较少,为此采用光学显微镜(OM)及电子背散射衍射(EBSD)等手段,分析了新型镍基合金带极堆焊金属的晶粒尺寸及晶界分布特点,以便进一步优化其组织,改善材料与晶界有关的多种性能,从而进一步提高堆焊金属的各项性能。
1 试验材料及方法
该试验堆焊金属试样及取样位置如图1所示,定义X方向为平行于堆焊方向的纵截面,Y方向为垂直于堆焊方向的纵截面,Z方向为试样上表面(横截面)。试验母材采用SA508Gr.3钢板,规格为300 mm × 300 mm × 40 mm。单道堆焊的熔敷金属试样尺寸约为300 mm × 60mm × 35 mm,焊接工艺选用埋弧焊(SAW),堆焊工艺参数见表1,共堆焊五层。试验材料为研制的WHDNi693焊带,规格0.5 mm×60 mm,搭配埋弧焊剂SJ693HR,规格0.25~2.00 mm。焊带及堆焊金属成分见表2。

表1 焊接工艺参数

表2 焊带及堆焊金属的化学成分(质量分数,%)

图1 堆焊试样示意图
试样焊接完成后在试样的边缘标记出压道线,然后抛光堆焊金属试样,抛光过的堆焊金属表面经4%浓度的硝酸酒精溶液腐蚀,依据标记位置分别在典型观察位置取样并重复抛光、腐蚀、制备金相试样,EBSD试样在X,Y,Z3个面上取样位置如图2所示。采用光学显微镜对于熔敷金属金相组织进行观察,利用扫描电子显微镜进一步进行电子背散射衍射,观察熔敷金属不同方向的晶粒取向及晶界分布特点。

图2 EBSD取样示意图
2 试验结果与分析
2.1 堆焊金属金相组织
堆焊金属典型组织形貌如图3所示,观察面为所取试样的Y面,结合形貌及前期研究的经验[9]得出其组织主要为奥氏体柱状晶γ相,析出物MC,M23C6型碳化物及其他金属间化合物分布于枝晶偏析处。晶粒生长方向垂直于熔合线。
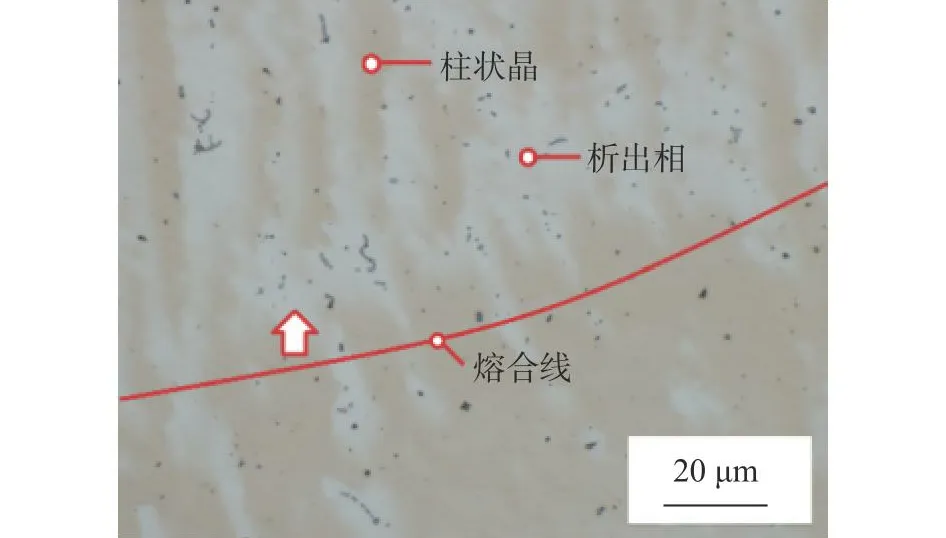
图3 堆焊金属Y面金相组织
对所取试样的Z面金相组织进行观察,Z面金相组织如图4所示。可以看出Z面的组织形貌和X面的组织形貌存在较明显差异,呈等轴特征,可以初步推断在带极堆焊熔敷金属凝固过程中,由于热输入大,熔池停留时间长,晶粒有比较充分的生长时间,所有晶粒的取向并不是是任意分布的,有存在择优取向的可能。
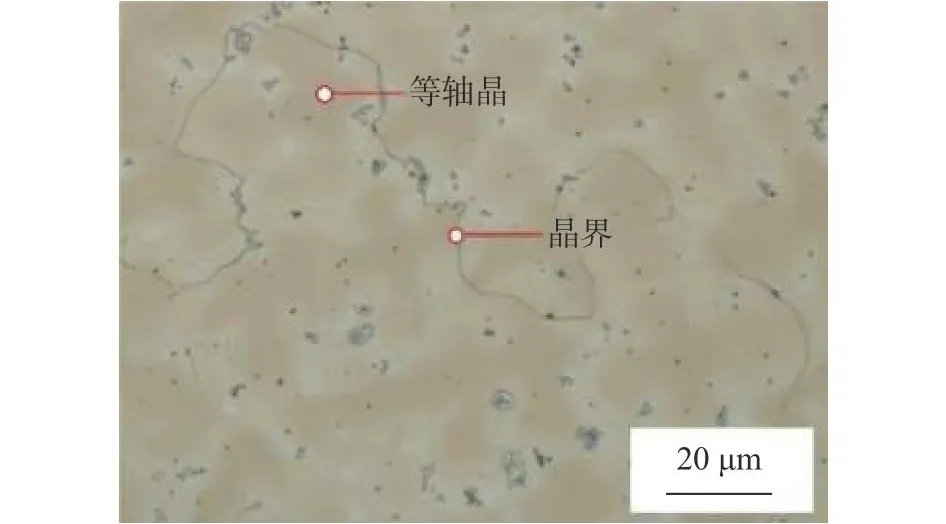
图4 堆焊金属Z面金相组织
2.2 堆焊金属晶粒尺寸
为进一步研究在堆焊过程中,晶粒的生长方向和方式,在X,Y,Z3个面上分别取EBSD试样并进行扫描,所得结果如图5所示。3个观察面的晶粒尺寸分布如图6所示,Z面平均晶粒尺寸为54 μm,最大晶粒尺寸184 μm,X面平均晶粒尺寸为96 μm,最大晶粒尺寸270 μm,Y面平均晶粒尺寸为102.4 μm,最大晶粒尺寸301 μm。在试样Z方向的晶粒尺寸普遍小于X,Y面,并且显示出明显的柱状晶特征,和金相检验的结果一致,说明镍基带极堆焊组织具有由竞争生长的现象,在焊带凝固过程中,晶粒倾向于沿着垂直于熔合线的方向生长,呈现柱状晶形貌,因为这个方向是与温度梯度平行的,该方向温度差别较大,冷却凝固速度较快,所以会呈现以上结果。有学者[10]基于带极埋弧堆焊原理及Goldak热源模型理论设计了带极埋弧堆焊的有限元热源模型,并对厚板带极埋弧堆焊的温度场进行了模拟并对高温热物理性能参数进行了测量,推导出基于双椭球热源模型进行推导的新型的热源模型,设想带极堆焊热源模型由双椭球热源模型沿横向拉伸而形成,分析了在带极堆焊过程中熔池温度场,如式(1)所示

图5 堆焊金属试样X,Y,Z面的EBSD图像

图6 堆焊金属试样X,Y,Z方向的晶粒尺寸分布
式中:f1为前半部分热流密度分布系数;Q为热源总功率;L为堆焊长度;c为材料比热容;a为堆焊厚度;b为堆焊金属熔深。
将焊接参数带入式(1)进行分析,结果表明:当选用60 mm宽的焊带进行焊接时,焊接热源覆盖面积大,焊接效率比常规的焊接方法要高,与一般的焊接热源存在较大差异,带极埋弧堆焊的热源类似长方形,前沿为直线形状,散热及熔敷金属的凝固方向近似垂直于熔合线,而常规的焊接方法的熔池为半双椭球状,所以有必要通过进一步分析以确定新型镍基合金带极堆焊晶粒的生长特征。
2.3 堆焊金属晶粒取向
由3个面的EBSD图片可以看出,熔敷金属的结晶方向为垂直于熔合线,晶粒具有典型的垂直生长的柱状晶特征,所以3组观察面所得的晶粒与织构取向基本一致,由Z面欧拉角得出,φ1接近180°,φ2接近0°,φ3接近45°,显示出较强的择优取向,说明合金内部存在较强的织构;从Y欧拉角得出,堆焊金属显示出较强的柱状晶组织,且单个晶粒内的取向基本一致,同时发现在大晶粒内部分布着丰富的小角度晶界,在凝固过程中,这些丰富的小角度晶界在后续的变形中,将提供更多的界面,有助于提升合金的强度[11 - 12]。熔敷金属IPF图如图7所示,由于X面与Y面形貌相似度极高,因此文中只针对Y面与Z面进行分析。

图7 堆焊金属IPF图
由Y面IPF图可以发现,在X和Z方向存在较强的{101}取向和次强的{001}取向的晶粒,其中{001}数量和分数极少。在Y方向上显示出极强的{001}取向,显示出很强的{001}<010>取向。在X和Z方向上各晶粒在{101}取向和{001}取向的晶粒之间主要以大角度晶界分开,而在Y方向上各个晶粒均为一致的取向,主要存在{011}<100>和{001}<010>取向分别对应绿色和红色区域。由Z面IPF图可以发现,在X和Y方向存在较强的<101>取向和次强的<001>取向的晶粒,{111}方向的晶粒较小,且数量极低。在<101>取向和<001>取向的晶粒之间主要以大角度晶界分开,而在小角度晶界主要在<001>和<101>取向的晶粒内部[13 - 15]。在Z轴方向上显示出极强的<001>取向,显示出很强的{001}<100>取向结果,主要存在{001}<100>和{011}<100>取向,2组表面形貌不同,取向一致,进一步印证了焊接过程中熔敷金属的凝固方向及形式。Y面和Z面的极图如图8所示。
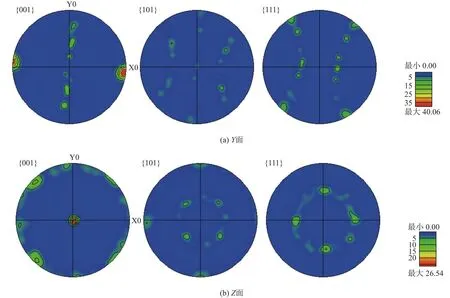
图8 堆焊金属极图
从Y面{001}极图分析可以发现,该合金存在强烈的{100}<001>织构和次强的{110}<001>织构,{101}极图上可以发现,其织构对称性较弱,主要存在{101}<101>织构,从{111}极图分析可以发现,该合金主要存在{112}<111>织构。由Z面极图可以发现,该合金存在较强的{001}<100>、较弱的{011}<101>、{001}<111>、{201}<111>的织构。由此可见,新型镍基合金织构强度较大,主要为立方织构、高斯织构为主[16 - 18]。前文分析了熔敷金属主要结晶方式的织构类型,为进一步分析晶界的取向,对取向差分布进行统计,结果如图9所示,结合其布规律分析,在Y方向上,晶粒主要存在大角度晶界,在Z方向上,小角度晶界主要分布在{101}取向的晶粒内部,{101}取向内的小角度晶粒主要多为靠近{001}取向为主。初步推测小角度晶界主要分布在晶粒内部;大角度晶界主要将{001}和{101}取向的晶粒分开。由以上结果可以推测,镍基带极堆焊奥氏体组织的面心立方结构,其晶粒最易生长方向为<100>,当晶粒的最易生长方向最大与温度梯度方向平行时生长最快[19 - 20],为择优取向晶粒。随着固液界面的前移,具有择优取向<100>的晶粒迅速长大,并阻止了其它非择优取向的晶粒生长,且大部分非择优取向晶粒在凝固初期就停止了生长,焊缝金属凝固生长符合竞争生长方式。

图9 堆焊金属取向差分布图
3 结论
(1)新型镍基合金带极堆焊工艺热输入大,熔池停留时间长,堆焊金属晶粒有比较充分的生长时间,晶粒的取向有存在择优取向的可能。
(2)新型镍基合金带极焊金属的结晶方向为垂直于熔合线,晶粒具有典型的垂直生长的柱状晶特征,堆焊金属组织主要为立方织构和高斯织构,凝固方向为垂直于熔合线延Z方向由下至上。
(3)新型镍基合金带极堆焊金属组织织构强度较大,主要为立方织构、高斯织构为主。小角度晶界的比例较高,主要分布在晶粒内部。
猜你喜欢
宝钢技术(2022年3期)2022-07-12
山东冶金(2019年3期)2019-07-10
上海金属(2016年3期)2016-11-23
光学精密工程(2016年4期)2016-11-07
新世纪水泥导报(2016年1期)2016-07-01
焊接(2016年2期)2016-02-27
船海工程(2015年4期)2016-01-05
焊接(2015年9期)2015-07-18
燕山大学学报(2014年3期)2014-03-11
河南科技(2014年3期)2014-02-27