
22MnB5冷轧边部裂口缺陷分析及控制
2023-09-16 13:18白玉朋史建伟王占国栗建辉
四川冶金 2023年4期
白玉朋, 张 帅,史建伟,王占国 ,栗建辉
(唐山钢铁集团有限责任公司 质量管理部,河北 唐山 063000)
随着汽车产业的不断发展,汽车行业对钢材种类的需求越来越多样化。22MnB5作为热冲压成型钢材,广受各大汽车制造商的青睐。汽车制造商使用22MnB5钢材利用热冲压成形工艺,制造前后保险杠、车门防撞梁、AB柱、中央通道等车体结构件的零件,车身件采用22MnB5可以使制件减薄减重并兼顾乘员舱高强度[1-2]。关键的安全结构件在考虑高强度的同时需兼顾碰撞吸能的要求,高强钢热成型零件变强度技术应运而生[3-4]。
唐钢某冷轧厂,随着汽车用户的发展,汽车商对22MnB5钢种的需求越来越多,22MnB5逐渐增产,由原本年产八千吨提升至三万吨,产量的提升会暴露出很多不常见的质量问题,边部裂口缺陷为典型缺陷。边部裂口缺陷常常导致冷轧机组断带,影响生产顺行,控制裂口缺陷迫在眉睫。
1 22MnB5边部裂口缺陷描述
1.1 裂口缺陷发现位置和形貌
22MnB5的裂口缺陷发生位置较奇怪,利用唐钢便利的全流程缺陷追踪手段,跟踪了大量钢卷的生产质量情况,发现在热轧卷的端面并没有明显的开裂痕迹。热轧原料卷边部也未发现存在明显的其它导致裂口的缺陷,非原料异物或损伤类缺陷导致。如图1。
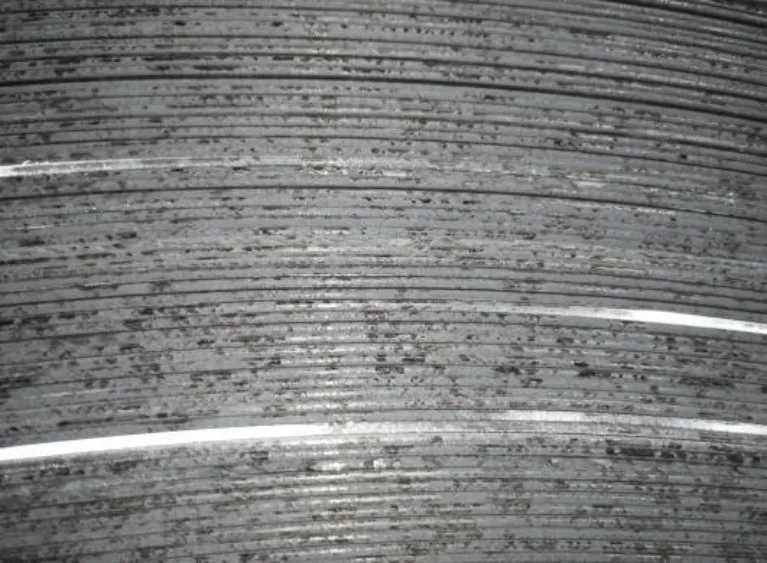
图1 热轧卷端部图像
很多端面无裂口缺陷的热轧钢卷经过冷轧轧制后,在冷硬卷的端面发现了裂口缺陷。裂口深度2~5 mm,于钢板垂直方向呈约45°角,且数量非常多,有的钢卷甚至有上百处的裂口缺陷,冷硬钢卷的操作侧明显重于驱动侧。冷硬卷端面裂口缺陷实物图像如图2所示。

图2 冷硬卷端面裂口缺陷图像
将冷硬卷开平,在开平线检验平台观察裂口缺陷在板带宽度方向上的形貌,裂口缺陷深入钢带内部,严重位置影响区域约10 mm,严重的裂口缺陷也是导致钢带在冷轧轧制过程中断带的主要缺陷。钢带宽度方向缺陷实物图像如图3。
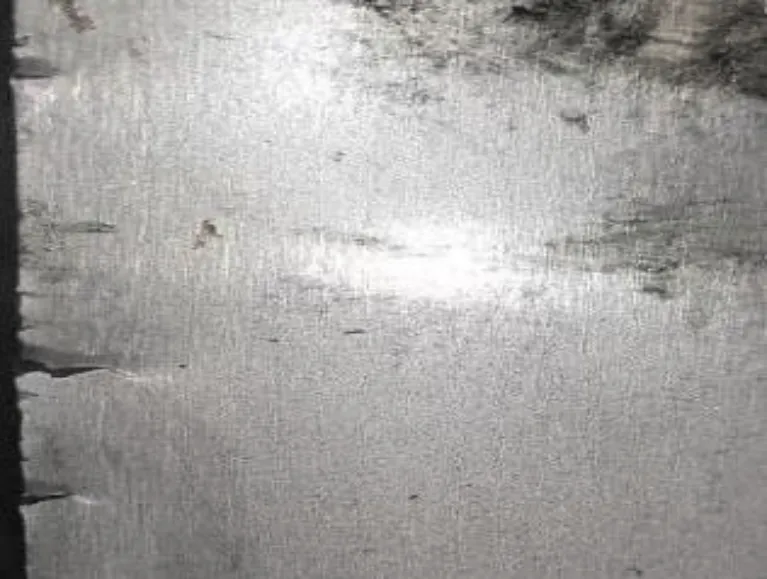
图3 裂口缺陷在板带宽度方向的图像
1.2 裂口缺陷调查
从2022年热成型22MnB5S钢种边部裂口缺陷趋势上看,冷轧切边钢卷的边部裂口缺陷比例一直比较稳定,3~7月份不切边钢卷的产量很少。冷轧不切边钢卷缺陷比例在8月份随着产量增加开始忽然增加,同时在1~2月份边部裂口缺陷比例也异常高,如图4。
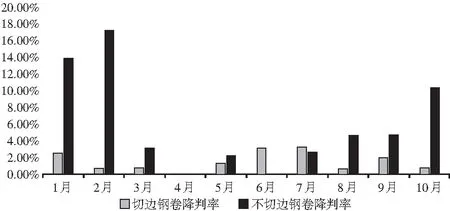
图4 边部裂口缺陷柱状统计图
在热轧钢卷上沿轧制方向取多组试验样品进行测试性能,分为OS1(操作侧)、OS2(操作侧)、中间、DS1(驱动侧)、DS2(驱动侧)。测试多组试样后取平均值,发现OS1屈服强度有降低,与中间位置差距约为52MPa,OS2各性能指与中间位置几乎无差异。DS侧取的样品性能各项指标与中间位置相比无差距。取样位置示意如图5,测试结果如表1。
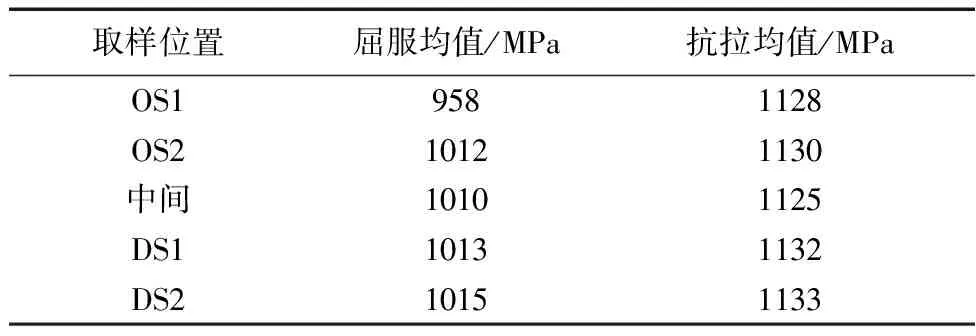
表1 热轧样品性能测试结果
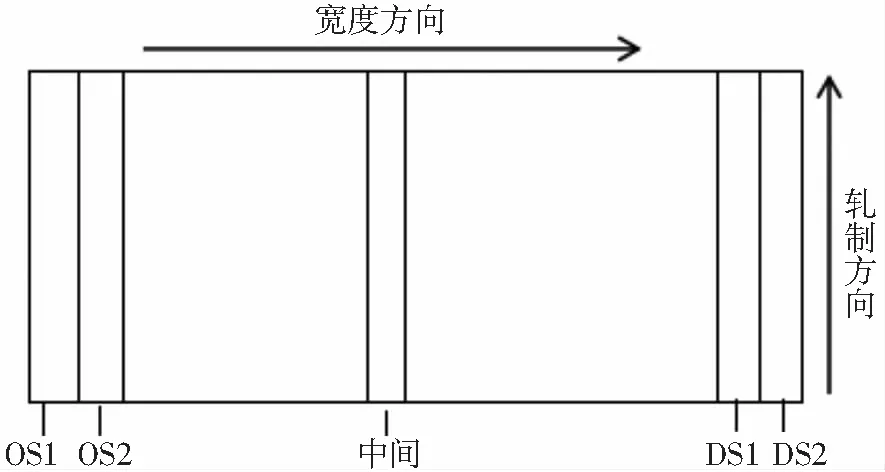
图5 热卷取样位置示意图
对冷硬卷上的裂口缺陷进行取样,做电镜分析,发现裂口处几乎只有Fe元素,有少量Mn元素是由于22MnB5为高Mn钢。可以排除夹杂物、异物等外物造成的裂口缺陷。电镜结果如图6。
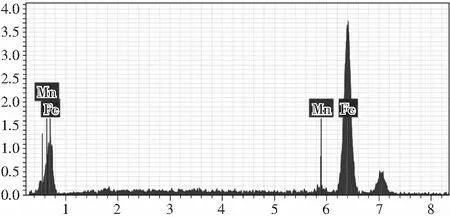
图6 样品微观组织对比
对冷硬卷上的裂口缺陷进行取样,利用电子显微镜将钢带表面放大1000倍,观察裂口缺陷的晶相组织,边部与心部组织存在差距,操作侧与驱动侧组织存在差距,操作侧以铁素体和珠光体为主,但是还存在部分贝氏体;驱动侧则是以铁素体和珠光体为主,有少量的贝氏体。铁素体为边界清晰白色的块状晶粒;珠光体为铁素体晶粒中的点状晶粒;贝氏体为黑色的块状晶粒。22MnB5钢冷却速率为5℃/s时,有贝氏体生成,随着冷却速率的增加,其屈服强度和抗拉强度逐渐增加,延伸率减小[5]。晶相组织如图7所示。
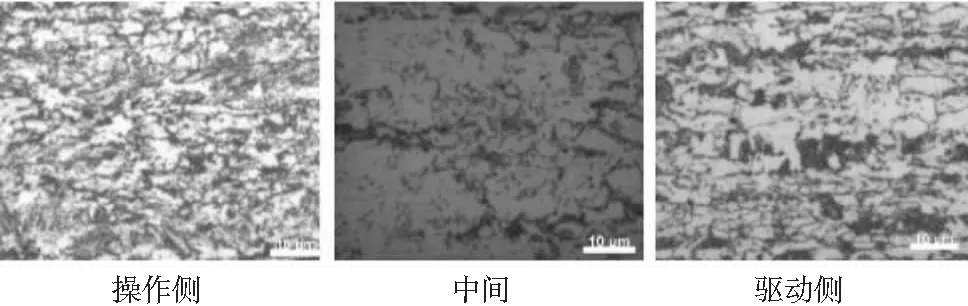
图7 样品微观组织对比
2 边部裂口缺陷产生原因分析
2.1 压下率相关性统计
由于缺陷发现位置在冷轧,且有切边钢卷缺陷发生率明显低于不切边钢卷的规律,对22MnB5冷轧不切边的产品生产时的过程参数与裂口缺陷发生比率进行比较,发现冷轧压下率对于裂口缺陷发生率有一定的相关性。统计了冷轧不切边钢卷不同压下率的裂口缺陷比例,当压下率超过55%时不切边裂口缺陷发生的比例要明显高于55%压下率以下不切边裂口缺陷的比例。如图8所示。
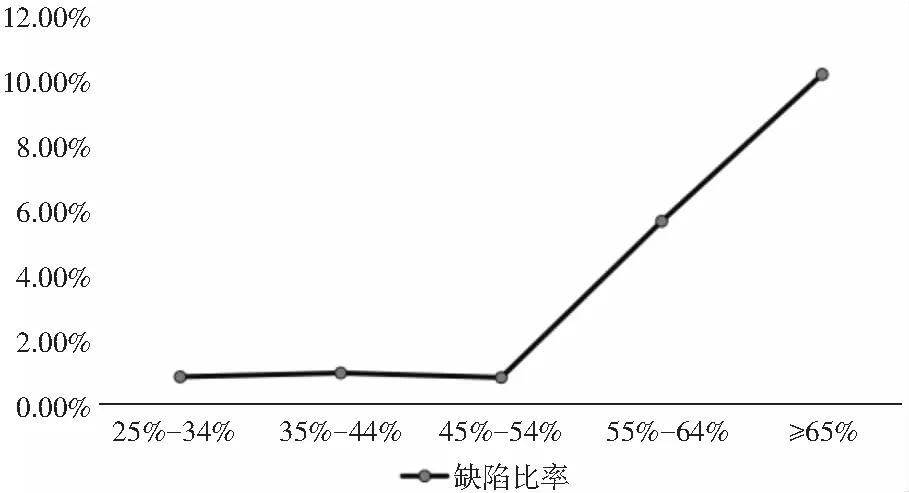
图8 不切边22MnB5钢卷缺陷比率统计折线图
2.2 微观组织产生原因分析
通过前面的组织分析结果,认为22MnB5出现边部裂口缺陷的原因之一为边部存在过冷组织,导致塑性降低并且晶间结合力下降,在冷轧轧制过程中易萌生裂纹并且发生延晶扩展进而形成裂口。低碳硅锰贝氏体钢通过热模拟试验,当冷速为5℃/s时,利用热膨胀及切线法所得到贝氏体转变点为565℃,试样冷却到室温的显微组织大部分是贝氏体铁素体[6]。热膨胀曲线如图9所示。
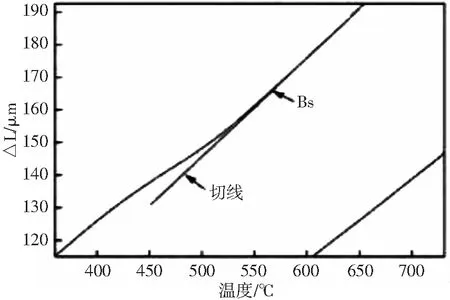
图9 冷却速度为5℃/s时试验钢的热膨胀曲线
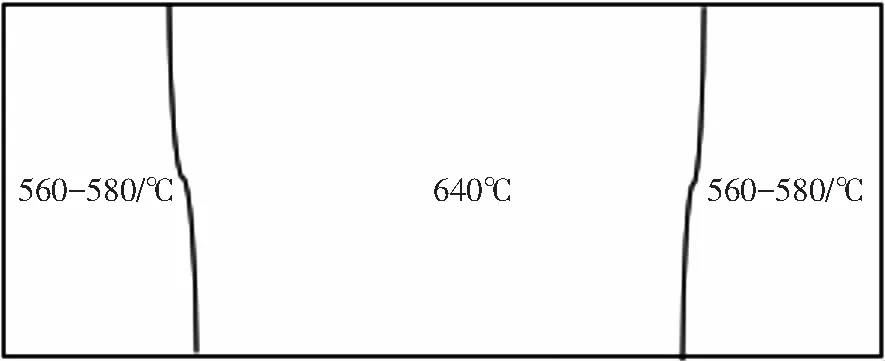
图10 带钢宽度方向温度分布示意图
使用高温枪对正在生产的22MnB5钢带温度进行实时测量,钢带层冷出口位置边部与中部温差达到60~80 ℃,且中间温度高于边部温度。22MnB5在生产时卷取温度设定目标为640 ℃,设定的卷曲温度监测点为钢带宽度方向中间位置温度,即钢带宽度方向中间位置温度约为640 ℃,因此边部实际温度将在560~580 ℃范围,进入了贝氏体生成区间。带钢成卷后,钢卷端面接触外部环境面积较大,即边部接触外部环境面积较大,接触面积大散热快为常理,因此钢带边部温度逸散快于中部。
3 边部裂口缺陷控制方法试验验证
通过以上分析可以清楚的了解到缺陷产生的原因,边部裂口缺陷非异物、夹杂物造成,与冷轧的压下率有先行相关,与边部的组织结构有关。于是组织了大量生产试验来验证控制边部裂口缺陷的最佳工艺。
3.1 钢卷减缓冷却试验
结合以边部裂口缺陷产生机理,带钢在层冷过程中及入库后边部温度将进入或快速进入贝氏体相区,进而生成贝氏体组织。为减缓钢卷的冷却,对进行了钢卷入坑缓冷试验,钢卷卸卷后如坑缓冷48小时,出坑温度在400℃左右,并对试验卷进行了通宽组织检测,放大五百倍检测后组织依旧含有贝氏体。由此可以判断贝氏体组织为层冷或成卷后在极短时间内形成,通过钢卷入坑减缓冷却速度无法得到改善。钢卷入缓冷坑后检测的贝氏体组织如图11。
3.2 压下率修改
由缺陷分析可知当压下率超过55%时不切边裂口缺陷发生的比例要明显高于55%压下率以下不切边裂口缺陷的比例。因此对冷轧现有的轧制规程进行修改,将现有的钢卷按照不同规格调整压下率,使所有钢卷的压下率均在55%以下。跟踪生产了50卷钢,发现修改压下率后,不切边的钢卷边部裂口缺陷数量有明显的减少,钢卷边部质量有明显的改善,同时缺陷发生率也明显降低。缺陷虽有明显改善,但是还存在冷轧断带风险,产生的缺陷率为6%。还需要进行进一步从缺陷产生机理出发对工艺参数进行调整。
3.3 热轧层冷水温调查试验
将十月份冷轧发生的裂口缺陷回归到热轧生产时序,从统计结果看,热轧10月4日生产的钢卷边部裂口缺陷比例较其他日期生产钢卷要高很多。如图12所示。
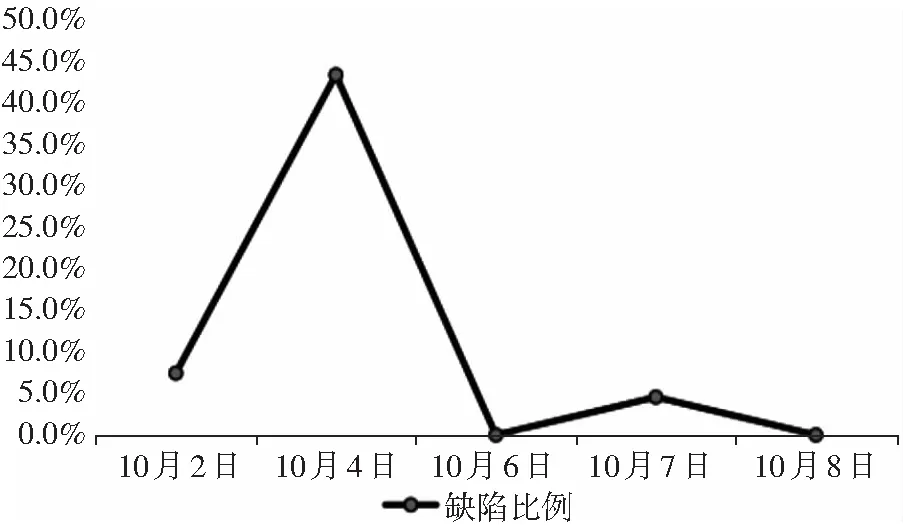
图12 热轧生产时序下缺陷比率折线图
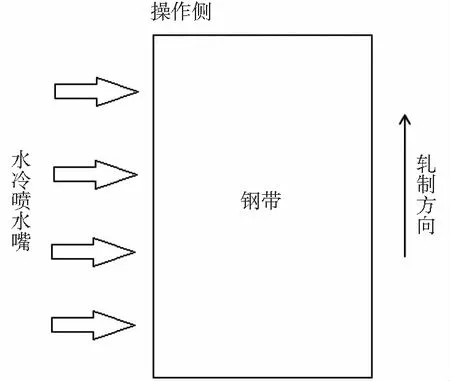
图13 超快冷段出口侧喷布置简图
通过调查发现热轧在10月4日生产22MnB5时的层冷水温为10 ℃,其它几日为20~30 ℃,较其他日期钢卷生产时层冷水温要明显低。因此对层冷水温进行修改,要求其稳定控制在20~30 ℃。跟踪生产50卷22MnB5产品,跟踪条件为冷轧使用修改后的压缩比,热轧层冷水温控制在20~30 ℃,观察冷轧生产完成后钢卷边部状态。缺陷卷上的缺陷数量进一步减少,单发生缺陷的几率相比单修改压下率的试验没有明显降低,此时产生的缺陷已经不会在冷轧造成断带风险,可以维持生产顺行。
3.4 热轧层冷喷水试验
继续深入分析缺陷产生原因,从组织分析结果看为热卷组织不均,造成组织不均的根本原因是钢带冷却不均,边部组织异常是由于边部冷却速度与宽度方向中间位置相比较快。理论上来看当钢带宽度方向上冷却速度较为接近时,宽度方向的组织均匀性越好;组织均匀性越好,钢带在加工时受力会相对比较均匀,从而减少边部撕裂。
对整个热轧工艺进行调查,调查结果发现自板坯出炉后,整个热轧轧制过程中均存在热交换,带钢边部的热交换效率要明显高于中部,这是导致边部温降的根本原因。同时在热轧生产的各个环节,如定宽、除鳞、层冷等环节均会加大边部与中部的温差。利用测温枪对各个环节对应位置钢带的温度进行测量调发现层冷出口操作侧温度明显低于驱动侧。
对层冷段进行更加深入的调查,发现超快冷段出口及层冷出口侧喷水全部布置于操作侧,区别于层冷中段的两侧对应布置,且这两个位置侧喷水量较大,将导致操作侧温降大于驱动侧。这也解释了22MnB5冷轧后产生的边部裂口缺陷对应热轧卷的操作侧要比驱动侧严重。超快冷段出口侧喷布置简图如图12所示。
再次跟踪生产50卷22MnB5产品,使用修改后的压下率和层冷水温,关闭层冷超快冷段的喷水嘴。产品在冷轧生产完成后跟踪边部质量发现冷轧后的边部裂口缺陷数量进一步减少,缺陷产生率几乎降低为零。此后按照最后一次的试验结果大批量生产,22MnB5边部裂口缺陷的缺陷比率控制在1%以内。冷轧机组在生产改钢种时无因此缺陷发生过断带事故。
4 结论
22MnB5钢种在冷轧生产时产生的边部裂口缺陷的根本原因是由于钢带宽度方向组织不均;组织不均导致在冷轧轧制加工过程中边部组织接收应力和内部不同,从而撕裂产生裂口缺陷。
经过多次的试验调整,热轧钢卷缓冷即降低热轧钢卷冷却速度对22MnB5冷轧时产生的边部裂口缺陷无明显影响。
通过控制层冷水温、控制层冷的喷水数量来控制热轧过程中层冷的冷却速率,使钢带在生产过程中不要过快的冷却;冷轧找到合适的压下率,将压下率控制在55%以内。通过热轧、冷轧双重工艺的调整,可以有效的减少22MnB5边部裂口缺陷发生概率。
猜你喜欢
百科探秘·海底世界(2023年8期)2023-07-29
钛工业进展(2022年4期)2022-09-15
冶金设备(2021年2期)2021-07-21
设备管理与维修(2021年1期)2021-03-05
工程科学学报(2020年5期)2020-06-05
疯狂英语·新阅版(2019年9期)2019-09-10
今日农业(2019年15期)2019-01-03
设备管理与维修(2016年7期)2016-04-23
农业知识(2016年10期)2016-03-28
新疆钢铁(2015年3期)2015-11-08
