
气雾化法制备净化除镉锌粉中关键条件对中粒度比的影响研究
2023-09-14 02:31刘旭
湖南有色金属 2023年4期
刘 旭
(株洲冶炼集团股份有限公司,湖南 株洲 412004)
湿法炼锌过程中,需对硫酸锌溶液中Cu、Cd、Co等杂质离子进行深度净化处理,否则会严重影响锌电积中阴极锌的正常析出,而净化除镉是净化硫酸锌溶液的关键工序之一[1-2]。目前国内硫酸锌溶液净化工艺主要有锑盐-锌粉净化法、黄药净化法、砷盐净化法等,不同企业的净化工艺有差异,但均采用锌粉净化除镉,都利用了锌的标准电极电位(-0.76 V)相对镉的标准电极电位(-0.352V)较负的原理,但不同净化工艺对锌粉粒度规格有不同要求[3-5]。
锌粉粒度规格与锌粉制备方法有关,目前主要方法有蒸馏法、电解法、化学置换法、雾化法等[6]。其中蒸馏法能耗较高且主要用于小粒径锌粉的制备,电解法和化学置换法工艺流程较长、生产成本较高且多用于制备鳞片状、棒状等特殊形貌锌粉,而雾化法工艺简单、能耗较低、工艺适应性强,可通过调整工艺参数制备各种粒径范围的锌粉,应用较广[7]。
某锌冶金企业采用的砷盐净化硫酸锌溶液工艺中,采用锌粉流态化沸腾除镉,为了实现硫酸锌溶液中镉的深度净化及锌粉的高效利用,要求锌粉粒度在30~60目区间范围内。本研究以锌含量大于99.995%的锌锭为试验原料,采用氮气雾化法制备硫酸锌溶液净化除镉锌粉,研究锌液温度、喷嘴氮气压力、喷嘴齿距对锌粉粒度分级的影响,以获取制备中粒度30~60目高占比锌粉的关键条件参数。
1 试验原料及方法
1.1 试验原料
采用锌含量大于99.995%的锌锭为试验原料,锌锭中各杂质含量见表1。

表1 锌锭中各杂质含量 %
1.2 试验设备
试验使用的主要设备见表2。

表2 试验主要设备
1.3 试验步骤
氮气雾化制备锌粉的工艺流程图如图1所示,根据工艺路程进行如下试验操作。

图1 氮气雾化制备锌粉的工艺流程图
试验首先将40t锌锭加入工业电炉中升温熔化并保温至一定温度。其次调整气雾化喷嘴螺旋齿距至一定开度。然后打开并调整气雾化设备和氮气储存站间阀门,使氮气储存站出口维持一定出口压力,同时打开气雾化冷却仓出气阀,通氮气30min使氮气充满冷却仓后,关闭冷却仓出气阀并打开冷却仓收尘风机,使冷却仓中维持0.05MPa的微负压。再打开工业电炉与喷嘴间的锌液液流阀门进行气雾化制备锌粉。最后开启旋振筛将气雾化制备的锌粉进行过筛分级并定期收集不同规格锌粉称重,计算各级锌粉的质量总占比。
1.4 试验条件
氮气雾化制备锌粉试验设计表见表3。

表3 氮气雾化制备锌粉试验设计表
氮气雾化制备锌粉试验过程初始条件为锌液温度为500~520℃、喷嘴氮气压力为0.3MPa、喷嘴齿距为2.0mm;然后按表3所示对锌液温度、氮气喷嘴压力、喷嘴齿距进行单因素条件试验,得出最佳控制条件;再按最佳条件进行三次重复试验。
2 试验结果与讨论
2.1 锌液温度
喷嘴氮气压力为0.3MPa、喷嘴齿距为2.0mm条件下不同锌液温度控制范围内制备的各级锌粉质量占比的影响见表4。
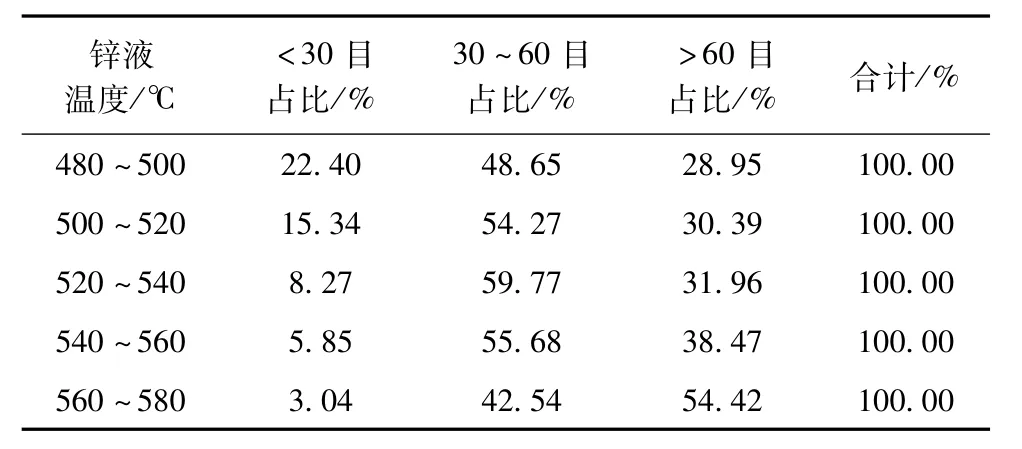
表4 锌液温度对不同粒级锌粉重量占比的影响
由表4可知,锌液温度对不同粒级锌粉重量占比有重要影响,且随着锌液温度的升高各粒级锌粉重量占比呈现明显变化规律:<30目锌粉重量占比呈逐渐下降趋势;30~60目锌粉质量占比呈先升高后降低趋势且最大值为59.77%;>60目锌粉质量占比呈逐渐升高趋势。这主要与不同温度下的锌液粘度大小有关。对于锌液而言,锌液粘度随着锌液温度升高逐渐降低,而锌液粘度与锌液间的粘性摩擦应力呈正相关关系,即锌液粘度大则锌液间的粘性摩擦应力大、锌液粘度小则锌液间的粘性摩擦应力小[8]。在相同喷嘴氮气压力和喷嘴齿距条件下,单位质量锌液受氮气雾化破碎力的大小相同,锌液粘度越大,则锌液被氮气雾化破碎程度越低,主要获得大中型粒度锌粉,而随着锌液粘度的降低,锌液被氮气雾化破碎程度逐渐升高,获得的锌粉逐渐转变为中小型粒度。因此,为了提高30~60目锌粉的重量占比,选择520~540℃为最佳锌液温度。
2.2 喷嘴氮气压力
锌液温度为520~540℃、喷嘴齿距为2.0mm条件下不同喷嘴氮气压力制备的各级锌粉重量占比的影响见表5。

表5 喷嘴氮气压力对不同粒级锌粉重量占比的影响
由表5可知,随着喷嘴氮气压力的升高,<30目锌粉重量占比呈下降趋势且当喷嘴氮气压力超过0.4MPa时下降趋势明显减弱,30~60目锌粉重量占比呈先升高后降低趋势且最大值为63.29%,而>60目锌粉重量占比呈升高趋势且当喷嘴氮气压力达0.5MPa以上时高达60% ~72%。表5表明,喷嘴氮气压力是锌粉制备中各级粒度重量占比的重要影响因素之一,这主要由于随着喷嘴氮气压力的升高,单位质量锌液所受氮气雾化破碎力增大,使锌粉粒度逐渐趋小、中小型粒度锌粉重量占比增大,且喷嘴氮气压力超过0.5MPa以上时,所制锌粉以>60目为主,而<30目、30~60目锌粉的重量占比较小。因此,为了提高30~60目锌粉的重量占比,选择最佳喷嘴氮气压力值为0.4MPa。
2.3 喷嘴齿距
锌液温度为520~540℃、喷嘴氮气压力为0.4 MPa条件下不同喷嘴齿距制备的各级锌粉重量占比的影响见表6。
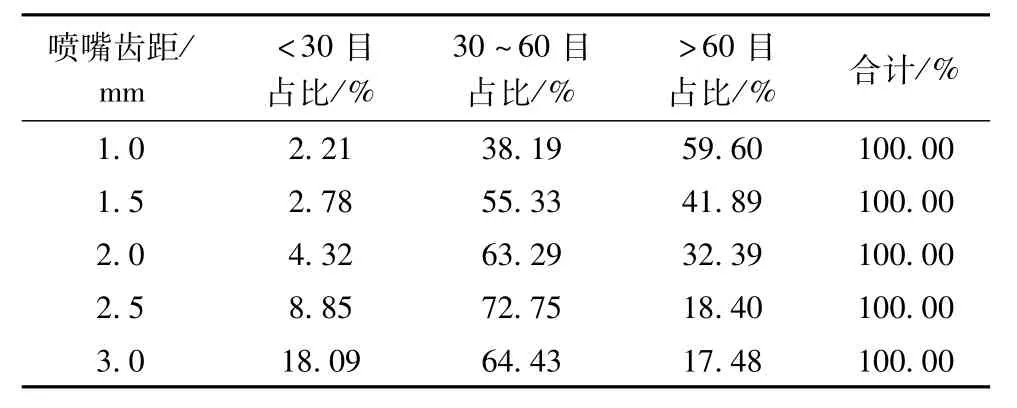
表6 喷嘴齿距对不同粒级锌粉重量占比的影响
由表6说明,随着喷嘴齿距的增大,<30目锌粉重量占比呈增大趋势,30~60目锌粉重量占比呈先增大后减小趋势且最大值为72.75%,>60目锌粉重量占比呈逐渐减小趋势。喷嘴齿距大小对不同粒级锌粉重量占比有较大影响,这主要归于喷嘴齿距大小和单位时间通过喷嘴锌液多少呈正相关关系,而锌液温度和喷嘴氮气压力条件相同,则单位质量锌液所受氮气雾化破碎力减小,使锌粉粒度逐渐趋大,在锌粉各级粒度分布中呈现为大中型粒度锌粉重量占比增大而小型粒度锌粉重量占比减小。因此,为了提高30~60目锌粉的重量占比,选择最佳喷嘴齿距为2.5mm。
2.4 最佳条件重复试验
锌液温度为520~540℃、喷嘴氮气压力为0.4 MPa、喷嘴齿距为2.5mm条件下进行重复性试验制备的各级锌粉重量占比的试验结果见表7。

表7 最佳条件重复试验结果 %
由表7可知,三次重复试验制备的锌粉各级粒度重量占比重现性较好,<30目锌粉重量占比约8.45%,30~60目锌粉重量占比约72.69%,>60目占比锌粉重量占比约18.86%,达到某企业净化除镉锌粉对中粒度(30~60目)占比达70%以上的要求。即锌液温度520~540℃、喷嘴氮气压力0.4MPa、喷嘴齿距2.5mm为某企业氮气雾化法制备净化除镉锌粉的最佳制备条件。
3 结 论
针对某企业硫酸锌溶液净化工艺中流态化沸腾除镉对锌粉粒级占比的要求,本研究以锌锭为试验原料,采用氮气雾化法制备硫酸锌溶液净化除镉锌粉,研究锌粉制备过程中锌液温度、喷嘴氮气压力、喷嘴齿距对锌粉粒度分级的影响,得出最佳条件:锌液温度为520~540℃、喷嘴氮气压力为0.4MPa、喷嘴齿距为2.5mm。按最佳条件进行重复性试验,制备的30~60目锌粉重量占比均达70%以上,满足该企业净化除镉对锌粉粒级占比的要求。
猜你喜欢
光学精密工程(2023年20期)2023-12-04
中国有色冶金(2021年4期)2021-11-30
有色冶金节能(2021年3期)2021-07-10
世界有色金属(2021年22期)2021-03-11
测控技术(2019年9期)2019-10-18
电子机械工程(2018年4期)2018-10-13
科学与财富(2018年19期)2018-08-20
当代化工研究(2016年5期)2016-03-20
船电技术(2015年12期)2015-10-24
天然气勘探与开发(2015年1期)2015-02-28
