双头电子辐照预硫化技术在帘布压延机上应用研究
2023-09-14 02:14陈俊
橡塑技术与装备 2023年9期
陈俊
(杭州海潮橡胶有限公司,浙江 杭州 310008)
电子辐照目前在轮胎行业和橡胶工业中的运用越来越普遍。电子辐照预硫化技术可以通过减少帘布内胶料的迁移,提高产品的稳定性,减少帘布硫化时间,减少内衬帘布厚度,控制轮胎总体重量的降低,减少成本。
1 电子辐照概述和原理
1.1 辐照的机理
电子束(EB)辐照技术,就是利用在高压电场中加速后的电子射线照射物质,通过高能电子与物质的相互作用来电离和激励各种物质的分子,从而引发化学反应以改善材料的性能或生成新材料,是一种新的加工技术和工艺。对于轮胎半钢预硫化工艺现在可通过电子束辐照轻松完成,而且性能非常稳定且可以节省材料。而且在能源效率方面也有很大的优势[1]。
电子束辐照硫化技术是通过电子加速器发射的高能电子束在橡胶基体中激活橡胶分子,产生橡胶大分子自由基,使橡胶大分子交联形成三维网状结构 。经过辐照后,橡胶的大分子链在外部电子的轰击下被打断,被打断的每一个断点成为自由基,自由基不稳定,相互之间要重新组合,重新组合后由原来的链状分子结构变为三维网状的分子链结构,这个过程称为辐照交联[3]。经过辐照后形成网状分子链结构,胶片粘度和拉伸强度均随辐射剂量的加大而提高。由于胎体帘布发生了预交联,因此在成型时需要较大的力使已膨胀变形的部件进一步扩张,胶料膨胀和帘线形变都是均匀的 ,能够防止胶片部件变形和流动[5]。
EPS辐照设备在半钢轮胎领域中主要是对胶帘布进行照射,增加轮胎成型过程中由于胶帘布厚度和附胶量减少后的稳定性。
作用一:使帘布上包覆胶稳定;
作用二:胎体伸张后气密层胶料(一般为卤化丁基胶)渗透可控。从而起到保性能节约胶料成本的作用,效果见图1。

图1 辐照前后对比
1.2 辐照设备概述
双头电子辐照主要要由机械和电气两方面设备组成,包含了主机、直流高压电源罐、加速装置部、扫描部及真空排气部、 金属屏蔽、六氟化硫收回气系统、SF6气体 、 扫描口冷却风机、 臭氧排风机、升压回路、灯丝用电机、高电压测量装置、高频振荡器以及相关测量附件[2]。
电子加速器主要由电源、电子枪、电子加速管、分压电阻、直流高电压电源、自屏蔽防护室和金属钛膜窗口组成,结构如图2所示。
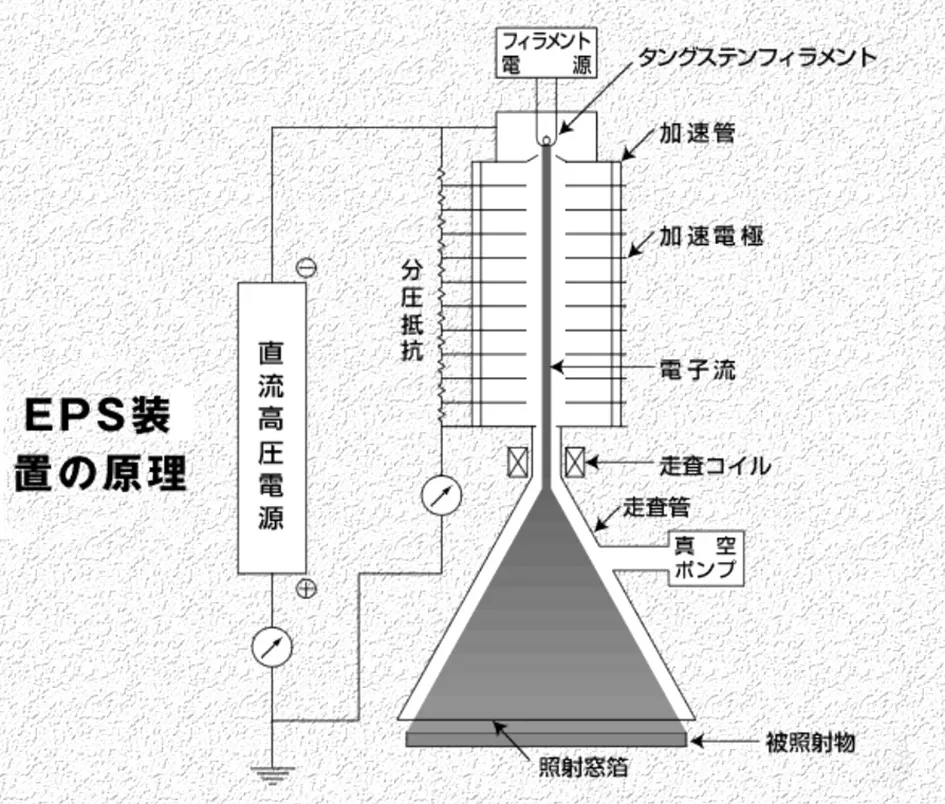
图2 电子加速装置结构示意图
扫描管是三角形的不锈钢材质的真空容器,由窗膜押板(法兰)、金属薄膜 (窗膜)组成。扫描管连接加速管上,内部是由真空泵排气来保持真空。在辐照窗部用窗膜把真空和大气压隔绝开来。辐照窗膜使用特殊的金属,为使电子透过的效率更高,窗膜做得非常薄。被加速的电子束穿透窗膜时在辐照窗膜部位产生的热量,用窗冷却风机的冷却风来冷却[4]。
1.3 控制装置
控制系统中采用PLC,根据选定的运转编码(2位数),可以进行自动运转。运转编码中可以设定加速电压、电子束流、扫描宽度、辐照剂量的各个变数。各设定值只要在运转范围内就可以自由设定。电子束辐照装置和生产线同步运转,是靠获取生产线的速度信号,控制其输出相应的电子束流。运转时选定运转编码,转动钥匙开关,只按下开始键就开始运转。系统自动控制使其按照运转编码中设定好的值来运转。配线用开口在控制板的上部。
1.4 设备技术参数
根据需求选择相关的加速电压,单头加速电压500 kV,速流100 mA,扫描宽度1 600 mm,压延机运行速度60 m/min,根据压延机的速度,速流上升自动匹配。因压延速度较快,双头前后布置,自动匹配达到剂量40 kGY, 对应扫描宽度最大速流密度:0.63 mA/cm。
2 压延机改造
对原有的纤维压延机进行部分改造。考虑不影响生产的条件下,将电子辐照设备放在二楼楼板上,首先设备总体重量超过百吨,二楼承重需要重新加固涉及,进行现场的测绘,开孔,然后对楼板进行加固才能放置设备。从原有设备冷却辊出来的帘布经楼板开孔引至二楼,加装导向辊筒引至预硫化设备进行辐射,辐照出来后设计一套导向辊,一套冷却辊装置和一台牵引装置,经过一套定中装置引向后储布架,将预硫化设备穿插于冷却装置和储布装置之间,达到预期的效果。
2.1 控制方面
牵引装置跟随主线运行,控制接入主线,电子辐照设备和主机设备进行通讯,实时将速度和故障信息传送给电子辐照设备,以便压延机停机,电子辐照还继续工作。同时考虑安全方面,进行了连锁的设置。
2.2 输送线路
帘布输送路线图如图3所示。

图3 帘布输送线路图
3 试验及相关结论
3.1 胶料渗透影响
使用不同辐照电压和辐照剂量的方案,压延预硫化帘布。在内衬层与帘布层中间贴白胶,标示内衬层的渗胶量,每个方案两条试验胎进行解剖,每个断面取4个渗胶深度,再用其中最大渗胶深度与帘线直径(D)相比进行判定。将预硫化帘布与普通帘布的渗胶量进行对比。
采用185/60R15 RP28 DIDAR,对比之下40 kGY,500 kV方案,胶料渗透率12.19%,方案最优,数据详见图4:

图4 胶料渗透数据
3.2 成品帘布性能评价
非辐照和辐照情况下帘布的强度和伸长率分别为126.7、12.3%和130.5、13.5%,可见辐照后帘布的强度和伸长率都相应的提高。
3.3 成品轮胎高速试验
规格215/75R15 SU317进行试验,非辐照轮胎行驶时间1.13 h,结束时速度230 km/h,辐照轮胎行驶时间1.38 h,结束时速度240 km/h,可见辐照后后的帘布高速性能更好。
3.4 成品轮胎帘线排布
电子辐照前后帘线排布更为紧密,详见图5
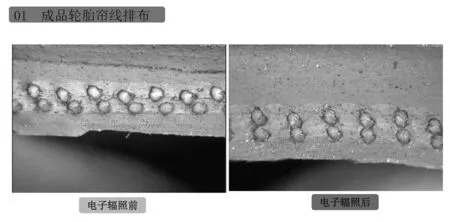
图5 成品胎帘布对比
4 结束语
通过试验数据可知,在经过双头帘布辐照之后,各种性能都有所提升,半成品的合格率所提升,相应的就在后续就可以减薄内衬层厚度,减少相应的硫化时间,对总体的成本进行逐步的控制,对胎体帘布的性能提升后轮胎总体的性能得到很大的提升。
通过内衬的减薄每条轮胎可以节省2.8元左右,每天两万条轮胎来计算,每年(按350天)可以节省1 960万元。经电子辐照预硫化生产的胶片,其拉伸强度、拉断伸长率均有很大提高,可提高轮胎产品的质量和稳定性,加强轮胎的安全性能,从而提高产品的市场销售竞争力和企业的经济效益。
电子辐照预硫化的技术降低了胶料的流动性,提高了胎体帘布的稳定性,在相当程度上减少了原材料的损耗,从根本上减少轮胎总体重量,有效减少污染气体的排放,改善了环境,在目前的可持续发展环保经济的大环境内,是轮胎行业质量提升的必然趋势。
猜你喜欢
轮胎工业(2022年11期)2022-11-30
橡胶工业(2022年7期)2022-07-19
橡塑技术与装备(2021年21期)2021-11-17
电子测试(2017年12期)2017-12-18
中国塑料(2016年7期)2016-04-16
专用汽车(2016年9期)2016-03-01
橡胶工业(2015年10期)2015-08-01
橡胶科技(2015年2期)2015-07-30
橡胶科技(2015年11期)2015-07-29
焊接(2015年7期)2015-07-18