
卫星大部件二维转台装配工艺方法
2023-09-06 06:41董自瑞季红侠
上海航天 2023年4期
董自瑞,季红侠,马 赫,杨 宝,周 诚
(上海卫星装备研究所,上海 201109)
0 引言
卫星二维转台机构作为空间三维活动部件载荷能够实现在轨相机跟踪指向功能,一般安装于卫星层板,在发射状态收拢压紧,在轨后解锁,进行地面目标观察任务。二维转台地面机械安装精度由于安装接口重力变形影响、在轨后无重力状态变形释放等因素,将严重影响卫星二维转台初始指向精度[1-3],给卫星在轨任务带来挑战。在卫星层板接口机械加工阶段通过精测、模拟件实验分析二维转台变形余量,确定卫星层板机械加工公差,保证空载、满载状态二维转台安装机械接口均满足指标要求。在二维转台与卫星装配阶段采用卸载装配方式,并实测卸载前后安装面精度,实现了卫星二维转台地面重力、卸载状态初始指向精度均满足设计要求,卫星二维转台已经在轨成功应用。国内关于二维转台研究,多聚焦于产品本身结构设计[4-6]和精度保证[7-8],卫星大部件载荷装配工艺研究[9-10]以非活动部件相机为主,大型活动部件载荷现有装配工艺多采用吊挂、气浮等方式进行活动部件重力卸载、展开,待活动部件组件级展开锁定后,进行卫星姿态调整,连接活动部件与卫星机械接口连接[11-13]。本文通过实测卫星二维转台安装层板空载、满载接口变化,进行接口加工、转台卸载装配,保证二维转台地面、在轨初始安装精度均满足设计要求,对大型活动部件载荷星上装配具有一定参考意义。
1 二维转台组成及装星形式
二维转台主要有由二维转台机构(方位轴和俯仰轴)、相机以及压紧点解锁器等部分组成,相机重约90 kg,转台机构重约45 kg,如图1 所示。转台通过9 个解锁器收拢压紧,其中6#~9#压紧点与卫星层板连接,1#、2#压紧点与星上支架连接,3#~5#压紧点为转台相机与机构内部连接。在地面及在轨初始状态锁定,在轨后实现解锁功能,解锁后,转台具备方位轴和俯仰轴转动功能。二维转台通过方位轴法兰与星体中层板预留接口螺钉机械连接,收拢压紧状态解锁器通过螺钉安装载星上压紧支架和二维转台支架上,如图2所示。

图1 二维转台组成布局Fig.1 Composition layout of the 2D turntable

图2 二维转台装星接口Fig.2 Schematic diagram of the satellite installation interface on the 2D turntable
2 转台星上接口组合加工工艺方法
二维转台安装在卫星中层板上,质量约135 kg,且转台底部压紧点部分悬伸至星外,考虑产品安装后卫星层板安装面的形变,在转台安装面组合加工时进行了模拟加载试验,确定组合加工余量。试验具体流程如图3 所示。

图3 二维转台星上接口组合加工工艺流程Fig.3 Combined processing process flow of the 2D turntable on-board interface
2.1 安装面组粗加工、精测
卫星二维转台安装面在整星结构装配阶段采用GM2140X40 卫星精密修整设备进行组合加工,加工时保证转台法兰及压紧点组合平面度。组合面粗加工后,对星上转台安装面基准(图2)标记,并用激光跟踪仪测量加载前标记点Z向坐标即测量点组合平面度,见表1。
2.2 加载模拟件试验
通过行车将二维转台模拟件(135 kg 配重)安装在卫星组合光出后的安装面上,且吊带处于松弛状态,如图4 所示。二维转台模拟件装星加载后,通过激光跟踪仪测量加载后标记点坐标及测量点组合平面度,见表2。静置4 h 后,通过行车将模拟件从星上拆除,并用激光跟踪仪测量卸载后标记点坐标及测量点组合平面度,见表3。

表2 激光跟踪仪测量加载后标记点坐标及测量点组合平面度Tab.2 Coordinates of the marked points after loading and the combined flatness of the measuring points obtained by the laser tracker

表3 激光跟踪仪测量卸载后标记点坐标及测量点组合平面度Tab.3 Coordinates of the marked points after unloading and the combined flatness of the measuring points obtained by the laser tracker

图4 二维转台模拟加载及精测图Fig.4 2D turntable simulation loading and precise measuring mapping
2.3 确定组合加工余量
通过模拟载荷加载前后测量点形变量,见表4,最大变形量为0.1 mm。二维转台在加载前、加载配重拆除后,二维转台安装面标记点精测数据一致,二维转台安装后层板变形影响,转台安装面至转台压紧点支架上表面距离按照下偏差加工,加工后距离实测为679.03 mm,保证二维转台装配后卸载前后精度均满足要求,如图5 所示。

表4 加载前后c 形变量Tab.4 Deformations of a measuring point before and after loading

图5 转台压紧点组合加工尺寸Fig.5 Schematic diagram of the combined machining dimensions of a turntable clamping point
3 二维转台装星工艺
3.1 转台受力分析
二维转台重力状态竖直停放,在重力作用下,通过约束底部支架,进行二维转台本身受力分析,其变形结果如图6 所示,二维转台与卫星安装接口处变形在0.003 2 mm 左右,星上安装层板安装在模拟件加载前后变形0.10 mm 左右(表4),通过对比发现层板变形较大,因此在重力场作用下,转台与装星装配需要采用重力卸载,然后在进行转台与卫星底部收拢压紧。
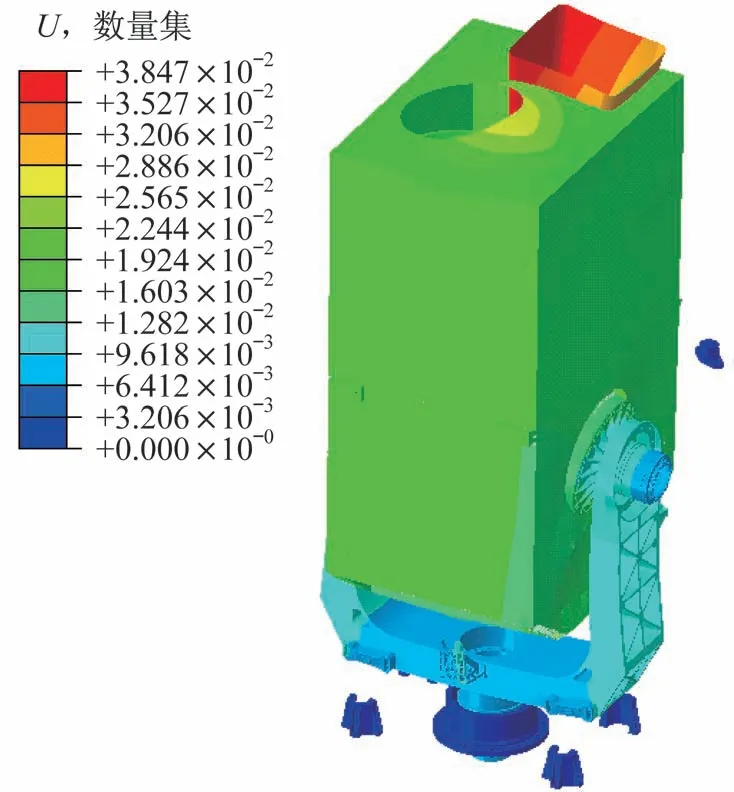
图6 二维转台及机构受力分析Fig.6 Stress analysis diagram of the 2D turntable and mechanism
3.2 二维转台装星工艺
二维转台装星在不卸载状态下装星压紧,存在底板变形和压紧点间隙现象,收拢压紧后地面重力状态下解锁器不受预紧力影响,在轨解锁前,解锁器会因为转台安装层板重力消除变形回复带来非解锁方向切向力,因此,需要在卸载状态下进二维转台装星压紧。
3.2.1 装星姿态调平
卫星在状态总装阶段,进行二维转台组合体装星前,需进行转台安装面整体水平度调整,利用激光跟踪仪将转台安装面与大地水平度夹角调整在0.01°范围内,保证转台安装接口不受重力影响。
3.2.2 二维转台装星卸载工装
如图7 所示,转台卸载装星工装主要有装星框、弹性绳、十字吊具、吊带、电子拉力称组成,其中装星框主要由主、从动轴侧框、相机侧框1、相机侧框2和吊具连接件组成。

图7 二维转台装星后卸载工装Fig.7 Schematic diagram of the 2D turntable unloading tooling after loading stars
装星卸载时,将装星框安装在二维状态预留的工装接口处,然后将吊具连接件安装至装星框,行车通过吊带连接电子拉力称,下方通过吊带与十字吊具连接,十字吊具通过弹性绳与装星框吊具连接件连,在行车点动状态进行卸载,当电子拉力称示数为转台重力时,静置1 h 观察电子称示数有无变化。
3.2.3 二维转台装星卸载
二维转台收拢压紧前用激光跟踪仪进行压紧点组合加工面平面度测量,通过解锁器垫片调整,安装二维转台解锁器,拆除卸载工装后,进行压紧点安装面精测。通过二维转台卸载后收拢压紧,实现在卸载状态下装星精度在,收拢压紧后拆除卸载工装,装星精度在,即重力状态和在轨未解锁状态均满足,保证了二维转台与卫星装配精度,见表5。
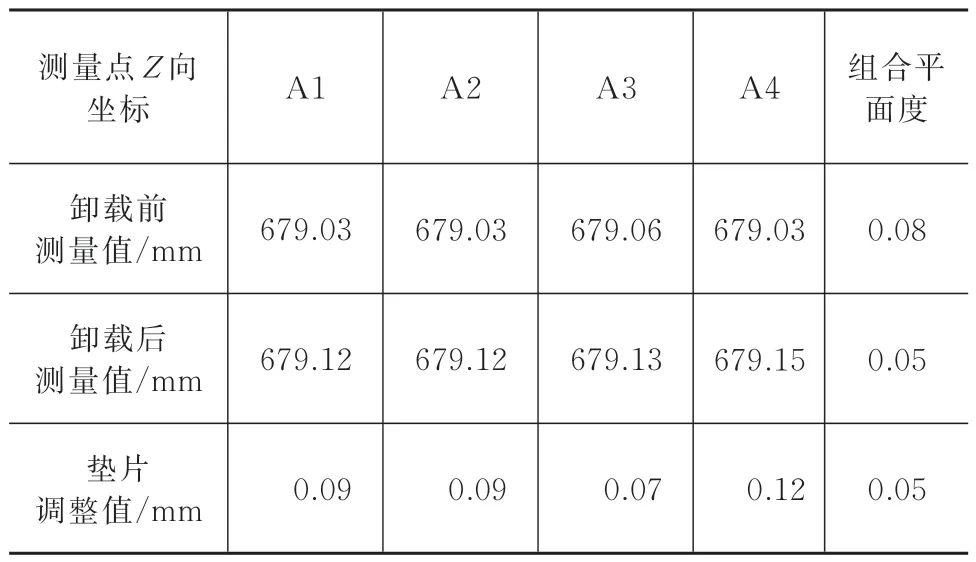
表5 装星卸载前后测量点精测数据Tab.5 Precise measurement data of the measuring points before and after loading and unloading
4 结束语
在卫星结构装配加工过程,通过模拟加载试验实测安装接口变形确定机械加工方法合理,去除星上层板因大部件二维转台安装后重力变形带来初始精度超差影响。通过受力分析,采用卸载装配完成了二维转台与卫星装配,实测卸载前后卫星接口处变形量,验证并实现了地面重力状态、卸载状态转台初始指向精度均在设计范围内。解决了二维转台与卫星装配地面重力状态、在轨零重力状态初始指向精度一致性问题。在卫星总装AIT 过程中对初始指向精度大部件载荷与卫星装配具有很高的参考、推广价值。
猜你喜欢
航空学报(2022年5期)2022-07-04
哈尔滨工业大学学报(2022年5期)2022-04-19
起重运输机械(2021年21期)2021-11-24
模具制造(2019年10期)2020-01-06
自动化与仪表(2019年2期)2019-03-06
数字通信世界(2019年1期)2019-02-14
专用汽车(2018年10期)2018-11-02
纤维复合材料(2018年3期)2018-04-25
中国铸造装备与技术(2017年3期)2017-06-21
航空材料学报(2015年6期)2015-09-12
