
7055铝合金环形模锻件热处理工艺研究
2023-08-30 05:19解豪杰岳战国王亚安杨瑞瑞许嘉平
热处理技术与装备 2023年4期
解豪杰,岳战国,王亚安,杨瑞瑞,许嘉平
(西安航空制动科技有限公司,陕西 兴平 713100)
近年来,随着国内锻造行业技术的迅速发展以及新产品的不断研发,市场对铝合金锻件产品性能的要求也在不断提高,传统2系铝合金已无法满足使用要求。7055喷射成型铝合金为7系超硬铝合金,与传统2系铝合金相比,7055铝合金的抗拉强度、屈服强度、屈强比和硬度等均有明显提升,其挤压棒材顺流线方向抗拉强度可超过660 MPa[1],具有极大的优势和应用价值。因此,7055铝合金已逐渐取代传统2系铝合金用于制造高强度铝合金金锻件,用于制造飞机上翼蒙皮、水平尾翼、货运滑轨等[2-3]。本文通过多次热处理生产试验,对7055铝合金模锻件热处理工艺方案进行研究。
1 热处理方案
1.1 淬火制度
7055铝合金属于Al-Zn-Mg-Cu系超高强铝合金,其主要成分为Al、Zn、Mg、Cu、Mn、Cr、Zr、V、Ti、B 、Fe、Si等,含有多种合金元素,且合金含量远超2系铝合金,其化学成分见表1。

表1 7055铝合金化学成分[4]Table 1 Chemical composition of 7055 aluminum alloy
7055铝合金为可热处理强化型铝合金,淬火时得到过饱和固溶体,然后在时效过程中析出第二相,从而达到强化的效果。其过饱和程度与固溶程度有关,提高固溶程度可增强过饱和程度,从而达到提升锻件力学性能的目的。经查阅资料,采用双级强制固溶处理和连续升温固溶处理技术可有效提高固溶效果,增大强化相的过饱和度,是提高7系超高强度铝合金综合性能的有效途径。
1.2 时效制度
7系铝合金时效制度有单级时效和双级时效。其中单级时效又称一级时效,7055铝合金通过一级时效可使铝合金晶内析出细小的共格或半共格弥散相,晶界间分布较为粗大的连续链状质点,虽其强度可达到最高值(T6状态),但其对应力腐蚀、剥落腐蚀极为敏感,不能适用于部分锻件的使用要求[5]。
双级时效又称二级时效,其效果是通过牺牲部分强度性能,提高锻件抗应力腐蚀性能。其相应的热处理制度包括T73、T74等。双级时效的第一级时效为低温时效,第二级为高温时效。低温时效相当于形核阶段,通过低温时效可保证材料在高温时效时均匀析出细小强化相,不会造成强化相偏析。在保证一定抗拉强度和屈服强度的基础上,提升锻件的应力腐蚀和剥落腐蚀性能。
通过上述分析可知,7055喷射成型铝合金的热处理制度应具有双级淬火+双级人工时效,属T7系列过时效热处理方案。
2 试验方法和结果
采用多批次7055铝合金材料进行热处理试验,其毛坯均为自由锻出坯后进行等温锻造生产。使用设备均为底开式铝合金淬火炉和底开式铝合金时效炉,炉温均匀性均满足Ⅱ类加热炉要求。7055铝合金锻件采用双级淬火+双级时效制度,通过参考7050、7075铝合金热处理制度及参数,制定了不同的热处理方案,具体的热处理工艺参数见表2。热处理后在锻件不同部位取样,采用万能拉力试验机进行力学性能检测。锻件取样位置如图1所示,其中1#取样位置为高向,2#取样位置为横向。
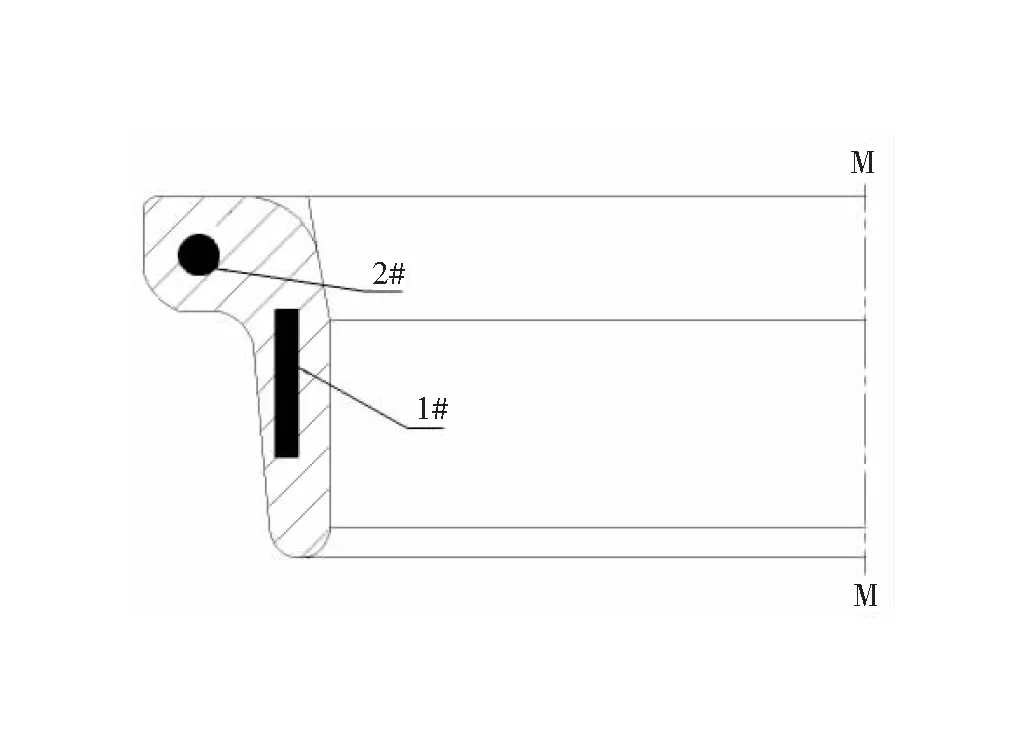
图1 锻件取样位置Fig.1 Sampling location of forgings

表2 7055铝合金锻件的热处理方案Table 2 Heat treatment scheme for 7055 aluminum alloy forgings
2.1 方案1试验结果
采用方案1热处理后,7055铝合金锻件力学性能见表3。由表3可知,锻件1#位置的抗拉强度平均值为500 MPa,屈服强度平均值为444 MP,延伸率平均值为9.3%;锻件2#位置的抗拉强度平均值为513.6 MP,屈服强度平均值为460 MP,延伸率平均值为11%。与标准GB/T 34480—2017《喷射成型锭坯锻制的铝合金锻件》中的力学性能相差较大,需对热处理工艺参数进行优化。

表3 7055铝合金锻件的力学性能(方案1)Table 3 Mechanical properties of 7055 aluminum alloy forgings by scheme 1
2.2 方案2试验结果
对方案1试验的力学性能结果进行分析,发现锻件固溶效果较差,强化效果不明显, 判断为强化相析出不足,最终导致锻件强度没有达到预期效果。为了提高锻件的强度,在方案1的基础上,方案2提高一级淬火温度、延长二级淬火保温时间和缩短二级时效保温时间,具体工艺参数见表2。
采用方案2热处理后,7055铝合金锻件力学性能见表4。
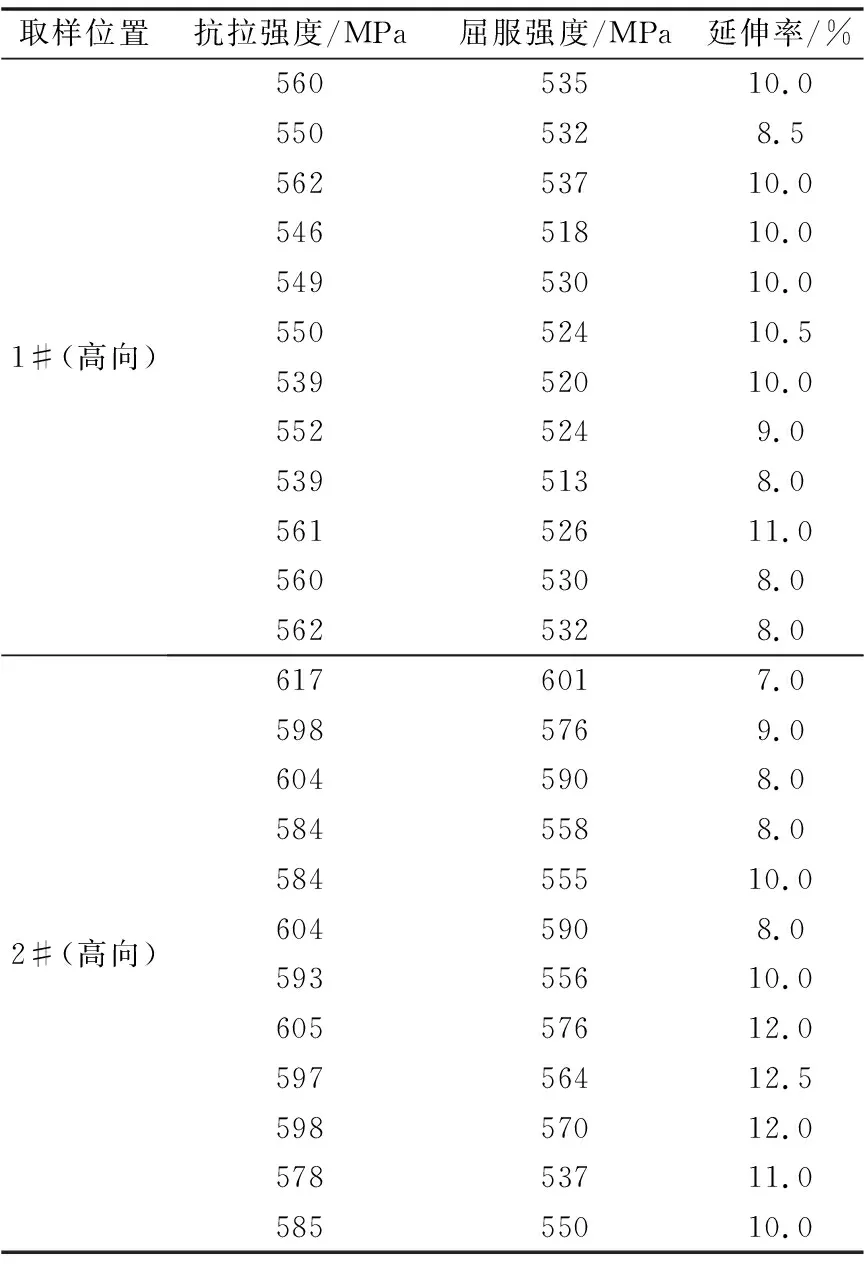
表4 7055铝合金锻件的力学性能(方案2)Table 4 Mechanical properties of 7055 aluminum alloy forgings by scheme 2
由表4可知,锻件1#位置的抗拉强度平均值为552.5 MPa、最高为562 MPa,屈服强度平均值为526.75 MPa、最高为537 MPa,延伸率平均值为9.4%、最高为11.0%;锻件2#位置的抗拉强度平均值为595.58 MPa、最高为617 MPa,屈服强度平均值为568.59 MPa、最高为601 MPa,延伸率平均值为9.79%、最高为12.5%。与方案1相比,锻件性能有明显提升,但在生产过程中发现2件试验件在热处理后出现开裂。经失效分析,该开裂现象属热处理淬火应力过大导致的延晶开裂[6]。由于方案2存在缺陷,无法用于大规模工业生产,需要对热处理工艺参数进一步改进。
2.3 方案3试验结果
采用方案2热处理后7055铝合金锻件力学性能有明显提升,但存在开裂问题。通过对锻件热处理过程进行工艺仿真,发现锻件开裂的主要原因是淬火水温过低,锻件部分位置应力集中而造成开裂。另外,锻件二级淬火温度过高,接近过热温度,也可能会造成锻件开裂。因此,在方案2的基础上,方案3降低二级淬火温度、提高淬火水温,具体工艺参数见表2。
采用方案3热处理后,7055铝合金锻件力学性能见表5。

表5 7055铝合金锻件的力学性能(方案3)Table 5 Mechanical properties of 7055 aluminum alloy forgings by scheme 3
由表5可知,锻件1#位置的抗拉强度平均值为517.12 MPa、最高为531 MPa,屈服强度平均值为482.08 MPa、最高为501 MPa,延伸率平均值为8.63%、最高为11.0%;锻件2#位置的抗拉强度平均值为564.75 MPa、最高为588 MPa,屈服强度平均值为527.25 MPa、最高为556 MPa,延伸率平均值为9.42%,最高为10.0%。与方案2相比,锻件的抗拉强度、屈服强度和延伸率均略有下降,但其生产过程中未发生开裂,满足大规模工业生产需求。
3 结论
7055铝合金环形模锻件采用双级淬火+双级时效的T73热处理制度:双级淬火450 ℃×180 min+470 ℃×200 min,60 ℃水冷;双级人工时效115 ℃×12 h+155 ℃×30 h,空冷。锻件高向的抗拉强度平均值为517.12 MPa、最高为531 MPa,屈服强度平均值为482.08 MPa、最高为501 MPa,延伸率平均值为8.63%、最高为11.0%;锻件横向的抗拉强度平均值为564.75 MPa、最高为588 MPa,屈服强度平均值为527.25 MPa、最高为556 MPa,延伸率平均值为9.42%,最高为10.0%,其力学性能优异。
猜你喜欢
一重技术(2021年5期)2022-01-18
中国金属通报(2021年18期)2021-12-27
政工学刊(2021年12期)2021-12-22
湖北农机化(2021年7期)2021-12-07
山西冶金(2019年3期)2019-09-21
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年5期)2015-12-16
