
鲐鱼鱼片水刀切割工艺研究
2023-08-22 11:04马田田肖哲非
渔业现代化 2023年4期
马田田,肖哲非,沈 建,4
(1 中国水产科学研究院渔业机械仪器研究所,上海 200092;2 国家水产品加工装备研发分中心(上海),上海 200092;3 大连工业大学海洋食品精深加工关键技术省部共建协同创新中心,辽宁 大连 116034;4 青岛海洋科学与技术试点国家实验室,山东 青岛 266237)
鲐鱼是一种小型中上层洄游性鱼类,广泛分布于中国大陆架及邻近海域,是重要的中上层经济鱼类之一,在东、黄海生态系统中具有重要地位[1-3]。鲐鱼资源丰富,2020年中国鲐鱼捕捞量达40万t[4]。鲐鱼营养价值高,鱼肉中蛋白质含量约21.4%,脂肪含量约7.4%[5]。鱼肉切割是鲐鱼加工的关键工序之一,按不同形状要求可分为段状、丁状、片装等,段状切割是市场需求的主要切割形式[6]。段状切割主要分为等间距、定间距切割和等重、定重切割两类。现有的鱼体段状切割处理中,因原材料不规则,实现自动化、智能化加工难度大[7-8]。在鱼类加工过程中,因传统机械切刀间距不可调,在对鱼体进行大距离等间距切割后,仍需人工对不同尺寸鱼片进行切割修正,在处理大量原料鱼时,工人劳动强度大,且加工的鱼片尺寸存在偏差,导致生产效率低,产品合格率低[9-11]。
水刀切割是一种以水或水加天然磨料为介质的冷切割方式,主要是将水流增压到一定程度并使水流在通径很小的喷嘴约束下形成的高速水射流对各类材料进行切割加工[12-15]。水刀切割技术正越来越广泛地应用于工业、机械制造、医学、食品等领域,而在水产品加工领域应用较少[16-19]。水刀切割在水产品加工中可切割各种鱼类等原料,不仅减少切割加工损失,提高加工产品质量,降低劳动成本,而且原料切割面光滑、形状规整,并可切出特殊形状,作为新产品造型[20-22]。基于提高鱼类切割加工效率和产品合格率,降低用工成本的目的,鱼类水刀切割工艺的研究具有一定的可行性与广大的发展前景。
本研究以冷冻鲐鱼鱼片为原料,解冻后进行二等间距水刀切割,以鱼片厚度、水刀压力、水刀作用时间为工艺参数,以切割率、鱼肉损失率、切割面感官值为指标,采用多指标综合评分法评价切割效果,通过单因素与正交试验获得适宜的水刀切割工艺参数。
1 材料与方法
1.1 材料与仪器
1.1.1 试验原料
冷冻鲐鱼鱼片,2022年7月购自浙江兴业集团,-20 ℃冷库贮存备用。
1.1.2 设备与仪器
自主研发的智能水刀切割设备,主要包括水刀切割平台、水刀控制系统与切割路径规划系统,水刀切割平台实物图见图1。天平,量程300 g,精度±0.01 g;游标卡尺,量程150 mm,精度±0.01 mm。

图1 水刀切割平台实物图
1.2 试验方法
1.2.1 鲐鱼鱼片水刀切割工艺
取不同厚度的冷冻鲐鱼鱼片适量,采用流水方式进行解冻,水温为10±1 ℃,以鱼体中心温度达到0 ℃作为解冻完全标志[23]。解冻后的鲐鱼,沥去表面水分,置于切割平台上进行二等间距切割,通过水刀控制系统和切割路径控制系统设置设备参数,固定喷嘴与鱼片上表面的垂直距离为5 mm。以鱼片厚度、水刀压力和水刀作用时间为单因素,以鱼肉损失率、切割率、切割面感官评分为评价指标,采用多指标综合评分法评价切割效果,通过单因素和正交试验得出适宜的鲐鱼鱼片切割工艺参数。
1.2.2 单因素试验
鱼片厚度单因素试验:水刀压力为30 MPa,水刀作用时间为1.5 s,选取鱼片厚度为10、12、14、16和18 mm进行单因素试验,考察鱼片厚度对切割效果的影响。
水刀压力单因素试验:鱼片厚度为14 mm,水刀作用时间为1.5 s,选取水刀压力为10、20、30、40和50 MPa进行单因素试验,考察水刀压力对切割效果的影响。
水刀作用时间单因素试验:鱼片厚度为14 mm,水刀压力为30 MPa,选取水刀作用时间为0.5、1.0、1.5、2.0和2.5 s进行单因素试验,考察水刀作用时间对切割效果的影响。
1.2.3 正交试验
根据单因素试验结果,开展正交试验,并进行多指标综合评分[24],因素水平见表1。
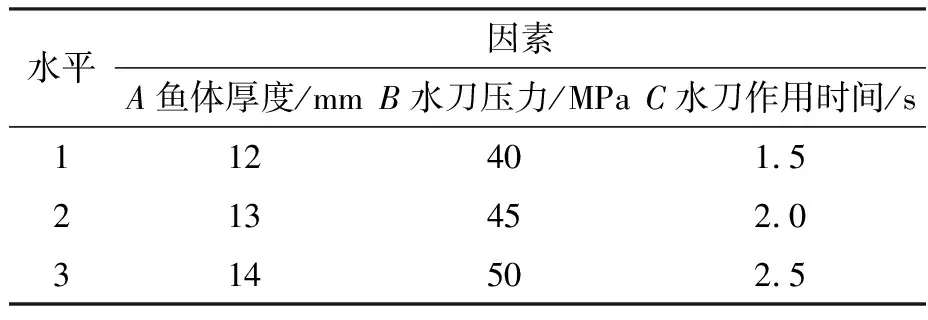
表1 正交试验因素水平表
基于高效低损的切割目标,评分时切割率、鱼肉损失率、切割面感官值分别为70、15、15分,切割率越大,鱼肉损失率越小,切割面感官值越大,鱼片切割效果越好,因此,进行多指标综合评分时,总分=(切割率/最大切割率)×70+(最小鱼肉损失率/鱼肉损失率)×15+(切割面感官值/最大切割面感官值)×15。
1.3 试验评价指标
鲐鱼鱼片在切割加工试验过程中要求切割率高,鱼肉损失率低,切割面光滑平整。为了评价鱼片切割效果,定义切割率为:
Z=(Z2/Z1)×100%
(1)
式中:Z1为规划的鱼片切割路径距离,mm;Z2为实际鱼片切割距离,mm。
定义鱼肉损失率为:
M=(M2/M1)×100%
(2)
式中:M1为鱼片切割前鱼肉质量,g;M2为鱼片经切割机加工后损失的鱼肉质量,g。
鱼片切割面感官值:参考张帆等[25],采用感官评分法对鱼片切割面进行评定,评定小组由5人经感官检验训练的食品专业人士组成,感官评分得分为平均值,以10分计。鱼片切割面感官评定标准见表2。

表2 切割面感官评分标准
1.4 数据处理
重复试验3次,取平均值,采用Excel 2016进行数据分析与作图。
2 结果与分析
2.1 单因素试验
2.1.1 鱼片厚度对切割率、鱼肉损失率、切割面感官值的影响
由图2可知,随着鱼片厚度的增加,切割率、切割面感官值整体呈现下降趋势,鱼肉损失率呈现先下降后上升的趋势。

图2 鱼片厚度对切割率、鱼肉损失率、切割面感官值的影响
鱼片厚度在10~14 mm,切割率与切割面感官值呈缓慢下降趋势;鱼片厚度在14~18 mm,切割率与切割面感官值呈迅速下降趋势;基于较高的切割率与切割面感官值考虑,较适宜的鱼片厚度为10~14 mm。鱼片厚度在10~14 mm,鱼肉损失率呈下降趋势;鱼片厚度在14~18 mm,鱼肉损失率呈上升趋势;基于较低的鱼肉损失率考虑,较适宜的鱼片厚度为12~16 mm。在水刀压力和水刀作用时间固定的情况下,随着鱼片厚度的增加,水刀切入鱼片的阻力逐渐增大,切割速度逐渐减小,切割面逐渐不平整,切割率和切割面感官值整体呈下降趋势;随着鱼片厚度增加,由于部分鱼肉未被切断,鱼肉损失下降,当鱼片厚度增加到一定程度,由于切割面组织破坏严重,鱼肉逐渐脱落,导致鱼肉损失上升[26-27]。综上,基于较高切割率与切割面感官值、较低鱼肉损失率考虑,较适宜的鱼片厚度为12~14 mm。
2.1.2 水刀压力对切割率、鱼肉损失率、切割面感官值的影响
由图3可知,随着水刀压力的增加,切割率整体呈现上升趋势,鱼肉损失率整体呈现下降趋势,切割面感官值呈现先上升后下降趋势。水刀压力在10~30 MPa,切割率呈迅速上升趋势。水刀压力在30~50 MPa,切割率呈缓慢上升趋势。基于较高的切割率考虑,较适宜的水刀压力为30~50 MPa。水刀压力在10~40 MPa,鱼肉损失率呈现迅速下降趋势,切割面感官值呈迅速上升趋势;水刀压力在40~50 MPa,鱼肉损失率呈现缓慢下降趋势,切割面感官值呈迅速下降趋势。基于较低的鱼肉损失率,较适宜的水刀压力为40~50 MPa;基于较高的切割面感官值考虑,较适宜的水刀压力为30~50 MPa。在鱼片厚度与水刀作用时间固定的情况下,随着水刀压力的增加,水刀切入鱼片的作用力增大,鱼肉损伤由脱落严重逐渐到无明显损伤;当水刀压力增加到一定程度后,切割面感官值下降,根据试验结果分析可能是由于作用力增大导致切割面存在变形情况,平整度下降[28-29]。综上,基于较高切割率与切割面感官值、较低鱼肉损失率考虑,较适宜的水刀压力为40~50 MPa。

图3 水刀压力对切割率、鱼肉损失率、切割面感官值的影响
2.1.3 水刀作用时间对切割率、鱼肉损失率、切割面感官值的影响
由图4可知,随着水刀作用时间的增加,切割率整体呈现上升趋势,鱼肉损失率整体呈现下降趋势,切割面感官值呈现先上升后下降趋势。
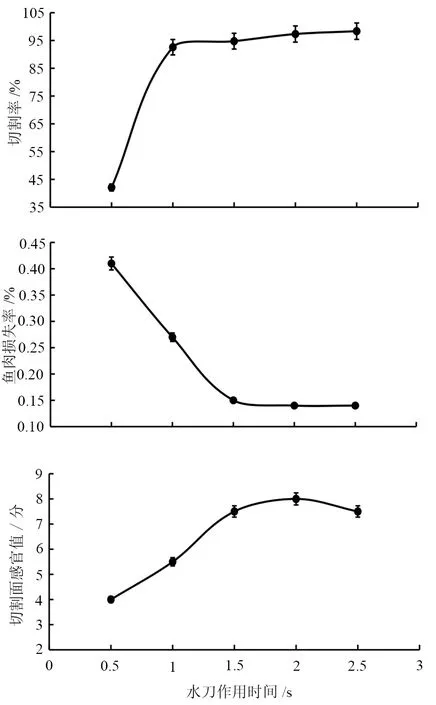
图4 水刀压力对切割率、鱼肉损失率、切割面感官值的影响
水刀作用时间在0.5~1.0 s,切割率呈现迅速上升趋势;水刀作用时间在1.0~2.5 s,切割率呈现缓慢上升趋势;基于较高的切割率考虑,较适宜的水刀作用时间为1.0~2.5 s。水刀作用时间在0.5~1.5 s,鱼肉损失率呈现迅速下降趋势;水刀作用时间在1.5~2.5 s,鱼肉损失率呈现缓慢下降趋势;基于较低鱼肉损失率考虑,较适宜的水刀作用时间为1.5~2.5 s。水刀作用时间在0.5~2.0 s,切割面感官值呈现迅速上升趋势;水刀作用时间在2.0~2.5 s,切割面感官值呈现缓慢下降趋势;基于较高的切割面感官值考虑,较适宜的水刀作用时间为1.5~2.5 s。在鱼片厚度与水刀压力固定的情况下,随着水刀作用时间的增加,较难切割部分的鱼肉经长时间作用而被切断,切割面鱼肉缺损越来越少,导致切割率增加,鱼肉损失率下降;随着水刀作用时间的增加,切割面感官值增加主要是由于切割面鱼肉缺损减少,当作用时间增加到一定程度,可能由于反复切割,切割面存在变形,平整度下降,切割面感官值下降[30-31]。综上,基于较高切割率与切割面感官值,较低鱼肉损失率考虑,较适宜的水刀作用时间为1.5~2.5 s。
2.2 正交试验
基于单因素试验结果,以鱼片厚度(A)、水刀压力(B)、水刀作用时间(C)为正交试验因素,采用标准L9(33) 正交试验设计进行工艺优化,正交试验结果见表3。

表3 正交试验结果与分析
由表3正交试验结果极差分析可得,3个因素对鲐鱼鱼片切割效果的影响顺序为B>C>A,即水刀压力>水刀作用时间>鱼片厚度,与耿鹏飞[32]关于高压水射流切割工艺参数研究结果一致,水刀压力对切割效果起到决定作用。极差分析最优组合为A2B3C2,最佳工艺条件为鱼片厚度13 mm,水刀压力50 MPa,水刀作用时间2.0 s。
表3正交试验结果中最优组合为A3B3C2,极差分析中最优组合为A2B3C2。极差分析所得最优组合并不在正交试验9组试验中,因此在A2B3C2(鱼片厚度13 mm,水刀压力50 MPa,水刀作用时间2.0 s)条件下进行3次验证试验,结果见表4,实物见图11。A2B3C2条件下测得切割率为99.8%,鱼肉损失率为0.133%,鲐鱼鱼片切割面感官值为8.5分,综合评分为99.5分。组合A2B3C2的总分高于组合A3B3C2,即优化后最优水平组合为A2B3C2,最佳工艺参数为鱼片厚度13 mm,水刀压力50 MPa,水刀作用时间2.0 s。

表4 验证试验结果

图11 验证试验结果实物图
由表5正交试验结果方差分析可得,水刀压力对鲐鱼鱼片切割效果影响显著(P<0.05),而鱼片厚度和水刀作用时间影响不显著。

表5 正交试验结果方差分析
3 结论
以冷冻鲐鱼鱼片为原料,确定了鲐鱼鱼片水刀切割最佳工艺,即鱼片厚度13 mm,水刀压力50 MPa,水刀作用时间2.0 s,在该工艺参数下切割的鲐鱼鱼片切割率99.8%,切割面感官值8.5分,鱼肉损失率0.133 %,切割效果综合评分为99.5分。本研究内容对鲐鱼鱼片水刀切割工艺下切割面感官、切割率与鱼肉损失率进行了初步研究,下一步有待对鲐鱼及其他鱼种的定间距、定重等水刀切割工艺进行研究,为优化鱼体水刀切割数据库,提高水刀切割设备精准性、稳定性、通用性提供依据,从而提高鱼类切割加工效率和产品合格率,降低用工成本,实现鱼类切割加工的自动化、智能化、绿色化。
猜你喜欢
今日农业(2021年1期)2021-11-26
应用数学(2020年2期)2020-06-24
中老年健康(2016年11期)2017-02-05
海外星云(2016年19期)2016-10-24
中国蜂业(2016年3期)2016-09-06
三联生活周刊(2015年51期)2015-12-17
伴侣(2015年10期)2015-09-10
餐饮世界(2015年1期)2015-05-04
食品工业科技(2014年9期)2014-03-11
食品科学(2013年19期)2013-03-11
