
激光表面重熔对退火70Mn态钢拉伸性能的影响
2023-08-18 06:37张有为龙日升张义民孙伏文
机械设计与制造 2023年8期
张有为,龙日升,张义民,孙伏文
(沈阳化工大学装备可靠性研究所,辽宁沈阳 110142)
1 引言
随着科技的快速发展,机械装备尤其是工程机械对材料性能的要求越来越高。文献[1]认为工件表面首先被破坏是导致其失效的一个重要原因,若仅采用单种高性能材料制成零部件,会增加制造成本。因此,利用表面改性技术来提高工件的表面性能一直都是学术与产业界的研究热点。激光表面重熔(Laser Surface Remelting,LSR)可以在不添加任何金属元素的情况下,使用激光束将金属表面局部熔化后又快速冷却来达到改变材料表面特性(包括机械性能、接触疲劳性能、热疲劳性能和耐磨性能等)的目的[2~3]。文献[4]运用LSR技术强化了蠕墨铸铁气门座表面,并分析激光表面重熔后蠕墨铸铁气门座重熔区的显微组织、硬度分布、宏观形貌以及重熔层是否存在裂纹。文献[5]使用千瓦级Nd:YAG脉冲激光器对HT200表面进行强化,分析了熔池形貌、表面粗糙度、显微硬度及结构,得出了最佳工艺参数。文献[6]采用激光表面重熔技术对H13钢表面进行了处理,研究了功率密度对重熔区大小的影响。文献[7]研究了网格型仿生重熔图样的单元间距对拉伸性能的影响,发现重熔区组织变化是提高网格试件显微硬度、抗拉强度和屈服强度的主要原因。文献[8]研究了激光重熔处理对活塞铝合金组织与性能的影响。与重熔前相比,活塞铝合金的拉伸强度由263MPa 提高到344MPa,提高了31%。经过时效处理后,其拉伸强度更由263MPa 提高到387MPa,提高了47%。
70Mn钢主要用于制造耐磨、载荷较大的机械零件,如弹簧、离合器盘、锁紧圈、石油钻机上的滚动轴承以及要求耐大冲击负荷的轴承及其滚动体等[9]。国内外关于70Mn 钢激光表面重熔对其拉伸性能影响的研究尚未见报道。这里指在通过研究不同重熔图样对退火态70Mn 钢拉伸性能的影响,为后续热处理后激光表面重熔试件的拉伸强度与摩擦磨损性能研究提供对比和参考。
2 试验材料与方法
2.1 试验材料
试验选用2mm厚的退火态70Mn钢板(采购自上海宝钢),硬度约为80 HRB。通过激光切割的方式加工成的薄板条状拉伸试件,如图1所示。70Mn钢的化学成分,如表1所示。

表1 70Mn钢的化学组分Tab.1 Chemical Compositions of 70Mn Steel

图1 70Mn钢拉伸试件尺寸图Fig.1 Dimensions of the Tensile Sample of 70Mn Steel
2.2 试验方法
试件分为4组,每组3个试件,因此共计13个试件(含一个电镜试件)。试件的加工过程如下:使用砂纸打磨待加工表面,然后放入无水乙醇与丙酮溶液混合液中,使用超声波清洗机清洗10min;接着使用固体脉冲激光器(WFD2500,煜宸激光),在激光功率400W,扫描速度15m/s,光斑直径0.5 mm,以及氩气保护条件下,得到不同重熔图样(“条纹型”、“网格型”和“混合型”)试件,如图2所示。另外引入未加工的光滑试件记为“光滑型”作为对照。用金相切割机沿垂直于激光扫描运动方向,切下(10×15×2)mm含重熔区的块。在镶嵌后,将试件块在金相抛光机上由粗到细依次打磨(从400 目到2000 目),再用金刚石研磨膏(5μm、2.5μm、0.5μm)和灰色呢料进行抛光。抛光后的试件块放入4%的硝酸−无水乙醇溶液中腐蚀(4~5)s,然后用无水乙醇冲洗,吹干后利用三维非接触式形貌仪(VK−1050,KEYENCE)对试件的重熔区进行表征。试样的拉伸试验采用日本进口的伺服液压疲劳试验机(EV200K2−040−1A,SHIMADZU)来进行试验。试件断口采用场发射扫描电镜(MIRA3,TESCAN)进行表征。
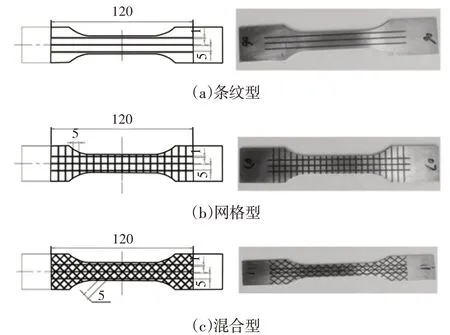
图2 70Mn钢重熔图样示意图Fig.2 Sketch of the Remelted Patterns of 70Mn Steel
3 结果与讨论
3.1 拉伸试验结果
不同试件的抗拉强度、屈服强度与拉伸率的结果,如表2所示。与“光滑型”试件相比,“条纹型”和“混合型”重熔试件的抗拉强度几乎没有变化,如图3所示。而“网格型”试件的抗拉强度降低了8.4%。所有试件的屈服强度基本没有发生变化。同样地,与“光滑型”试件相比,“条纹型”试件的伸长率数值上几乎没有变化,“网格型”试件的伸长率降低了16.96%,“混合型”试件的伸长率降低了9.11%。
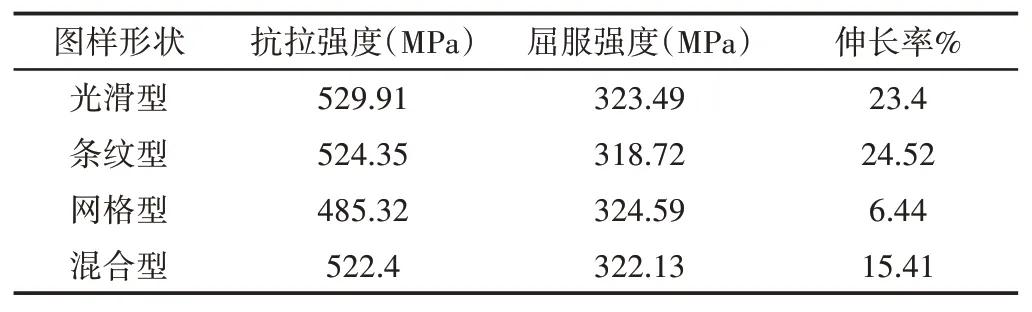
表2 不同重熔图样的拉伸性能Tab.2 Tensile Properties of Different Remelted Patterns
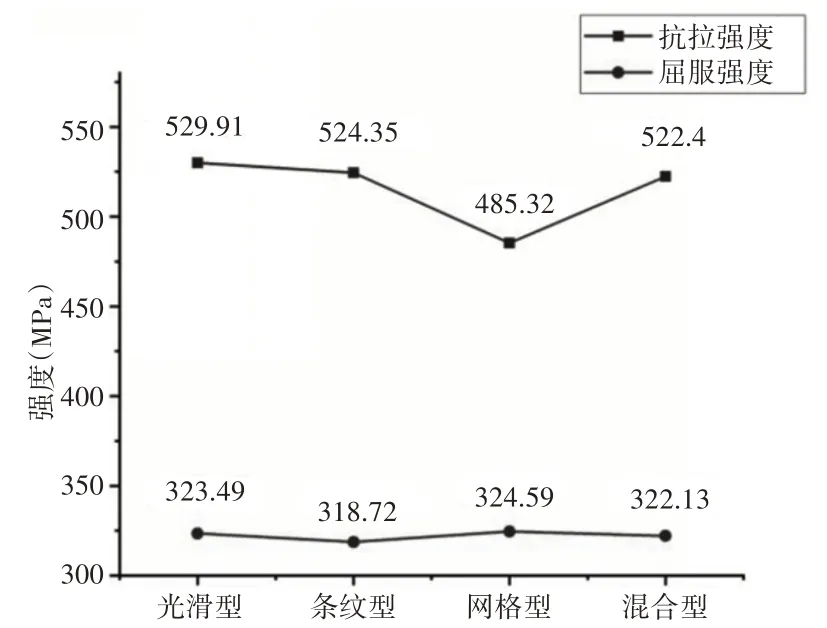
图3 试件的抗拉强度、屈服强度与重熔图样对比图Fig.3 Comparison of Tensile Strength and Yield Strength of Different Remelted Patterns

图4 试件伸长率与重熔图样形状对照图Fig.4 Comparison of Elongation of Different Remelted Patterns
3.2 重熔区显微组织
如图5(a)所示,典型重熔区的断面为半圆形,边界清晰,且从上到下可分成表面熔化区、热影响区和基体三部分。基体的金相图,如图5(d)所示。作为一种退火态高碳钢,70Mn试件基材的微观组织主要由铁素体和球状渗碳体组成[10]。由于激光加工时作用区域小,能量密度很大而且冷却速率快,表面熔化区的组织由珠光体转变成细小马氏体,如图5(b)所示。而热影响区的显微组织为珠光体和马氏体,如图5(c)所示。
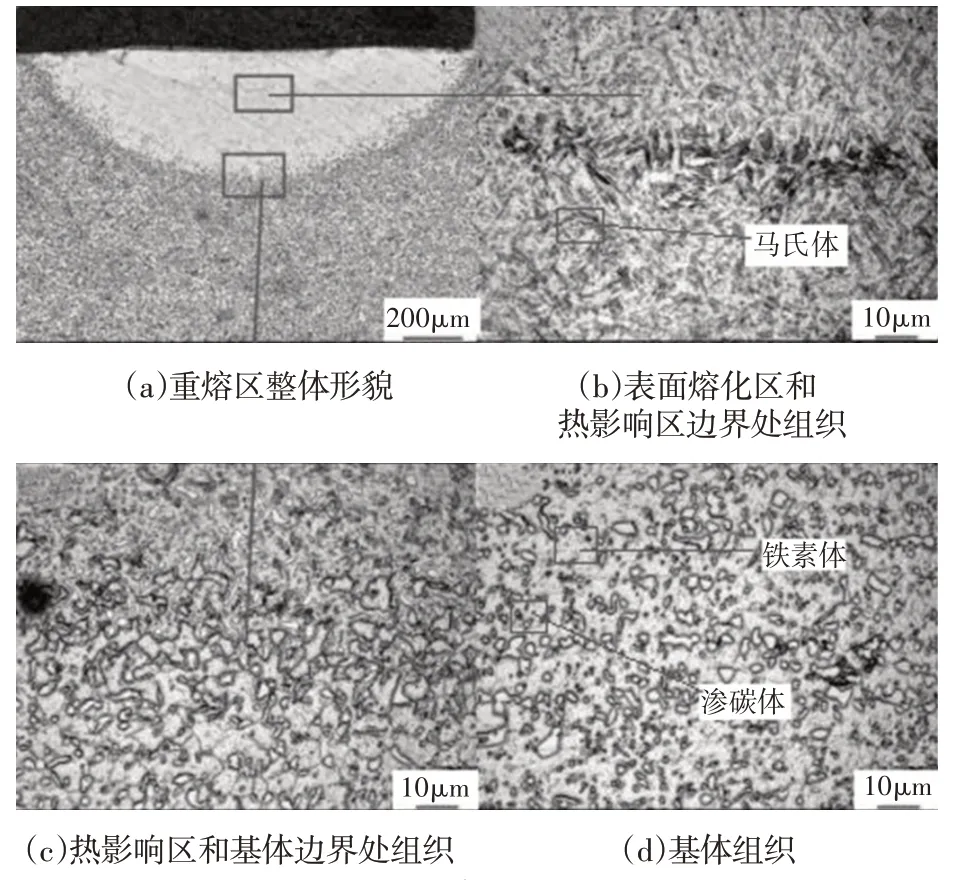
图5 重熔区金相图Fig.5 Metallographic Diagram of Laser Remelting Region
3.3 试件断口位置
如图6所示,试件断口基本出现在正中央位置,其中“光滑”和“条纹型”试件断口在试件中央附近处随机出现,而“网格型”试件断口沿着试件中心附近的横向条纹断裂。“混合型”试件断口出现在试件中心附近的斜条纹与试件两端边缘交点的连线处。总的来说,断口相对来说比较笔直,断面比较平整。

图6 不同重熔图样的试件断裂图片Fig.6 Fracture Images of Samples with Difference Remelted Patterns
3.4 断口形貌
“光滑型”试件(基材)断口,如图7所示。断口类型为韧窝断口,发生韧性断裂。与图5(a)所示重熔区相对应,激光重熔后的试件断口典型形貌,如图8所示。表面熔化区、热影响区和基体三部分的断裂类型分别为沿晶断裂、穿晶断口和韧性断裂。具体来看,表面熔化区的断口可见阶梯平台,为脆断裂;热影响区的断口大部分都是穿晶断口,但可见少量韧窝,属于混合型断裂,如图9所示。“网格型”试件的断裂位置在试件中间附近的重熔线上,如图10所示。沿着激光路线的断口类型为舌状解理断口。

图7 未重熔试件断口形貌Fig.7 Fracture Morphology of the Smooth Sample

图8 典型重熔区处断口形貌Fig.8 Fracture Morphology of the Typical Remelting Region

图9 热影响区处断口形貌Fig.9 Fracture Morphology of the Heat−Affected Region

图10 “网格型”横向条纹处断口形貌Fig.10 Fracture Morphology of the Transverse Stripe of the“Grid”Pattern
3.5 断裂机理分析
整体来看,激光表面重熔虽然改变了试件重熔区的金相组织,得到了较多硬度较高呈细小板条状的马氏体,但对于整个试件的抗拉强度没有提升甚至还产生削弱。具体来说,对于“条纹型”试件,虽然激光重熔增加了试件重熔部分的硬度,但是由于重熔区占比较小,对整个试件的抗拉强度和伸长率几乎无影响。激光表面重熔削弱了“网格型”试件的抗拉强度,降低了拉伸率,这是因为虽然重熔部分体积多于“条纹型”试件,但是由于巨大的硬度差异,激光表面重熔区对于整个试件相当于缺陷。在拉伸过程中,重熔区与基体被撕裂,而马氏体的产生进一步降低了其塑性,进而导致其拉伸强度和伸长率变低。对于“混合型”试件,虽然重熔部分体积大于“条纹型”,但断口由于未沿着斜条纹断裂,而是出现在试件中心附近的斜条纹与试件两个侧面交点的连线处,试件在被拉伸时,重熔位置发生混合断裂,降低了其整体塑性,且被拉断重熔部分的体积少于“网格型”,因此其拉伸率介于“条形”和“网格型”之间。对于抗拉强度,“混合型”虽然重熔区体积占比高于条纹型,但是在加工时竖条纹与试件的侧面和斜条纹相交,导致试件出现缺陷。由于产生缺陷的面积小于“网格型”试件,而且处于断裂处的重熔部分体积小于“网格型”试件,所以重熔对试件抗拉强度的增强与缺陷对试件的削弱相互抵消,此时试件抗拉强度在数值上与“光滑”型试件基本相等。此外,由于所有试件的重熔部分占比较少,试件以塑性变形为主,所以未对其屈服强度产生较大影响。
4 结论
(1)激光重熔单元由表面熔化区和热影响区组成。表面熔化区的金相组织为细化的马氏体,热影响区的金相组织为马氏体和珠光体。(2)“条纹型”和“混合型”图样对试件的抗拉强度影响不大。“网格型”试件相比于光滑试件的抗拉强度降低了8.4%。“条纹型”对试件伸长率几乎没有影响,“网格型”图样的伸长率降低了16.96%。“混合型”图样对伸长率的影响低于“网格型”图样,但高于“条纹型”图样,其伸长率降低了9.11%。试件的屈服强度未发生明显改变。(3)退火态70Mn试件基材试件的断口类型为韧窝断口,表面融化区的断口类型为沿晶断口,热影响区断口类型为以穿晶断口为主的混合断口。
猜你喜欢
山东化工(2017年5期)2017-09-16
理化检验(物理分册)(2017年5期)2017-06-01
上海金属(2016年1期)2016-11-23
钢管(2016年4期)2016-11-10
项目管理技术(2016年6期)2016-05-17
焊管(2015年4期)2015-12-19
山东冶金(2015年5期)2015-12-10
上海金属(2015年5期)2015-11-29
上海金属(2014年4期)2014-12-15
技术与教育(2014年2期)2014-04-18
