
吡啶类离子液体催化乙酸冰片酯合成的工艺研究
2023-08-05 08:01刘永谦谢梓杰钟洋均刘付伟清王涛广东省妇幼保健院药学部广东广州544广州中医药大学中药学院广东广州50006广东省妇幼保健院妇科广东广州544
中药新药与临床药理 2023年7期
刘永谦,谢梓杰,钟洋均,刘付伟清,王涛(. 广东省妇幼保健院药学部,广东 广州 544;. 广州中医药大学中药学院,广东 广州 50006;. 广东省妇幼保健院妇科,广东 广州 544)
乙酸冰片酯是一种广泛存在于姜科植物阳春砂(Amomum villosumLour.)、樟科植物肉桂(Cinnamomum cassiaPresl)和菊科植物野菊花(Chrysanthemum indicumL.)挥发油中的单萜类成分,为散发松木香气的无色液体或白色结晶固体。由于安全性高,乙酸冰片酯作为一种重要的化工原料、有机合成中间体,广泛应用于日化、食品、化妆品等领域。近年来,乙酸冰片酯作为多种传统中药的有效成分,潜在的药理学研究价值逐渐被挖掘且多种的药理活性被明确,其具有保胎、镇痛、抗炎、抑制肠平滑肌痉挛等作用,尤以保胎、抗炎、镇痛作用较为突出[1-3]。
乙酸冰片酯来源主要包括两种方法:其一,从含有该成分的姜科、樟科等植物香精油中分离得到;其二,采用合理的原料(如莰烯与醋酸、冰片与乙酸酐等)催化合成制备。冰片与乙酸酐的成酯合成,常以传统生产工艺方式,即浓硫酸作催化剂加热条件下实施反应,往往给工业生产带来一些不可避免的问题,如对设备腐蚀性大、副反应多、后处理烦琐、环境污染等。新型酯化催化剂的研发是一个重要的热点和发展趋势。沸石分子筛、路易斯酸[4]、固体超强酸[5]、强酸性阳离子交换树脂[6]等新型催化剂在各种酯化反应中不乏有成功的先例,但由于制备复杂、不易回收催化剂且催化效果不稳定,后处理需要使用大量有机溶剂会带来严重的环境污染,因此,实际生产上均未得到广泛应用。离子液体作为新型绿色催化剂,拥有稳定、低毒、结构可设计、高效、环保等优点[7-10],且离子液体在酯化反应中应用的可行性已被不少的实验所证实[11-15]。但离子液体用于催化乙酸冰片酯的合成及其工艺研究未见报道。
响应面法是一种高效、便捷的统计手段,它能够在有限的实验数据的条件下,建立较为准确的数学模型,通过模型进行寻优计算,找到最佳实验变量组合及最优响应值[16],相对于正交设计而言,响应面法具有更高的精确度[17]。目前,响应面法在优化提取工艺中已经很普及,但很少在合成工艺上应用[18]。本研究以离子液体为催化剂,应用响应面法,探讨离子液体制备乙酸冰片酯的最佳的合成工艺,为推动乙酸冰片酯合成工艺的绿色发展提供参考。
1 试剂与仪器
1.1 试剂天然冰片(吉林市林料天然冰片厂,纯度>95%);其余试剂均为分析纯。
1.2 仪器AUY120 万分之一分析天平(日本岛津公司);DF-1 型集热式磁力搅拌器(江苏省金坛市荣华仪器制造有限公司);DHG-9070A 电热恒温鼓风干燥箱(上海精宏实验设备有限公司);RE-52A 旋转蒸发仪(上海亚荣生化仪器厂);DLSB-10/20 低温冷却液循环泵(巩义市予华仪器有限责任公司);AVANCE ⅢHD400 核磁共振波谱仪(瑞士Bruker 公司);Thermo Scientific Nicolet iS5 FT-IR 光谱仪(美国Thermo fisher 公司)。
2 方法与结果
2.1 吡啶类离子液体的制备采用两步法制备离子液体[19],第一步由吡啶与二卤代烷进行亲核反应合成季铵的卤化物盐,第二步将卤负离子与硫酸中的硫酸氢根负离子通过复分解而制得。离子液体合成路线如图1。

图1 吡啶类离子液体合成路线Figure 1 Synthetic routes of pyridine type ionic liquid
2.1.11-吡啶(2-溴乙)基溴化盐的制备 在4 口烧瓶中加入5.20 mL(64 mmol)吡啶及15 mL 乙腈,用滴液漏斗滴入1,2-二溴乙烷2.76 mL(32 mmol),在80 ℃下搅拌回流4 h。停止反应后,抽滤,将固体用5 mL 丙酮洗涤2~3 次后,置于75 ℃的干燥箱内干燥3 h,得到白色粉末状固体1-吡啶(2-溴乙)基溴化盐。
2.1.21-吡啶(2-溴乙)基硫酸氢盐的制备 取中间体1-吡啶(2-溴乙)基溴化盐3.78 g(14.8 mmol),溶于20 mL 二氯甲烷中,缓慢滴加浓硫酸1.07 mL(0.02 mol),随后搅拌回流反应5~6 h。反应结束后冷却至室温,用10 mL 乙酸乙酯洗涤2 ~3 次,分液可得黄色黏稠状液体。将其置于干燥箱中于75 ℃干燥12 h 后,得到橙色油状的吡啶类离子液体。1H NMR(400 MHz,DMSO-d6)δ:9.07(d,J= 5.76 Hz,2H,pyridine-H),8.58(t,J= 7.80,7.80 Hz,1H,pyridine-H),8.11(t,J= 7.36,6.84 Hz,2H,pyridine-H),4.67(s,-CH2-Br,2H),1.97(s,-CH2-N+,2H)ppm。
2.2 乙酸冰片酯的合成以冰片和乙酸酐为原料合成乙酸冰片酯,具体合成路线见图2。

图2 乙酸冰片酯的合成路线Figure 2 Synthetic route of bornyl acetate
在100 mL 圆底烧瓶中,加入一定比例的冰片、乙酸酐、吡啶类离子液体和20 mL 环己烷,搅拌回流一定时间。以石油醚-乙酸乙酯(10∶1)为展开剂,TLC 薄层展开,喷以5%香草醛浓硫酸显色检测反应进行程度。停止反应后,将反应混合溶液倒入分液漏斗,用蒸馏水(25 mL × 3)洗涤有机层。有机层经适量无水MgSO4干燥后,以石油醚-乙酸乙酯(40∶1)为洗脱剂柱层析分离,减压脱除洗脱剂后,即得乙酸冰片酯。IR(KBr)ν:2 955(C-H),1 739(C=O),1 562,1 245,1 033 cm-1;1H NMR(400 MHz,CDCl3)δ:4.82(m,1H),2.29(m,1H),2.00(s,3H),1.85-1.92(m,1H),1.60-1.73(m,3H),1.15-1.29(m,2H),0.85(d,J= 2.68 Hz,3H),0.82(s,3H),0.78(d,J= 2.80 Hz,3H)ppm;13C NMR(100 MHz,CDCl3)δ:171.4(C=O),79.9(C-O),48.7,47.8,44.9,36.8,28.1,27.1,21.3,19.7,18.9,13.5 ppm。
2.3 单因素试验
2.3.1 反应物投料比对收率的影响 冰片的投料量为1.54 g(10 mmol),离子液体用量为冰片质量的5%,反应时间为6 h,改变乙酸酐的投料量,冰片与乙酸酐投料的摩尔比依次为1∶1.0,1∶1.5,1∶2.0,1∶3.0,1∶4.0,照“2.2”项下操作,研究不同反应物投料比对乙酸冰片酯收率的影响。结果如图3 所示。随着乙酸酐用量的增加,乙酸冰片酯的收率先增加后减少,当冰片∶乙酸酐=1∶3 时,得到乙酸冰片酯的收率最高,为71.73%。因此,试验中两反应物最佳投料比取1∶3。

图3 不同反应物投料比对乙酸冰片酯收率的影响Figure 3 Effect of different reactants molar ratio on the yield of bornyl acetate
2.3.2 反应时间对收率的影响 固定反应物投料比:冰片∶乙酸酐=1∶2,离子液体用量为冰片质量的5%,改变反应时间(6、8、10、12、14 h),照“2.2”项下操作,研究不同反应时间对乙酸冰片酯收率的影响。结果如图4 所示。随着反应时间的延长,乙酸冰片酯的收率整体呈上升趋势。但随着反应时间的持续延长,收率增加缓慢,综合考虑延长反应时间对生产工艺中的能源消耗,确定最佳的反应时间为12 h。

图4 不同反应时间对乙酸冰片酯收率的影响Figure 4 Effect of reaction time on the yield of bornyl acetate
2.3.3 催化剂用量对收率的影响 固定反应物投料质量比:冰片∶乙酸酐=1∶2,反应时间为6 h,改变离子液体催化剂用量(离子液体用量为冰片质量的2.5%,5%,7.5%,10%,12.5%),照“2.2”项下操作,研究不同催化剂用量对乙酸冰片酯收率的影响。结果如图5 所示。随着离子液体催化剂用量的增加,乙酸冰片酯的收率先增加后减少,当催化剂用量为冰片质量的10%时,得到乙酸冰片酯的收率最高,为69.08%,该催化剂用量为最佳用量,且整个过程中吡啶类离子液体表现出较高的催化活性。

图5 催化剂用量对乙酸冰片酯收率的影响Figure 5 Influence curve of catalyst amount on yield of bornyl acetate
2.4 响应面试验优化
2.4.1 响应面试验设计 基于单因素试验结果,以反应物投料质量比(A)、反应时间(B)、催化剂用量(C)为自变量,以乙酸冰片酯的收率(Y)为响应值,运用Design-Expert 12 中的Box-Behnken 设计出3 因素3 水平的响应面试验,研究各个因素对乙酸冰片酯收率的影响以及各因素之间的相互作用。响应面试验因素水平见表1,响应面试验设计方案及结果见表2。

表1 响应面试验因素水平Table 1 Factor levels in the response surface experiment

表2 乙酸冰片酯合成工艺响应面试验设计结果Table 2 Design results of response surface test for synthesis process of bornyl acetate
2.4.2 合成因素拟合 运用Design-Expert 12 对各因素进行回归拟合,得到乙酸冰片酯收率(Y)与反应物投料质量比(A)、反应时间(B)、催化剂用量(C)的二次多项式回归模型:Y=85.05+1.74A+1.86B-0.105 0C-2.11AB-0.835 0AC+0.460 0BC-2.86A2-3.81B2-5.99C2。回归方程的方差分析见表3。

表3 乙酸冰片酯合成工艺的响应面模型方差分析Table 3 Variance analysis of response surface model for synthesis process of bornyl acetate
结果显示,回归方程两决定系数(R2,PreR2)>0.80,可以较好反映模型的变化[20]。试验模型P<0.000 1,表明模型拟合显著;失拟项为0.156 1(P>0.05),差异无显著性,说明3 个因素与收率之间的模拟关系是可行的,响应面模型的可靠度高。R2= 0.990 8,表明乙酸冰片酯收率的实验值与模型对收率的预测值之间的一致性高,误差较小,可以应用该回归方程模拟代替实验真实点,对实验结果进行数据分析。另外,一次项A、B 及二次项A2、B2和C2对乙酸冰片酯收率的影响显著,交互项AB 对收率的影响显著,AC 对收率的影响显著。从F值来看,各因素对乙酸冰片酯收率的影响顺序为:B(反应时间)>A(反应物投料比)>C(催化剂用量)。
2.4.3交互因素分析 交互因素对乙酸冰片酯合成收率影响的响应面图和等高线图见图6 ~图8。

图6 反应物投料比(A)与反应时间(B)的等高线和响应面图Figure 6 Response surface and contour diagram of reactant feed ratio(A)and reaction time(B)

图7 反应物投料比(A)与催化剂用量(C)的等高线和响应面图Figure 7 Response surface and contour diagram of reactant feed ratio(A)and amount of catalyst(C)
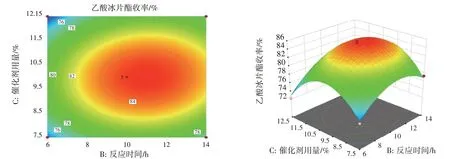
图8 反应时间(B)与催化剂用量(C)的等高线和响应面图Figure 8 Response surface and contour diagram of reaction time(B)and amount of catalyst(C)
根据响应面和等高线图综合分析可见,乙酸冰片酯的收率随反应物投料比和反应时间、反应物投料比和催化剂用量先升后降,且等高线均为椭圆形,说明反应物投料比和反应时间、反应物投料比和催化剂用量的交互作用均较显著;但反应时间和催化剂用量交互的等高线图接近圆形,说明反应时间和催化剂用量的交互作用无显著性。结合各因素拟合结果的P值可知,两因素交互作用对乙酸冰片酯收率的影响顺序为:AB(反应物投料比、反应时间)>AC(反应物投料比、催化剂用量)>BC(反应时间、催化剂用量)。
2.4.5 最佳合成工艺的验证 用Design-Expert 12 软件,根据建立的响应面模型,可以预测出最优合成条件为:冰片∶乙酸酐=1∶3.05,反应时间10.7 h,催化剂用量为冰片质量的9.95%,其预测收率最高达到85.4%。结合实验的可行性和精度水平,将乙酸冰片酯的合成工艺条件调整为:冰片∶乙酸酐=1∶3,反应时间11 h,催化剂用量为冰片质量的10%。根据上述调整的工艺条件进行验证实验,实验重复3 次,乙酸冰片酯的收率平均值为(85.10±1.03)%。可见预测值与实验值之间的误差很小,说明实验的可靠性和准确性较高。
3 讨论
吡啶类离子液体催化乙酸冰片酯的酯化反应,表现出良好的催化活性,反应结束后能通过水洗直接除去,分离简单,使用方便,对环境友好。实验中采用响应面法对乙酸冰片酯合成的工艺条件进行优化,得到最佳工艺条件为:冰片∶乙酸酐=1∶3,反应时间11 h,离子液体催化剂用量为冰片质量的10%,在该条件下乙酸冰片酯收率的实验值为85.10%。由此证明,离子液体用于乙酸冰片酯的合成切实可行,该研究对乙酸冰片酯绿色合成的进一步研究有借鉴意义。
猜你喜欢
玻璃(2022年1期)2022-02-23
中国烟草学报(2021年4期)2021-09-26
广州中医药大学学报(2021年6期)2021-05-23
水泵技术(2021年4期)2021-01-22
中成药(2019年12期)2020-01-04
中国医药指南(2019年10期)2019-01-07
山东煤炭科技(2018年1期)2018-12-05
中学化学(2017年5期)2017-07-07
中学化学(2016年4期)2016-05-30
癌症进展(2016年10期)2016-03-20
