光学芯轴测量台四点自动调平方法研究
2023-08-01 19:57:54赵紫寅孔繁星孙皓章何腾飞邵逸飞
化工自动化及仪表 2023年2期
赵紫寅 孔繁星 孙皓章 何腾飞 邵逸飞

摘 要 针对Wolter?I型芯轴装调、测量过程中需要多次调平,时刻保持平衡的问题,研究了四点式自动调平方法。从机械、软件两个方面介绍自动调平测量台,分析调平控制机构以及相关软件,用表面轮廓数据采集方法进行数据采集确定倾斜角,对“最高点不动”调平算法进行数学建模,对倾斜角的不同种情况进行仿真计算分析,计算随机产生的倾角对应的支腿移动量。实验结果表明:该方法用5~7次即可达到调平目的,具有较高的检测效率、调平精度和抗倾覆力。
关键词 四点式自动调平 Wolter?I型芯轴 “最高点不动”算法 表面轮廓数据采集 倾角模型 倾角坐标解算分析
中图分类号 TN934.85 文献标识码 A 文章编号 1000?3932(2023)02?0238?07
高精度的调平工作台是精密测量设备最重要的附件之一。随着科学技术的高速发展,高精度的调平工作台在电子、航空航天、国防、农业等领域广泛应用,尤其在精密制造、测量等领域,一些伺服机构、机器等对精密元件的精确度要求较高,其精确度直接影响伺服机构和机器的可靠性,例如Wolter?I型芯轴[1,2]的装调。Wolter?I型芯轴主要用于光学反射聚焦成像,其制作工艺复杂,需要车削、抛光、测量、装调等过程,精密测量过程中,性能會因装调过程中的位置误差等因素而有较大影响,因此测量过程中需要进行多次调整。
20世纪70年代以来,国内外众多学者对精密调平做了很多研究。调平最开始是由人工手动调平[3],这种调平结构简单,但受人为因素的影响很大,需要多次调平,耗时耗力且精度不高。DANGSCHAT H的专利Precision Adjustable Table采用三点式调平,通过转动内六角扳手调节螺栓与螺母的结合来实现测量工作台的调平;BASIN N等研制的调平机构是通过调整工件的倾斜角度来控制调平,控制方法是旋转导杆使工作台上下移动[4]。国内的上海微电子装备有限公司首次研制出拥有专利技术的高精度快速调平装置[5],采用三点式电动调平,安装簧片和弹簧,驱动电动马达推动凸轮实现工作台调平。2010年,哈尔滨工业大学研制了一种超精密调平装置,采用的是三点支撑调平,运用螺栓与楔形块的结合,通过螺栓顶着楔块上下移动实现装置的调平[6]。2012年,西安交通大学研制出一种超精密的调平调心装置,采用的是丝杠结构推动工作台底部的锥形块上下移动实现调平目的[7],这种调平装置调平精度较高但加工工艺复杂。2019年,中原工学院的席建发明了一种磨削加工自动调整工作台[8],解决了当前技术中自动调整转台造成大口径零件加工精度低、不易调节的问题。
目前,国内精密测量台大多采用手动调平,采用凸轮或楔形块构成调平装置。但国外技术已经完全达到了自动调平的程度,目前比较先进的是英国Taylor Hobson公司发明研制的一种圆度仪工作台[9],该圆度仪的调平转台自动化程度很高,采用测头检测工件和转台中心线的偏移量,控制电机使中心线平行,进而达到调平的目的,圆度仪工作台具有自动调平调心功能,机械十分复杂,价格也比较昂贵。
为实现Wolter?I型芯轴测量的自动调平,笔者提出一种运算简单、抗倾覆性强的四点式自动调平方法,建立四点式调平倾角模型,给出倾角调整的坐标解算方法和分析方法,并仿真分析不同倾斜角度下各支腿的移动位移量和最优调平次数。
1 测量台调平原理
1.1 机械结构
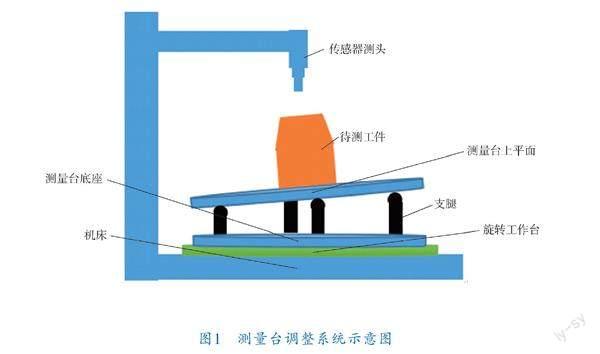
精密测量台转台从上往下,包括支架传感器组件、载物工作台、调平工作台、支腿和旋转工作台,调平装置设于支撑装置和载物工作台中间,调整系统示意图如图1所示,通过支腿的动作使工作台保持水平状态。传感器组件包括设于支架上的测头和传感器,传感器用于采集工作台的倾斜角数据。
自动调平系统配备微位移驱动机构,基本结构如图2所示,由步进电机、减速齿轮和精密丝杠组成,步进电机是微位移驱动结构中不可缺少的关键性器件,用来控制支腿的高低从而实现调平。步进电机通过脉冲信号来控制运作,转子的转角和转速分别与输入的脉冲数和脉冲频率成比例[10,11]。
1.2 调平原理
如图3所示,测量台开始工作时,旋转台带动工作台与被测量工件一起旋转,被测工件放置时尽量保持与工作台同心。开始测量,被测工件旋转,带有传感器的测头即可采集到一圈数据,由于传感器传出的信号大多微弱且存在一定干扰,因此在传感器采集数据之前,就必须对传感器的输出信号进行信号调理,其主要目的在于放大微弱信号并去除干扰信号,以确保较高的检测准确度。信号被放大后,由于传感器输出的是模拟量而无法被识别,因此需要进行模数转换,便于上位机识别数据,所以进行了数据采集设计,对采集到的数据进行分析处理。数据输送给上位机后,通过LabVIEW自控面板进一步控制电机旋转,达到调平的目的。
2 调平算法研究
2.1 调平数据采集
由于工作台是回转型转台,被测工件随旋转台一起转动,因此设计采用表面轮廓数据采集方法,这种方法主要是通过传感器测头采集工件表面的离散点,用数字化方式得到被测工件的空间位置,传感器测头采用电感式测头。在回转型自动调平工作台中,多采用效率较高的截面法,截面法是在工件不同高度进行旋转测量,在工件的下方和上方进行一个双截面测量,通过分析测得数据可知工件的倾斜位置和倾斜角。
数据采集采用等间距测量,采集数量越多得到的数据越准确,但采集数据过多会导致分析时间长,并且对控制精度的要求也较高,所以合适的采集点数对后续倾斜角的精度很重要。等间隔测量时,假设采样间隔为θ(单位°),根据香农采样定律,可知采样频率f和模拟信号最高频率f的关系为:f≥2f。
为了避免“混叠”现象导致信号失真,需要有一个有适当截止频率的抗混叠滤波器进行滤波。实际中,f=f/2.56(f为截止频率)。根据标准JB/T 9924—1999《磨削表面波纹度》的规定[12],一般情况下,f取15 upr(即滤波后只留下15个波)。所以采样点数N的估计值为:
2.2 四点式调平
目前常见的调平方式主要是三点式调平、四点式调平、六点式调平,国内外一些光学器件的调平大多采用的是三点式调平。四点式调平即4条支腿保持平衡的一种调平支撑方式,四点式调平与三点式相比,调平算法和机构虽然较为复杂,但因为四点式是对称型结构,所以结构较为稳定,且抗倾覆力较强。
如圖4所示,三角形ACE为三点式调平平台,ACDB为四点式调平平台。F为两个平台的重心,FG和FH分别为三点式、四点式调平平台的倾覆点间的距离。
三点式、四点式调平平台的抗倾覆力矩M、M分别为:
以上为各支腿需要调整的高度值,通过电机控制支腿升高,就可以实现调平。
3 仿真实验
3.1 软件的总体设计方案
设计软件的总体构成是软件开发的必要前提。笔者设计的自动调平软件的组成如下:
a. 用上位机通过虚拟仪器LabVIEW编写自动调平控制面板(图7);
b. 编写用于调平的各项子程序。
自动调平软件可以实现的主要功能有:数据采集、信号处理、数据分析及输出、电机控制。由于LabVIEW是实现核心程序最小化与模块化的[14],因此在整个设计流程中要始终遵循这一规则。按照每一个设计所实现功能的要求来对每一个模块功能进行设计和调试。在LabVIEW的程序实现中,采用由大到小的方式编写,确定总体方案后再设计相关模块并进行功能分析。
3.2 软件模块结构
自动调平系统各个模块的主要功能设计如下:
a. 数据采集模块,实现Wolter?I型芯轴测量数据的采集;
b. 数据处理模块,实现数据处理、分析及输出;
c. 电机控制模块,实现支架上测头位置和支腿位置的控制。
图7所示的控制界面中,系统支腿操控面板上设计有z轴控制按钮,可以控制z轴上传感器的位置;右侧分别设有“开始测量”、“数据采集”、“数据调入”与“保存数据”按键,用于采集被测工件表面的数据。数据调入保存后,通过分析,采用双截面轮廓采集法得知倾角角度,先转一圈获得第一截面数据,求得圆心O1,再上升高度获得第二截面数据,求得圆心O2,上下圆心相连获得轴线,可以得到x、y轴的倾斜角α、β。右侧还设有“自动调平”按键和“复位”按键。按下“自动调平”键后系统进入自动调平模式,通过“最高点不动”调平法控制电机进行调平,直至调平,自动调平流程如图8所示。如果调平过程中出错或者精度不够理想可按下“复位”键,进行工件复位,再重新进行调平。
3.3 仿真分析
四点追逐式调平方法,采用“最高点不动”调平法,首先确定最高点,使用非水平状态下的模型(8),令α、β为正。以α>0、β>0为例,支腿1为最高点,支腿3为最低点。支腿运动量的C语言程序代码为:
void zuigao(uchar α,uchar β)
{
If(α>0&&β>0)//最高支点为1点
{
Z2=Lasin(abs(α));//2点移动量
Z3=Lasin(abs(α))+Lbsin(abs(β));//3点移动量
Z4=Lbsin(abs(β));//4点移动量
}
}
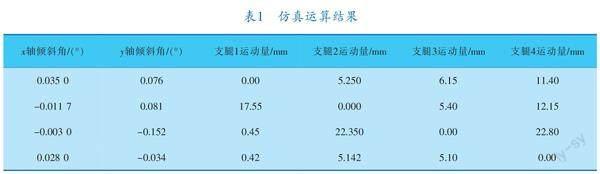
根据4种不同的倾角情况,分别对模型中每条支腿的运动量进行仿真运算,结果见表1。
如图9所示,对不同情况下倾角进行调平,可以看出,大概5~7次即可实现调平。
4 结束语
针对Wolter?I 型芯轴测量过程中自动调平的问题,在调平机构中采用四点式调平,相对于三点式增强了系统结构的稳定性;采用双截面表面轮廓数据采集方法确定倾斜角,比传统的传感器直接测量更为准确;建立了四点式调平倾角模型,给出了倾角调整的坐标解算方法和分析方法;通过仿真分析计算出不同倾斜角度下,各支腿移动位移量和最优调平次数。仿真实验结果表明,四点式自动调平方法可有效实现Wolter?I 型芯轴测量过程中的自动调整,提高了检测效率,具有较高的调平精度、较强的抗倾覆性能。
参 考 文 献
[1] KONG F X,SUN T,GENG Y Q.A precision polishing method for Wolter?Ⅰ type optical mandrel[J].International Journal Advanced Manufacturing Technology,2018,101(5?8):1293-1302.
[2] KONG F X,SUN T,GENG Y Q,et al.Measurement method of Wolter?Ⅰ type mandrel based on a contact?type profilometer[J].Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture,2019,233(32):2173-2182.
[3] DANGSCHAT H.Precision adjustable table:US,42780 31[P].1981-07-14.
[4] BASIN N,VYSOTSKY A,KUROCHKIN A,et al.Wolktable for positioning workpieces in measuring devices to check dimensions:US,3829978[P].1974-08-20.
[5] 上海微电子装备有限公司.高精度快速调平装置:CN101150042A[P].2008-03-26.
[6] 哈尔滨工业大学.一种超精密平台调平装置:CN101876393B[P].2010-06-09.
[7] 西安交通大学.一种用于超精密测量机转台的调心调平装置:CN102607482A[P].2012-03-26.
[8] 中原工学院.一种磨削加工自动调整工作台:CN110842767A[P].2019-11-27.
[9] Rank Taylor Hobson Limited.Workpiece position con? trol:US,4731934[P].1998-05-22.
[10] 李景慧,盛玉华,尚翠霞,等.高速精密压力机及小松压力机连杆外圆弧表面精加工探讨[C]//黑龙江省机械工程学会.2002年黑龙江省机械工程学会年会论文集.2002:210-212.
[11] WANG X K,HUANG W,JI F,et al.Structure design and optimization of levelling?tooling with high precis? ion[J].Manufacturing Technology & Machine Tool,2013(4):39-42.
[12] 机械科学研究院.磨削表面波纹度:JB/T 9924—1999[S].北京:中国标准出版社,1999.
[13] WANG J J,ZHAO J Y,CAI W,et al.Leveling Control of Vehicle Load?Bearing Platform Based on Multisensor Fusion[J].Journal of Sensors,2021(2):1-7.
[14] LI C.Design of a Multi?axis Motion Control Platform Based on LabVIEWs Fuzzy Control Algorithm[J].Journal of Mechanics Engineering and Automation,2021,11(1):11-16.
(收稿日期:2022-09-07,修回日期:2022-12-15)
Research on Four?point Auto?leveling Method for
Optics Mandrel Measuring Table
ZHAO Zi?yin1, KONG Fan?xing1,2, SUN Hao?zhang1, HE Teng?fei1, SHAO Yi?fei1
(1. College of Mechatronics Engineering, Jilin Institute of Chemical Technology;
2. College of Mechatronics Engineering, Hainan Vocational University of Science and Technology)
Abstract A leveling table with high precision is one of the most important accessories of precision measuring equipment and Wolter?I mandrel measurement platform asks for many times of leveling operation so as to keep a balance at any time. In this paper, a four?point auto?leveling method was proposed and both leveling control mechanism and the software concerned were analyzed from two aspects of mechanics and software, and the surface profile data acquisition method was adopted to collect data and to determine the angle of inclination. In addition, the leveling algorithm of the“highest point fixed” was modeled and the si? mulation calculation was carried out and the leg movement corresponding to the randomly generated dip angle was calculated. The experimental results show that, this method can achieve the leveling purpose through 5 to 7 times of operation and it has high detection efficiency, leveling accuracy and anti?overturning force.
Key words four?point auto?leveling, Wolter?I mandrel,“highest point fixed” algorithm, surface profile data collection, dip angle model, calculation and analysis of inclination coordinates
基金项目:吉林化工学院博士启动基金项目——基于激光辅助加工的化学镀镍材料复合抛光技术研究(吉化院博基合字〔2021〕第031号)。
作者简介:赵紫寅(1998-),硕士研究生,从事过程检测技术及自动化装置的研究。
通讯作者:孔繁星(1975-),副教授,从事智能制造、超精密加工及检测技术的研究,fanxingks@163.com。
引用本文:赵紫寅,孔繁星,孙皓章,等.光学芯轴测量台四点自动调平方法研究[J].化工自动化及仪表,2023,50(2):238-244.
猜你喜欢
中国公路(2021年17期)2021-11-22 03:10:50
中国民间疗法(2021年5期)2021-06-09 09:21:08
机械工程与自动化(2020年4期)2020-08-25 02:06:58
中国科技纵横(2020年5期)2020-06-29 08:01:48
经济技术协作信息(2018年11期)2019-01-14 03:07:22
森林工程(2018年4期)2018-08-04 03:23:38
航天工业管理(2017年4期)2017-05-12 01:16:35
工业设计(2016年6期)2016-04-17 06:42:51
装备制造技术(2015年7期)2015-02-20 13:47:34
设备管理与维修(2014年8期)2014-12-25 01:48:18