石化设备小接管结构损伤模式分析及检测方案
2023-07-04 01:36:30唐飞阳亮张文泽
化工机械 2023年3期
唐飞阳亮 王 波 张文泽
(中国石油独山子石化分公司研究院)
小接管是石化设备中常见的结构形式之一。《炼化装置小接管管理导则》规定:在设备本体或管道上直接开孔,采用焊接方式连接的DN 50 及以下的半管接头、支管座、支管的结构,统称为小接管。例如与容器本体或者管道连接的安全附件、仪表(热电偶、压力表、液位计和流量计)、排液导淋、蒸汽扫线、排气阀及跨线等,一般是指在第一道阀门以内的管道。小接管具有径小、壁薄、结构变化大及几何形状不连续等特点,所以在制造安装过程中小接管焊缝更易产生未焊透、裂纹等缺陷;在使用过程中小接管结构内易形成流动死区、积液、湍流等现象,极易发生腐蚀穿孔或焊缝裂纹贯穿泄漏等问题,因此小接管已成为石化设备的高风险点。
目前,我国的法律、标准体系中,如《特种设备目录》、TSG 21—2016《固定式压力容器安全技术监察规程》、GB 150.1—2011 《压力容器 第1部分:通用要求》、TSG D0001—2009《压力管道安全技术监察规程——工业管道》及GB/T 20801.1—2020 《压力管道规范 工业管道 第1部分:总则》等,均未对小接管提出设计、管理、监督要求。因此小接管成为压力容器、压力管道制造安装及长周期安全运行中的薄弱环节,易发生腐蚀、开裂及泄漏等问题。笔者在分析小接管结构典型失效类型的基础上,提出在役小接管的检测方案,为石化设备小接管提出相应的管理对策。
1 石化设备小接管结构损伤模式分析及检测技术
石化设备在役小接管结构的检测,应根据可能发生的损伤模式特别是受腐蚀、冲刷而造成的壁厚减薄、腐蚀环境和应力作用下的焊缝开裂以及使用时产生的变形、振动等损伤形式选择有效的检测方法。
1.1 石化设备小接管结构损伤模式分析
炼化企业中石化设备小接管结构损伤模式分析依据的是GB/T 30579—2022《承压设备损伤模式识别》,其中部分关键装置的主要损伤模式见表1。
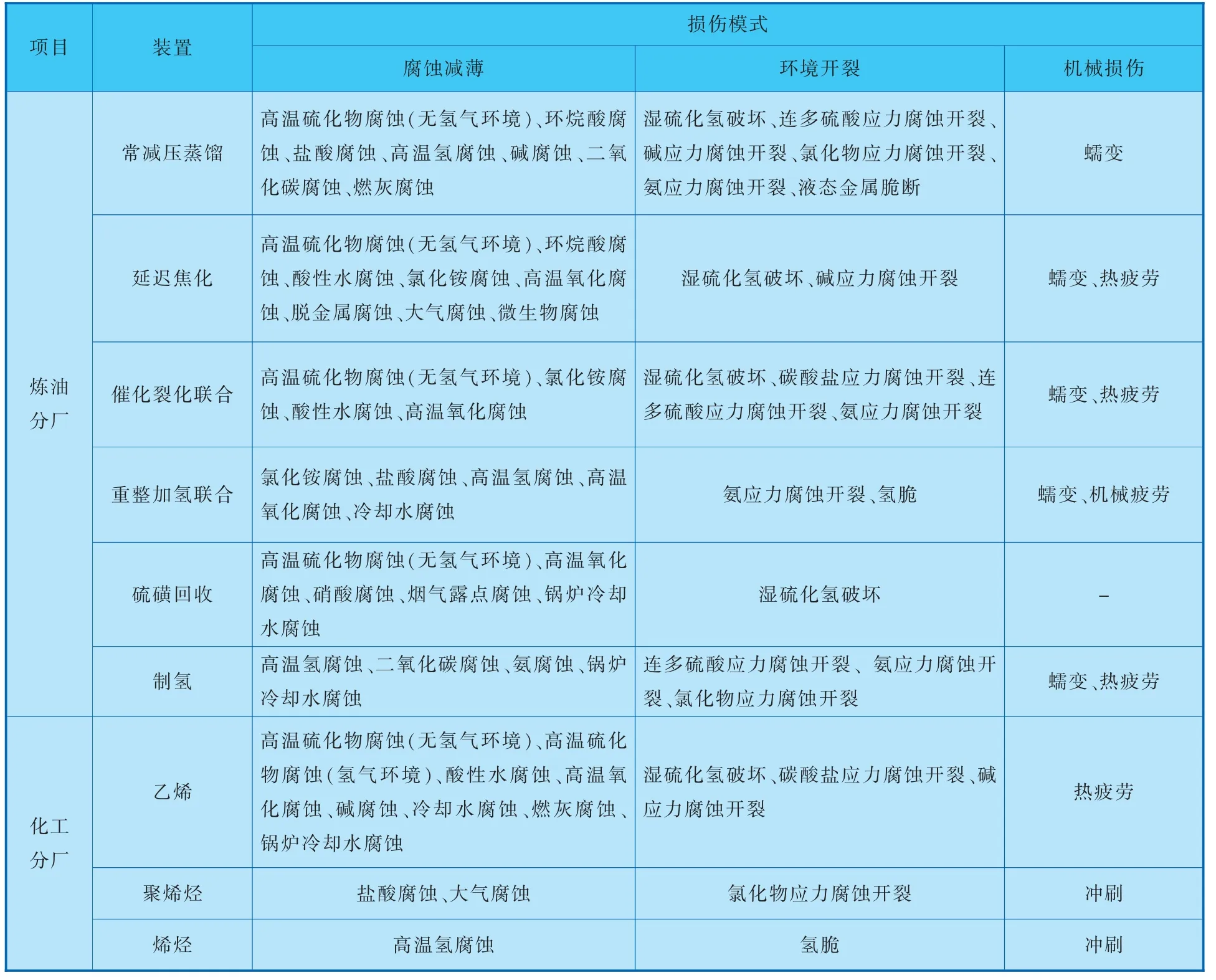
表1 关键装置的主要损伤模式统计表
1.2 石化设备小接管结构检测技术的适应性
检测方法的原理不同,对于各类损伤模式造成损伤形式的敏感性也不同。在进行小接管检测方案制定、方法选择时可参考表2,必要时也可综合应用多种检测方法进行相互验证。

表2 损伤模式与检测方法适应性对照表
2 石化设备小接管结构在线检测方案
利用RBI 技术有助于提升石化设备小接管结构在线检测水平、消除潜在的安全隐患。全面进行小接管结构损伤情况调查,梳理和建立小接管结构台账,依据小接管运行状况、损伤模式、风险可接受程度,对小接管结构进行风险分级评估,结合小接管结构损伤形式的特点、确定合理的检测范围和方法,指导现场在线检测工作。
小接管结构在线检测一般以高风险和中高风险小接管[1]为主,多采用宏观检查,对于腐蚀减薄类和盲肠死角类小接管、保温层下腐蚀类小接管,应增加壁厚测定;对于腐蚀应力开裂类和不锈钢类小接管以及介质无腐蚀性、振动类小接管,应增加振动测定;对于在使用过程中相同工况下出现过问题的同类型小接管、使用单位认为风险较高的小接管也应纳入在线检测范围。
2.1 宏观检查
宏观检查内容包括检查小接管是否存在变形、磨损、碰伤;检查小接管支架布置是否合理,支撑刚度和强度是否足够,主管线和相关支线是否存在振动,凡是运行中小接管发生明显振动或强度不足时,应及时加固,以消除振动源或提供补强。必须检查小接管与周界设备、建构筑物之间的间距,确认是否存在膨胀收缩位移受限,如有约束,应当予以解除;检查小接管外保温是否存在渗水和受潮现象[2]。
2.2 脉冲涡流测厚
脉冲涡流检测可以在不拆除覆盖层 (保温层)的情况下,对大面积腐蚀等引起的壁厚减薄进行检测,如图1 所示。该方法适用于由碳钢、低合金钢等铁磁性材料制成的厚度不小于3 mm、覆盖层厚度不大于200 mm,温度为-20~120 ℃以及直径不小于25 mm 的小接管结构;不适用于点蚀、麻坑等壁厚减薄和裂纹类缺陷的检测。
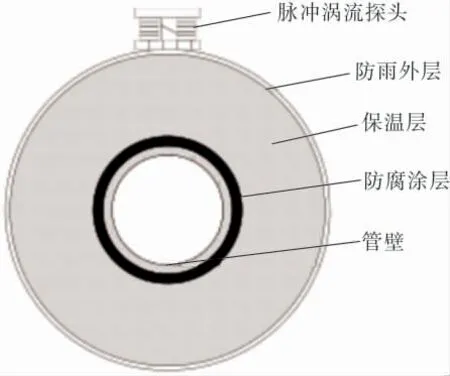
图1 脉冲涡流检测示意图
为验证脉冲涡流仪器和探头检测性能的可靠性和系统误差,至少制作一个带有不同厚度阶梯的管道试件,推荐的试件尺寸见GB/T 28705—2012 《无损检测 脉冲涡流检测方法》,管道试件用于校准脉冲涡流检测仪。
小接管表面应无大面积疏松的锈蚀层、焊疤及其他金属连接结构等,管道材质应一致、覆盖层应连续且厚度均匀。当由于覆盖层的原因不能保证检测的灵敏度和精度时,应去除部分或全部覆盖层。对于带有金属保护层的小接管,应避免在有破损的保护层上进行检测。对于选定好的参考点,当检测点覆盖层的厚度变化大于20%时,应重新设置参考点。对于含有金属网结构的覆盖层,不规则的金属网会影响对检测结果的判定。
当检测区域与参考区域间存在较大的物理性差异(如材质不一致,公称壁厚偏差大,曲率变化较大,温差超过50 ℃,覆盖层的种类和结构有差异,被检小接管周围环境存在电磁特性差异等)时,应重新选定参考区域。
检测前按照网格模式对小接管检测区域进行划分,如图2 所示(A、B、C、D 分别表示小接管周向按0-3-6-9-0 的顺序进行检测;1、2、3 分别表示小接管轴向按介质流动方向依次检测,依次实现网格化轴向、周向连续检测)。检测时,要确保探头垂直于小接管表面,并保持探头匀速(通常在1~3 m/min)移动。检测结果以B 扫成像显示,能直观显示小接管被检测区域壁厚的变化趋势,可以对壁厚异常部位进行定位并完整展现壁厚的分布情况。

图2 脉冲涡流检测网格划分示意图
小接管的覆盖层平整状况、伴热线、钢带及捆扎圈等铁磁性物品均会影响脉冲涡流扫查结果。被检测小接管过薄、过厚、曲率过大、内部结构不连续、温度变化或振动大,均会影响脉冲涡流扫查结果。
脉冲涡流检测结果是探头磁场覆盖区域下的剩余金属综合壁厚当量,由于腐蚀缺陷的大小和形状与人工缺陷不同,且被检件的实际部位与对比区域存在差异,检测结果显示的当量值与其真实情况会存在一定的差异,因此一旦发现10%以上壁厚减薄信号,应拆除全部覆盖层,采用目视和小锤敲击的方法进行验证,用以分辨是外表面还是内表面的腐蚀;用超声波测厚仪测量该部位的剩余壁厚,具体参照NB/T 47013.3—2015 第七条“承压设备厚度的超声测量方法”执行。
2.3 超声波测厚
超声波测厚需要拆除覆盖层(保温层),压电超声波测厚需要在小接管表面打磨出测厚点。压电、电磁超声波测厚适用于检测碳钢、低合金钢、不锈钢材质小接管,工作温度分别为-20~200 ℃(压电超声)、-20~600 ℃(电磁超声),可实现点蚀、麻坑等局部壁厚减薄的检测。
压电超声波测厚采用A 扫描显示数字式测厚仪或数字式测厚仪,测量精度通常应达到±(0.5%×厚度值+0.05)mm。测厚时可采用直接接触式单晶直探头,也可采用带有延迟块的单晶直探头或双晶直探头,检测高温(不小于60 ℃)或低温(低于-20 ℃)小接管时需要采用特殊探头。电磁超声波测厚仪和探头应符合GB/T 34885—2017 附录B 的要求。校准试块应选用阶梯平底试块,在符合测量精度的条件下,也可采用其他试块对仪器进行校准。
超声波测厚时,应在探头上施加一定的压力(20~30 N),保证探头与工件良好耦合,并去除多余的耦合剂,使接触面形成极薄的耦合层。
超声波测厚的测定位置应当具有代表性,并有足够的壁厚测定点数(每个被抽查的小接管组成件,测定位置一般不得少于3 处;被抽查小接管组成件与直管段相连的焊接接头直管段一侧的测定位置一般不得少于3 处)。壁厚测定应当绘制测定点简图,并对异常测厚点做详细标记。
对于重点部位可采用网格化测厚,测厚点的密度根据现场减薄程度、范围大小确定。在小接管的轴向和环向,设置两组正交的能完全覆盖减薄区域的测厚网格线,在网格线交点处进行超声波测厚,且每条网格线上测厚点不少于5 个,分别统计各轴向和环向的最小壁厚值,评价该检测区域的壁厚情况,如图3 所示。

图3 超声波测厚网格划分示意图
当测量区域的测厚数据出现异常时,如认为有必要,应使用超声检测仪对异常部位进行检测和厚度测量,检测方法及要求按照NB/T 47013.3—2015 执行;也可采用相控阵超声检测仪对异常部位进行壁厚成像,检测方法及要求按照GB/T 32563—2016 执行。
2.4 振动测定
对于介质无腐蚀性的振动类小接管,例如容积式压缩机、风机、泵本体及进出口阀以内的一次阀前的小接管,高频振动压缩机、风机、泵本体及进出口阀以内的一次阀前的小接管,此类小接管可能发生的损伤模式主要以疲劳裂纹为主,在线检测时应对其进行振动测定。
振动测定可采用传统接触式加速度传感器,对于高温或无法接触的小接管可采用基于激光多普勒测量原理的非接触式光学振动测量方法。
振动测定主要从位移、速度、加速度3 个方面对小接管的振动情况进行评价,如图4 所示(rms 代表有效值)。

图4 振动测定评级方法
对于振动较大(位移不小于283 m、速度不小于17.8 mm/s 或加速度不小于27.9 mm/s2)的小接管,即按照图4 振动分级评级为D 的小接管应进行减振干预,若无法采取减振措施,应加强巡检,采用目视、听觉、嗅觉或利用可燃气报警仪、超声波泄漏检测仪、红外热成像仪等相关仪器对小接管进行监控,并缩短在线检测周期。
2.5 在线检测结果处理
在线检测工作完成后,检验人员根据实际检查情况出具在线检测报告并作出以下结论:
a.符合使用要求。指未发现影响安全使用的缺陷或者只发现轻度的、不影响安全使用的缺陷,可以在允许的参数范围内继续使用。
b.基本符合使用要求。指发现一般缺陷,经过使用单位采取措施后能够保证小接管安全运行的情况,可以在监控条件下使用,并且在检查结论中应当注明监控条件、监控运行需要解决的问题及其完成期限。
c.不符合使用要求。指发现严重缺陷,不能保证小接管安全运行的情况,不允许继续使用,必须停止运行或者停工由检验机构进一步检验。
在线检测中发现的各类问题应及时通知使用单位进行处理。缺陷返修由使用单位负责处理,并向在线检测单位提供一切必要的返修资料。对于返修结果,在线检测单位应按照特种设备管理的相关规定要求,对返修质量进行控制。
3 石化设备小接管结构定期检测方案
石化设备小接管结构的定期检测主要指使用单位在周期性停工时或特种设备定检周期内,委托具有国家特种设备安全监督管理部门核准的检验、检测资质的单位,依据TSG D0001—2009 《压力管道安全技术监察规程——工业管道》、TSG D7005—2018 《压力管道定期检验规则——工业管道》、TSG 21—2016 等的要求,对小接管结构进行的检测。
定期检测比例应参照风险评价制定,并遵循以下几点原则:对于风险评价结果为高风险、中高风险的小接管,进行100%检测;对于风险评价结果为中风险的小接管,进行10%~15%抽检;盲肠死角部位的小接管按照50%比例进行抽检(不包括带隔离液的仪表小接管);对于具有保温层的小接管,100%拆除保温层后进行外观检查;对于检测人员或使用单位认为存在安全风险的小接管,应进行100%检测。
对于存在以下4 种情况的小接管,应按照100%比例进行扩检:第1 类,腐蚀性介质环境;第2 类,腐蚀性介质环境或有较大振动;第3 类,一般振动或操作温度大于250 ℃;第4 类,发生过问题的相同工况小接管。
3.1 定期检测内容和方法
检测方案中检测项目的选择应遵循以下原则:
a.介质无腐蚀性、振动类小接管。容积式压缩机、风机、泵本体及进出口阀以内的一次阀前的小接管,高频振动压缩机、风机、泵本体及进出口阀以内的一次阀前的小接管,各装置小接管风险评价表中列出的一般振动和振动较大类小接管,此类小接管的检测方法主要以检测疲劳裂纹为主,检测项目可选用渗透检测、涡流检测、射线检测(X 射线数字成像)、相控阵超声检测及磁记忆检测等。
b.腐蚀减薄类和盲肠死角类小接管。此类小接管的检测方法以检测全面减薄和局部减薄为主,检测项目可选用超声波测厚、漏磁检测等。
c.腐蚀应力开裂类和不锈钢类小接管。此类小接管的检测方法主要以检测环境开裂为主,检测项目可选用渗透检测、涡流检测、射线检测(X射线数字成像)及相控阵超声检测等。
d.保温层下腐蚀类小接管。此类小接管的检测方法以全面减薄和局部减薄为主,检测项目可选用目测检查、超声波测厚等。
3.2 壁厚测定
壁厚测定的步骤如下:
a.采用超声波测厚方法。
b.缺陷记录。记录减薄部位缺陷具体位置,选取可靠参照物确定具体相对距离、区域。
c.缺陷结果确认。采用原检测方法或辅助检测方法对缺陷部位进行确认,必要时需要采用可靠的检测技术测定缺陷部位的剩余壁厚。
d.结果判定。当小接管结构中壁厚测定的最小值小于工件公称厚度的20%,或者检验人员对小接管强度有怀疑时,应当进行耐压强度校核,校核用压力应当不低于小接管允许(监控)使用压力,耐压强度校核参照GB/T 20801.3—2020《压力管道规范 工业管道 第3 部分:设计和计算》第6 部分执行。
3.3 表面缺陷检测
表面缺陷检测采用目视检查、渗透检测、涡流检测等方法。若采用新技术、新方法时,相关单位应当提供有关研究、试验的依据、数据、结果及检测报告等技术资料。
目视检查一般包括以下内容:a.小接管结构检验,包括补强、减振措施等。b.几何尺寸检查,包括小接管焊缝对口错边量、咬边、焊缝余高等。
c.外观检查,包括焊缝及管道组成件的腐蚀、变形、机械接触损伤、防腐层的破损等。
渗透检测应用范围:适用于非多孔性金属材料制小接管结构在使用过程中外表面开口缺陷检测。工艺要求及结果评定:执行NB/T 47013.5—2015 《承压设备无损检测 第5 部分:渗透检测》的工艺要求,灵敏度等级为C,结果评定Ⅰ级合格。
涡流检测应用范围:铁磁性材料、非铁磁性材料制小接管结构外表面和近外表面平面型缺陷检测。工艺要求及结果评定:执行NB/T 47013.6—2015《承压设备无损检测 第6 部分:涡流检测》的工艺要求,采用放置式线圈法,当发现在正常信号显示区域以外出现异常信号显示时应采用其他检测方法对该区域进一步检查。
漏磁检测应用范围:铁磁性材料制小接管内、外表面的体积性缺陷检测。工艺要求及结果评定:执行GB/T 31212—2014《无损检测 漏磁检测 总则》的工艺要求,应对小接管90°交叉方向进行两次扫查检测。检测时根据使用单位要求采用对比试件确定需要报警的缺陷当量,当出现报警信号时应采用其他检测方法对该区域进一步检查。
3.4 埋藏缺陷检测
埋藏缺陷检测采用NB/T 47013—2015 中的射线检测(X 射线数字成像)、相控阵超声检测方法。若采用新技术、新方法时,相关单位应当提供有关研究、试验的依据、数据、结果及检测报告等技术资料。
3.4.1 射线检测(X 射线数字成像)
射线检测(X 射线数字成像)适用于小接管结构中对接焊缝的检测。
工艺要求及结果评定:执行 NB/T 47013.2—2015 《承压设备无损检测 第2 部分:射线检测》的工艺要求,技术等级AB 级,按照压力管道环向焊接接头进行检测和评定。
3.4.2 相控阵超声检测
相控阵超声检测适用于小接管结构中工件厚度不小于6 mm 的焊接接头的检测。
工艺要求及结果评定:执行 NB/T 47013.15—2015 《承压设备无损检测 第15 部分:相控阵超声检测》的工艺要求,技术等级B级,检测结果的评定可参照NB/T 47013.3—2015中常规超声检测方法。
3.5 金属磁记忆检测
金属磁记忆检测技术是一种利用金属磁记忆效应来检测部件应力集中部位的快速无损检测方法,能够对铁磁性金属构件内部的应力集中区(即微观缺陷和早期失效、损伤等)进行诊断,防止突发性的疲劳损伤。
金属磁记忆检测执行GB/T 26641—2021《无损检测 磁记忆检测 总体要求》的工艺要求及结果评定方法。
3.6 小接管安全状况评定
根据上述各项检测结果,参考TSG D7005—2018 的规定对小接管进行综合评价分析和安全状况评定。
4 结束语
依据石化设备小接管结构损伤模式分析,总结了在线、定期检测方案,可通过检测方案的实施,减少绝大部分小接管结构出现泄漏的可能和概率,为石化设备长期、稳定、安全运行提供保证。随着各种检验检测新方法、新设备的进一步开发研究,不断修订、更新检测方案,一定能够有效保证小接管结构的安全性能,保障装置的安全长周期运行。
猜你喜欢
科学大众(2023年17期)2023-10-26 07:39:14
装备制造技术(2020年11期)2021-01-26 00:39:12
天天爱科学(2020年6期)2020-09-10 07:22:44
电子制作(2018年17期)2018-09-28 01:56:38
通信电源技术(2018年5期)2018-08-23 01:16:00
数学物理学报(2017年6期)2018-01-22 02:26:40
军事文摘·科学少年(2016年7期)2016-09-20 16:49:54
电子制作(2016年21期)2016-05-17 03:52:47
水利科技与经济(2016年4期)2016-04-22 03:49:32
汽车科技(2014年6期)2014-03-11 17:46:08