边坡锚固用碳纤维增强复合材料的热固化工艺与性能研究
2023-07-04 03:11:32郑雪辉
粘接 2023年3期
关键词:力学性能
郑雪辉


摘要:采用热固化方法制备了边坡锚固用碳纤维增强复合材料。研究了电加热固化、传统微波间接加热固化和优化后微波间接加热固化复合材料的力学及热学性能。结果表明,在电加热固化和微波间接加热固化过程的升温过程中没有出现放热峰,说明碳纤维增强复合材料在电加热固化作用下已经发生完全固化。相较于电加热固化工艺,微波间接加热固化在碳纤维增强复合材料完全固化前提下所消耗的能量仅为前者的24.97%,所需要的时间为前者的60%。微波间接加热固化碳纤维增强复合材料的拉伸性能、压缩性能、弯曲性能和层间剪切性能都高于电加热固化试样,层间剪切性能平均值相较于电加热固化提高了49.71%。
关键词:碳纤维增强复合材料;电加热固化;微波间接加热固化;力学性能
中图分类号:TQ343+.742 文献标志码:A 文章编号:1001-5922(2023)03-0098-04
Study on thermosetting process and properties of carbon fiber reinforced composite for slope anchorage
ZHENG Xuehui
(Guangdong Nanyue Traffic Hehui-Duan Expressway Management Office,Guangzhou 510000,China)
Abstract: Carbon fiber reinforced composites for slope anchorage were prepared by thermal curing method,and the thermal and mechanical properties of the composites were studied,including electric heating curing,traditional mi- crowave indirect heating curing and optimized microwave indirect heating curing. The results showed that there was no exothermic peak in the heating process of the carbon fiber reinforced composite during the electric heating cur- ing and the microwave indirect heating curing,indicating that the carbon fiber reinforced composite has been com- pletely cured under the electric heating curing. Compared with the electric heating curing process,the energy con- sumed by microwave indirect heating curing was only 24.97% of the former and the time required was 60% of the former when the carbon fiber reinforced compositewas fully cured. The tensile properties,compressive properties, bending properties and interlaminar shear properties of carbon fiber reinforced composites cured by microwave indi- rectheatingwere higher than those cured by electric heating. The interlaminar shear properties of carbon fiber rein- forced composites cured by microwave indirect heating were lower than those cured by electric heating,while the av- erage interlaminar shear properties of carbon fiber reinforced composites cured by microwave indirect heating were
Keywords: carbon fiber reinforced composite;Electric heating curing;Microwave indirect heating curing;mechani- cal property
碳纖维复合材料由于具有高强度、高弹性模量、高耐磨和耐蚀等特性而被广泛应用于工程机械、航空航天等领域[1]。随着近年来城镇化建设和公路工程建设的快速发展,对边坡锚固用材提出了更高的要求。传统的钢锚杆等材料在强度、耐腐蚀性能等方面都有弊端,需要进一步提高锚杆的强度、耐磨和耐腐蚀性能等;而碳纤维增强复合材料由于具有一系列性能优势[2],有望在边坡锚固工程中得到应用。热固化成形方式对碳纤维增强复合材料的最终性能影响较大[3],这主要是因为热固化成形的加热速度、加热时间等会对复合材料的内部结构和性能产生重要影响,且固化周期也是生产单位较为看重的指标之一[4]。目前,碳纤维增强复合材料多采用电加热固化工艺制备,如有研究了多次电加热固化对复合材料力学性能的影响,研究了碳纤维复合材料的注塑成型和电加热固化工艺优化等;但是都存在固化周期长、固化成型质量差、成品性能较低等问题[5]。而微波间接加热技术具有加热速度高、能耗低等一系列优点,在碳纤维增强复合材料的热固化成形方面的研究较少,与传统电加热固化相比有哪些不同也有待研究。在此基础上,研究了电加热固化、传统微波间接加热固化和优化后微波间接加热固化碳纤维增强复合材料的热学和力学性能,结果将有助于边坡锚固用碳纤维增强复合材料的开发与实际工程应用。
1 试验材料与方法
1.1 试验材料
试验材料包括单向碳纤维(纤维长度5 mm、质量分数50%、厚度2mm),环氧树脂为UIN1000型环氧树脂预浸料。辅助材料包括厚度0.05 mm的隔离膜(热导率0.4 W/(m·K)、密度2180 kg/m3)、厚度2.54 mm的透气毡(热导率0.07 W/(m·K)、密度258 kg/m3)、厚度0.05 mm 的真空袋(热导率0.08 W/(m·K)、密度314 kg/m3)。
1.2 试件制备
采用人工铺层的方法制备碳纤维增强复合材料构件,尺寸为200 mm×200 mm,共制备厚度为2.5 mm (薄壁类)和20 mm(大厚度)的碳纤维增强复合材料;碳纤维为单向碳纤维,环氧树脂为厚度0.1 mm 的 UIN1预浸料,铺层顺序为0°/+45°/90°/-45°/-90°/45°。分别采用电加热和微波间接热成型工艺对碳纤维增强复合材料进行热固化成形,固化成型过程中的加热速率为2℃/min、温度为120℃、保温时间为1.5 h,空冷至室温。热固化过程中采用光纤光栅温度传感器测试不同厚度方向的温度。
1.3 测试与表征
采用 NETZSCH 差式扫描量热仪对碳纤维增强复合材料进行固化度测试[6],得到差式扫描量热曲线(DSC 曲线);根据 ASTM D3039标准对碳纤维增强复合材料进行拉伸强度测试[7],试件尺寸为250 mm×25 mm×2.5 mm,拉伸速率为2 mm/min;根据ASTM D6641标准对碳纤维增强复合材料进行压缩强度测试[8],试件尺寸为140 mm×13 mm×2 mm,压缩速率为2 mm/min;根据 ASTM D790-17标准对碳纤维增强复合材料进行弯曲强度测试[9],试件尺寸为100 mm×13 mm×2 mm,弯曲速率为1 mm/min、跨厚比16∶1。
2 试验结果与分析
2.1 電加热固化和微波间接加热对比(薄壁类)
图1为碳纤维增强复合材料的固化度测试曲线,分别对电加热固化和微波间接加热固化工艺下的碳纤维增强复合材料进行DSC曲线测试。
从图1(a)的DSC曲线中可知,3组碳纤维增强复合材料在升温过程中没有出现放热峰,这说明此时碳纤维增强复合材料在电加热固化作用下已经发生完全固化[10];从图1(b)的DSC曲线中可知,3组碳纤维增强复合材料在升温过程中没有出现放热峰,这说明此时碳纤维增强复合材料在微波间接加热固化作用下也已经发生完全固化。
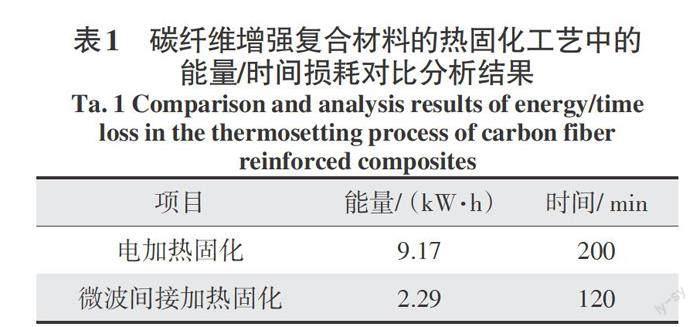
表1列出了碳纤维增强复合材料的热固化工艺中的能量/时间损耗对比分析结果。在电加热固化工艺下,碳纤维增强复合材料完全固化所需要的能量为9.17 kW·h,消耗的时间为200 min;在微波间接加热固化工艺下,碳纤维增强复合材料完全
固化所需要的能量为2.29 kW·h,消耗的时间为120 min。对比分析可知,相较于电加热固化工艺,微波间接加热固化在碳纤维增强复合材料完全固化前提下所消耗的能量仅为前者的24.97%;所需要的时间为前者的60%,可见碳纤维增强复合材料完全固化所需的能量和时间都大大缩短。这主要是因为微波间接加热过程中的升温速率较快,且微波加热过程中的辅助材料、腔体等都不会明显吸收能量的缘故[11-13]。
分别对不同热固化工艺下碳纤维增强复合材料进行力学性能测试,结果如表2所示。
对于拉伸性能测试结果而言,电加热固化工艺下碳纤维增强复合材料的拉伸性能平均值为608.82 MPa,微波间接加热固化工艺下碳纤维增强复合材料的拉伸性能平均值为636.41 MPa;对于压缩性能测试结果而言,电加热固化工艺下碳纤维增强复合材料的压缩性能平均值为402.72 MPa,微波间接加热固化工艺下碳纤维增强复合材料的压缩性能平均值为422.07 MPa;对于弯曲性能测试结果而言,电加热固化工艺下碳纤维增强复合材料的弯曲性能平均值为844.94 MPa,微波间接加热固化工艺下碳纤维增强复合材料的弯曲性能平均值为760.98 MPa;对于层间剪切性能测试结果而言,电加热固化工艺下碳纤维增强复合材料的层间剪切性能平均值为46.82 MPa,微波间接加热固化工艺下碳纤维增强复合材料的层间剪切性能平均值为50.20 MPa。由此可见,微波间接加热固化碳纤维增强复合材料的拉伸性能、压缩性能、弯曲性能和层间剪切性能都高于电加热固化试样。
2.2 微波间接加热工艺优化结果(大厚度)
图2~图4为优化前后微波间接加热碳纤维增强复合材料的固化曲线。
从图2~图4对比分析可知,相较于电加热固化,传统微波间接加热固化碳纤维增强复合材料的固化温度相较较高、固化周期明显缩短,优化微波间接加热固化碳纤维增强复合材料的固化温度相较较小、固化周期明显缩短。相较于传统微波间接加热固化,优化微波间接加热固化碳纤维增强复合材料的固化温度和固化周期进一步缩短。
表3为不同热固化工艺下碳纤维增强复合材料的层间剪切性能测试结果。
由表3对比分析可知,电加热固化工艺下碳纤维增强复合材料的层间剪切性能平均值为44.66 MPa,而传统微波间接加热固化和优化后微波间接加热固化碳纤维增强复合材料的层间剪切性能分别为28.15、66.86 MPa。可见,对于大厚度碳纤维增强复合材料,传统微波间接加热固化工艺下碳纤维增强复合材料的层间剪切性能会有所减小,这主要是由于微波间接加热过程中的升温速率较快,会在复合材料内部产生微裂纹而降低层间剪切性能[14];优化后微波间接加热固化碳纤维增强复合材料的层间剪切性能平均值相较于电加热固化提高了49.71%,这主要是因为优化后的微波间接加热工艺可以有效控制固化反应的放热,并使得复合材料内部的温度降低(如图4,1/2厚度处和1/4厚度处最高温度分别为142.8℃和138.0℃),不会在内部产生热损伤等缺陷[15]。
3 结语
3组碳纤维增强复合材料在电加热固化和微波间接加热固化过程的升温过程中没有出现放热峰,说明碳纤维增强复合材料在电加热固化作用下已经发生完全固化。相较于电加热固化工艺,微波间接加热固化在碳纤维增强复合材料完全固化前提下所消耗的能量仅为前者的24.97%;所需要的时间为前者的60%,可见碳纤维增强复合材料完全固化所需的能量和时间都大大缩短。微波间接加热固化碳纤维增强复合材料的拉伸性能、压缩性能、弯曲性能和层间剪切性能都高于电加热固化试样。对于大厚度碳纤维增强复合材料,传统微波间接加热固化工艺下碳纤维增强复合材料的层间剪切性能会有所减小,优化后微波间接加热固化碳纤维增强复合材料的层间剪切性能平均值相较于电加热固化提高了49.71%。推荐采用微波间接加热固化碳纤维增强复合材料,且优化工艺后可以起得良好的固化效果。
【参考文献】
[1] GIBSON R F. A review of recent research on mechanics of multifunctional composite materials and structures[J]. Composite structures,2010,92(12):2793-2810.
[2] 刘燕峰,刘青曼,陈旭.中温固化松香基环氧树脂碳纤维增强复合材料性能[J].航空材料学报,2022,42(3):63-69.
[3] 蔡宇昂,王瑛,张磊,等.纤维增强树脂基复合材料光固化成型原理及其研究进展[J].塑料工业,2022,50(5):69-74.
[4] XU X H,WANG X Q,YAN C,et al. Research Progress on Microwave Curing of Epoxy Resin and Its Composites [J]. Journal of Materials Engineering,2016,44(8):111-120.
[5] 周益星,李博,李成龙,等.多次固化对复合材料力学性能的影响及机理研究[J].塑料科技,2022,50(4):60-63.
[6] 刘陶欣,鲍崇高,董文彩,等.连续碳纤维增强热固性酚醛树脂复合材料的3D打印工艺及性能研究[J].硅酸盐通报,2022,41(7):2494-2501.
[7] 左海燕.健身器械用碳纤维复合材料成型与性能研究[J].合成材料老化与应用,2020,49(1):61-63.
[8] 李浩,程勇,张龙,等.带R角碳纤维复合材料零件固化变形研究[J].机械研究与应用,2022,35(3):53-56.
[9] 杨磊,韩玲.碳纤维复合材料体育器材装备工艺优化与性能[J].粘接,2022,49(3):40-43.
[10] HU Y,GENG W,YOU H,et al. Modification of a pheno-lic resin with epoxy-and methacrylate-functionalized sili- ca sols to improve the ablation resistance of their glass fi- ber-reinforced composites[J]. Polymers,2014,6(1):105-113.
[11] 杨青,程超,刁春霞,等.真空辅助灌注成型用聚双环戊二烯的制备及其碳纤维增强复合材料的性能研究[J].复合材料科学与工程,2022(6):89-95.
[12] CZEL G ,JALALVAND M ,WISNOM M R ,et al.Design and characterisation of high performance , pseudo-ductile all-carbon/epoxy unidirectional hybrid composites[J]. Composites Part B Engineering ,2017,111(2):348-356.
[13] EASAVINEJAD H,MARDANI H,ROGHANI-MAM-AQANI H,et al. Preparation of silica-decorated graphite oxide and epoxy-modified phenolic resin composites[J]. Fullerenes,Nanotubes and Carbon Nanostructures,2022,30(3):348-357.
[14] 蔡宇昂,王瑛,張磊,等.纤维增强树脂基复合材料光固化成型原理及其研究进展[J].塑料工业,2022,50(5):69-74.
[15] 周益星,李博,李成龙,等.多次固化对复合材料力学性能的影响及机理研究[J].塑料科技,2022,50(4):60-63.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国塑料(2016年6期)2016-06-27 06:34:16
西安工程大学学报(2016年2期)2016-06-05 12:25:17
中国塑料(2015年12期)2015-10-16 00:57:14
中国塑料(2015年9期)2015-10-14 01:12:26
中国塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53