既有建筑隔震碳纤维复合材料的性能测试
2023-07-04 23:17:26王述超李琦
粘接 2023年3期
王述超 李琦

摘要:采用快速模压成型法制备了建筑隔震碳纤维复合材料,研究了模压压力、加压温度和固化温度对碳纤维复合材料拉伸性能和摩擦性能的影响。结果表明,当模压压力从6 MPa上升至14 MPa 时,碳纤维复合材料的拉伸强度和标准化拉伸强度都呈现先增加后减小,摩擦系数表现为先减小后增大;当加压温度从100℃上升至130℃时,碳纤维复合材料的拉伸强度和标准化拉伸强度都先增大后逐渐减小,摩擦系数表现为先减小后增大;当固化温度从130℃上升至160℃时,碳纤维复合材料的拉伸强度和标准化拉伸强度都先增大后逐渐减小,摩擦系数表现为先减小后增大的趋势。适宜的建筑隔震碳纤维复合材料制备工艺为:模压压力10 MPa、加压温度110℃、固化温度140℃。
关键词:隔震碳纤维复合材料;模压压力;加压温度;固化温度;力學性能
中图分类号:U465.6;TQ342.742 文献标志码:A 文章编号:1001-5922(2023)03-0060-05
Performance test of carbon fiber material for seismicisolation of existing buildings
WANG Shuchao1,LI Qi2
(1. Xinyang Normal University,Xinyang 464000,Henan China;2. Zhengzhou University,Zhengzhou 450006,China)
Abstract: Seismic isolation carbon fiber compositeswere prepared by rapid molding method. The effects of molding pressure,compression temperature and curing temperature on the tensile and friction properties of carbon fiber com- posites were studied. The results showed that when the molding pressure increased from 6 Mpa to 14 MPa,the ten- sile strength and standardized tensile strength of carbon fiber composites increased first and then decreased,and the friction coefficient decreased first and then increased. When the pressure temperature risedfrom 100℃ to 130℃ , the tensile strength and standardized tensile strength of carbon fiber composites first increasedand then gradually decreased,and the friction coefficient first decreased and then increased. When the curing temperature rised from 130℃ to 160℃ , the tensile strength and standardized tensile strength of carbon fiber composites first in- creased and then gradually decreased,and the friction coefficient first decreased and then increased. The suitable preparation process of building seismic isolation carbon fiber composites is: molding pressure 10 MPa,pressuriza- tion temperature 110℃ , curing temperature 140℃.
Keywords: seismic isolation carbon fiber composite;molding pressure;pressurization temperature;curing tempera- ture;mechanical property
碳纤维及其复合材料由于具有密度轻、比强度高、耐高温、耐腐蚀和隔热抗震等特性而被广泛应用于建筑、体育器械、航空航天等领域。除了具有良好的使用性能外,碳纤维复合材料还具有良好的可加工性,可以加工成建筑隔震材料而在具有抗震设防要求的建筑中使用[1]。传统的碳纤维复合材料主要分为连续碳纤维和短切碳纤维复合材料,前者力学性能优异但工艺兼容性差、成本高,后者工艺兼容性好而力学性能较差,碳纤维锻造复合材料可以结合连续碳纤维和短切碳纤维的优势,有望在建筑隔震等领域广泛应用[2]。然而,目前关于碳纤维锻造复合材料的制备工艺方面的报道较少,各项工艺参数对隔震碳纤维材料拉伸性能和摩擦性能的影响规律并不清楚[3-4]。从模压成型工艺参数优化角度出发,探讨了模压压力、加压温度和固化温度对碳纤维复合材料拉伸性能和摩擦性能的影响,结果有助于既有建筑隔震碳纤维材料的制备及性能升级。
1 试验材料与方法
1.1 试验材料
试验材料包括上海石化集团提供的SCF-12K碳纤维(CF-1,单丝直径7μm、根数12、线密度0.79 g/m、拉伸强度3540 MPa、拉伸模量235 GPa)、南亚塑胶工业公司提供的液态双酚A型环氧树脂(环氧当量188 g/eq、黏度13500 cP·s/(25℃)、工业用双酚胺和聚醚氨。
1.2 制备方法
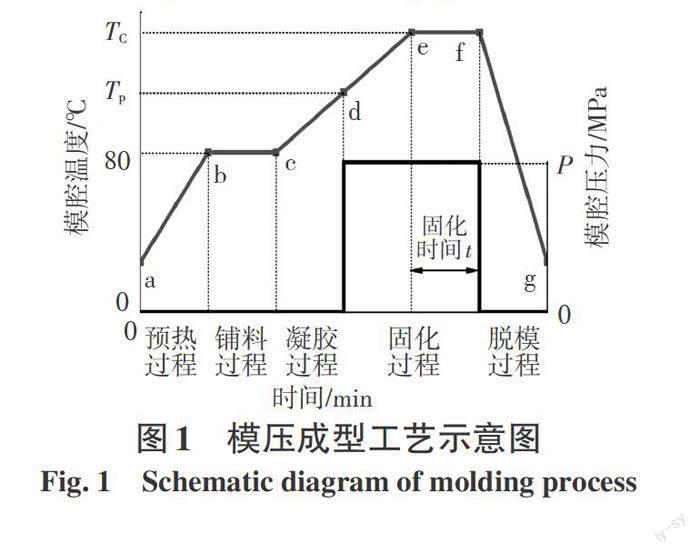
采用模压成型的方法制备隔震用碳纤维复合材料,模压成型工艺示意图如图1所示,主要包括预热过程、辅料过程、凝胶过程、固化过程和脱模过程[5-8]。预先清理模具(模腔为140 mm×140 mm×2 mm),预热温度为78℃ ,然后在模具表面涂抹脱模剂;将碳纤维制备成短切预浸料,并称取88 g铺放在模具型腔中,控制模压压力、加压温度和固化温度等成型参数进行固化,固化完成后待模具冷却至常温时进行脱模处理,取出碳纤维复合材料。
1.3 測试与表征
根据ASTM D3039标准制备碳纤维复合材料的拉伸试样(样条尺寸为10 mm×10 mm×2 mm),用胶水粘上环氧树脂加强片,在MTS-810型拉伸试验机上进行拉伸性能测试,取6组试样平均值作为拉伸强度和标准化拉伸强度测试结果[9-10],拉伸速率为1 mm/min;拉伸断口形貌采用 DSX1000超景深显微镜进行观察;摩擦性能测试在MPX-1G型销盘式摩擦试验机上进行,转动速度为0.3 m/s、摩擦球为φ8 mm,复合材料干摩擦试验装置和示意图如图2所示;摩擦半径和时间分别为5 mm和1 h。
2 试验结果与分析
2.1 模压压力
图3为模压压力对碳纤维复合材料拉伸性能的影响,分别列出了碳纤维复合材料的应力-应变曲线和拉伸强度-模压压力直方图。
从图3可以看出,不同模压压力下复合材料的应力-应变曲线变化趋势基本相同,都表现为应力随着应变逐渐增大,当应力达到复合材料极限应力时迅速降低;当模压压力从6 MPa 上升至14 MPa 时,碳纤维复合材料的拉伸强度和标准化拉伸强度都呈现先增加后减小;在模压压力为10 MPa 时取得复合材料的拉伸强度和标准化拉伸强度最大值,分别为262 MPa和332 MPa。由此可见,碳纤维复合材料的拉伸强度和标准化拉伸强度会随着模压压力先增加后减小,模压压力并不是越大越好,而是在模压压力为10 MPa时取得较好的拉伸性能,这主要是因为当模压压力较小时,碳纤维复合材料无法完全浸润和填充会造成致密度不足;而如果模压压力过大,环氧树脂与碳纤维之间不利于结合,局部还会产生树脂外溢[11]。整体而言,适宜的模压压力为10 MPa。
碳纤维复合材料在拉伸过程中会出现纤维拔出现象如图4(a)、(b),且断口处纤维参差不齐,这主要是因为碳纤维复合材料在制备过程中存在树脂贫乏区等缺陷造成局部力的传递不均匀所致[12];图4(c)、(d)中可见碳纤维复合材料断口中的树脂断裂,未见明显碳纤维拔出或者断裂特征,这主要是因为树脂富集区会由于碳纤维不能共同传递应力而断裂;图4(e)、(f)中可见碳纤维复合材料发生内聚失效破坏,这主要是因为树脂与碳纤维之间可以有效传导外加应力,共同承担载荷,二者之间可以起到良好的结合效果所致。
图5为模压压力对复合材料摩擦性能的影响,分别列出了摩擦系数-时间和摩擦系数-模压压力直方图,转速为0.3 m/s、载荷6 N。
从图5对比分析可知,不同模压压力下碳纤维复合材料的摩擦系数随着时间的变化可以分为摩擦磨合期和稳定期,前者的摩擦系数会随着时间迅速长大,而后阶段的摩擦系数会逐渐趋于稳定。从图5(b)摩擦系数-模压压力图可见,随着模压压力增加,摩擦系数表现为先减小后增大的趋势,在模压压力为10 MPa 时取得最小值。这主要是因为模压压力过小不利于树脂浸润而降低了复合材料的层间结合力,剪切应力传导能力较弱而使得摩擦系数增大,而过大的模压压力会造成内部存在局部残余应力和缺陷,摩擦系数反而会增大[13]。
2.2 加压温度
图6为加压温度对碳纤维复合材料拉伸性能的影响,分别列出了碳纤维复合材料的应力-应变曲线和拉伸强度-模压压力直方图。
从图6可以看出,不同加压温度下复合材料的应力-应变曲线变化趋势也表现为应力随着应变逐渐增大,当应力达到复合材料极限应力时迅速降低;当加压温度从100℃上升至130℃时,碳纤维复合材料的拉伸强度和标准化拉伸强度都先增大后逐渐减小,在加压温度为110℃时取得复合材料的拉伸强度和标准化拉伸强度最大值。由此可见,碳纤维复合材料的拉伸强度和标准化拉伸强度会随着加压温度先增加后减小,加压温度并不是越大越好,而是在加压温度为110℃时取得较好的拉伸性能,这主要是因为较高的加压温度会使得树脂产生交联反应而影响树脂的浸润和流动,局部产生树脂聚集而影响应力传导[14],拉伸性能会减小;但是较小的加压温度会使得复合材料中产生孔洞等缺陷,拉伸性能降低。整体而言,适宜的加压温度为110℃。
图7为加压温度对复合材料摩擦性能的影响,分别列出了摩擦系数-时间和摩擦系数-模压压力直方图,转速为0.3 m/s、载荷6 N 。
从图7对比分析可知,不同加压温度下碳纤维复合材料的摩擦系数随着时间的变化也分为摩擦磨合期和稳定期,前者的摩擦系数会随着时间迅速长大,而后阶段的摩擦系数会逐渐趋于稳定。从图7(b)摩擦系数-加压温度图中可见,随着加压温度增加,摩擦系数表现为先减小后增大的趋势,在加压温度为110℃时取得最小值。
2.3 固化温度
图8为固化温度对碳纤维复合材料拉伸性能的影响,分别列出了碳纤维复合材料的应力-应变曲线和拉伸强度-模压压力直方图。
从图8可以看出,不同固化温度下复合材料的应力-应变曲线变化趋势也表现为应力随着应变逐渐增大,当应力达到复合材料极限应力时迅速降低;当固化温度从130℃上升至160℃时,碳纤维复合材料的拉伸强度和标准化拉伸强度都先增大后逐渐减小,在固化温度为140℃时取得复合材料的拉伸强度和标准化拉伸强度最大值。由此可见,碳纤维复合材料的拉伸强度和标准化拉伸强度会随着固化温度先增加后减小,固化温度并不是越大越好,而是在固化温度为140℃时取得较好的拉伸性能,这主要是因为较高的固化温度会使得树脂产生固化效应,纤维层间结合力下降而降低拉伸强度[15];但是较小的固化温度会使得复合材料中的固化反应不充分,复合材料制备过程中由于交联度不足而使得拉伸性能降低。整体而言,适宜的固化温度为140℃。
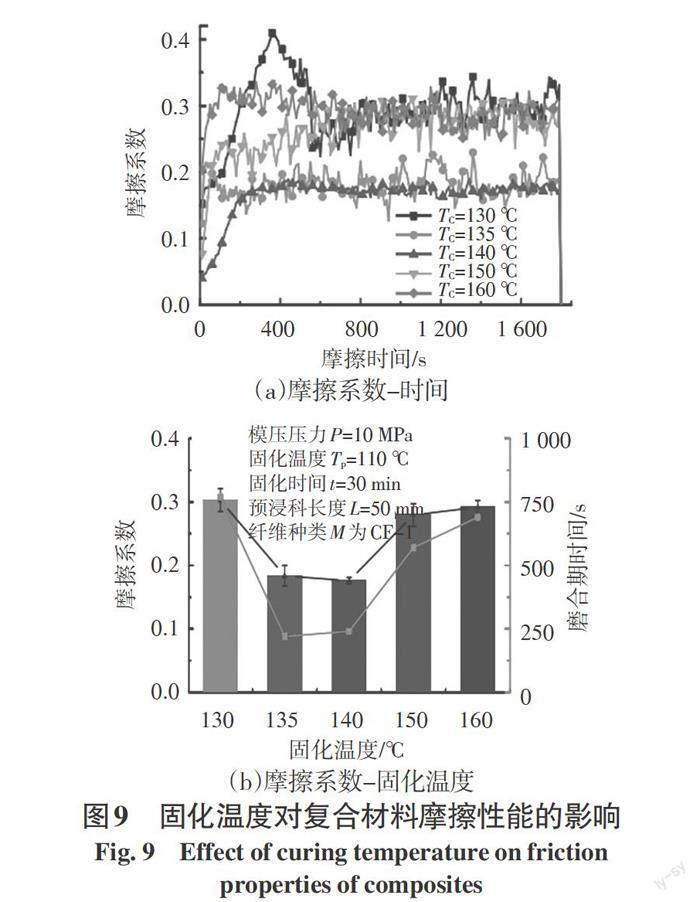
圖9为固化温度对复合材料摩擦性能的影响,分别列出了摩擦系数-时间和摩擦系数-模压压力直方图,转速为0.3 m/s、载荷6 N。
从图9对比分析可知,不同固化温度下碳纤维复合材料的摩擦系数随着时间的变化也分为摩擦磨合期和稳定期,前者的摩擦系数会随着时间迅速长大,而后阶段的摩擦系数会逐渐趋于稳定。从图9(b)摩擦系数-固化温度图可见,随着固化温度增加,摩擦系数表现为先减小后增大的趋势,在固化温度为140℃时取得最小值,这主要是因为此时碳纤维复合材料的内部缺陷较少,结合较好[16]。
3 结语
(1)当模压压力从6 MPa上升至14 MPa时,碳纤维复合材料的拉伸强度和标准化拉伸强度都呈现先增加后减小;在模压压力为10 MPa时取得复合材料的拉伸强度和标准化拉伸强度最大值,分别为262、332 MPa。随着模压压力增加,摩擦系数表现为先减小后增大的趋势,在模压压力为10 MPa时取得最小值;
(2)当加压温度从100℃上升至130℃时,碳纤维复合材料的拉伸强度和标准化拉伸强度都先增大后逐渐减小,在加压温度为110℃时取得复合材料的拉伸强度和标准化拉伸强度最大值。随着加压温度增加,摩擦系数表现为先减小后增大的趋势,在加压温度为110℃时取得最小值;
(3)当固化温度从130℃上升至160℃时,碳纤维复合材料的拉伸强度和标准化拉伸强度都先增大后逐渐减小,在固化温度为140℃时取得复合材料的
拉伸强度和标准化拉伸强度最大值。随着固化温度增加,摩擦系数表现为先减小后增大的趋势,在固化温度为140℃时取得最小值。
【参考文献】
[1] 石岩,张智超,钟正午,等.预制装配式桥墩连接类型及抗震性能研究综述[J].世界地震工程,2022,38(2):205-219.
[2] 李利平,张亚飞,季光耀.木拱廊桥的抗震、减震及隔震加固探究[J].丽水学院学报,2021,43(2):6-12.
[3] LU L,SUN J,LIU Q,et al. Influence of electrochemical de- position parameters on capillary performance of a rectangu- lar grooved wick with a porous layer[J]. International Jour- nal of Heat & Mass Transfer,2017,109:737-745.
[4] 高淑君,李国辉.工程量清单计价模式下建筑碳纤维的优化与性能研究[J].粘接,2022,49(3):105-108.
[5] 晏剑明.电力工程中的碳纤维增强树脂基复合材料应用研究[J].合成材料老化与应用,2022,51(3):158-160.
[6] AL-ANANY Y M,MOUSTAFA M A,TAIT M J . Modeling and Evaluation of a Seismically Isolated Bridge Using Un- bonded Fiber-Reinforced Elastomeric Isolators:[J]. Earth- quake Spectra,2018,34(1):145-168.
[7] 谢建武.应用在桥梁施工中碳纤维复合材料的制备工艺研究[J].合成材料老化与应用,2022,51(3):103-105.
[8] 崔晨华.基于建筑施工造价管理的碳纤维复合材料开发与应用[J].合成材料老化与应用,2022,51(3):110-112.
[9] 黄彩飞,陈国平,苟晓梅.粘贴工艺对碳纤维布增强聚丙烯板材抗冲击性能的影响[J].粘接,2022,49(3):55-61.
[10] 杨晓敏,贾兵,臧栋,等.基于施工管理便捷性的建筑碳纤维布制备与应用[J].粘接,2021,48(11):117-119.
[11] 王璐,菅凤侠.碳纤维增强复合材料增强钢框架肋板的节点滞回性能分析[J].合成材料老化与应用,2022,51(2):76-78.
[12] JANG S M,BAEK S Y . A Study on the Analysis ofTool-wear Patterns and Mechanisms in Face Milling[J]. Journal of,the Korean Society of Manufacturing Process Engineers,2017,16(4):24-29.
[13] 梁庞.纤维增强复合材料在建筑结构加固工程中的应用研究[J].合成材料老化与应用,2022,51(1):117-119.
[14] SHEN ZF,LU LS,SUN JW,et al. Wear patterns and wearmechanisms of cutting tools used during the manufactur- ing of chopped carbon fiber[J]. International Journal of Machine Tools and Manufacture,2015,97:1-10.
[15] WAN Y,STRAUMIT I,TAKAHASHI J,et al. Micro-CTanalysis of internal geometry of chopped carbon fiber tapes reinforced thermoplastics[J]. Composites Part A-Ap- plied Science & Manufacturing,2016,91:211-221.
[16] YAMASHITA S,HASHIMOTO K,SUGANUMA H,et al.Experimental characterization of the tensile failure mode of ultra-thin chopped carbon fiber tape-reinforced thermo- plastics[J]. Journal of Reinforced Plastics & Composites,2016,35(18):1342-1352.