利用不同波形振动加工的熔丝成型制品表面质量研究
2023-06-25 04:05姜世杰胡科战明赵春雨
振动工程学报 2023年3期
姜世杰 胡科 战明 赵春雨
摘要: 熔丝成型(fused filament fabrication,简称 FFF)是目前应用最广泛的增材制造技术之一,能够制造几乎任意几何形状的实体模型。然而,逐层累加的制造工艺使得 FFF 制品的表面质量存在明显的局限性,为此提出利用不同波形振动改善 FFF 制品表面质量的方法。完成了振动式 FFF 设备的改装,并制备了利用不同形式的振动(正弦波、方形波和三角波)加工的制品样件。利用激光显微镜完成了 FFF 样件表面粗糙度的实验研究,确定了不同振动波形对表面粗糙度的影响规律。基于结合颈成型过程,建立了利用不同波形振动加工的 FFF 制品表面粗糙度理论模型。通过对比分析理论与实验结果,验证了所建模型的正确性,阐明了利用不同波形振动改善 FFF 制品表面质量的机理。
关键词: 熔丝成型;振动波形;表面粗糙度;理论模型
中图分类号: TH113.3 文献标志码: A 文章编号: 1004-4523(2023)03-0680-08
DOI:10.16385/j.cnki.issn.1004-4523.2023.03.010
引 言
增材制造是以数字模型为基础,运用粉末、丝状等材料通过逐层堆叠的方式制造实体的技术[1]。其中熔丝成型(fused filament fabrication,简称 FFF)因其操作简单、成本低廉且环境友好等特点,成为使用范围最广的增材制造技术之一[2]。然而,由于逐层累加的制造工艺,FFF 制品表面层与层结合处会有明显的不连续现象(即阶梯效应),使得其表面质量难以与传统方式加工的制品相媲美,限制了 FFF 技术的进一步发展与应用[3]。因此,如何改善 FFF 制品的表面质量是该技术发展的关键之一,受到了很多学者的关注。Nidagundi 等[4]研究了过程参数对FFF 制品表面质量的影响规律,通过优化过程参数以改善制品的表面质量,但需要大量的实验数据作为依据,且改善效果有限。Hambali 等[5]研究利用化学后处理方法降低 FFF 制品的表面粗糙度,结果表明,经过化学后处理的制品表面粗糙度得到显著降低,但制品的拉伸性能也随之降低。Chen 等[6]利用激光抛光技术提高 FFF 制品的表面质量,研究表明,激光抛光技术可以大幅减少 FFF 制品的成型缺陷,但该技术成本高昂、精度控制要求高,存在明显局限性。ABBOTT 等[7]研究了挤出材料丝之间结合颈长度对 FFF 制品的表面质量的影响,结果表明结合颈长度越大,表面质量越好 。 OSKOLKOV等[8]提出在成型过程中通过快速可靠地控制挤出材料的温度来解决 FFF 制品相邻层间结合质量不稳定的问题,有限元模拟结果表明,该方法有利于改善FFF 制品的表面质量。LI 等[9]应用机器学习算法提出以数据驱动的表面粗糙度预测模型,该模型可优化过程参数,从而改善 FFF 制品的表面质量。上述研究提出的改进方法普遍存在着明显的局限性。姜世杰等[10]提出在 FFF 设备喷头处施加振动来改善其制品的性能,实验结果表明利用振动可以显著提高 FFF 制品的抗拉强度和弹塑性能。
基于相似原理,本文提出利用不同波形的振动加工改进 FFF 制品表面质量的方法,即将压电陶瓷与 FFF 设备相结合,在热熔喷头处施加不同波形的振动以改善制品表面质量。
本文完成了振动式 FFF 设备的改装,即利用压电陶瓷的逆压电效应将不同波形的振动引入 FFF成型过程,通过该设备制备了利用不同波形的振动加工的 FFF 制品,并利用激光显微镜获取了样件表面粗糙度实验数据;然后基于结合颈成型过程,创建了利用不同波形的振动加工的 FFF 制品表面粗糙度的理論模型;对比分析理论与实验结果,验证了理论模型的正确性,阐明了利用不同波形的振动改善FFF 制品表面质量的机理。
1 实验研究
1. 1 振动式 FFF 设备
为了利用振动,将压电陶瓷(P?5 I 型号,尺寸为40×10×0.3 mm3)固定于 FFF 设备(FLSUN ?QQ)热 熔 喷 头 处 ,通 过 电 压 放 大 器( 型 号 :HPV?3C0150A0300D)将信号发生器(型号:VC2015H)产生的振动电信号放大,从而为压电陶瓷提供高稳定性、高分辨率的电压,利用压电陶瓷的逆压电效应,使热熔喷头处于纵向振动场中,再通过加速度传感器(B&K4517)、数据采集卡(NI USB 4431)等拾振设备确定热熔喷头的实际振动状态。振动式 FFF设备如图 1 所示。其中,信号发生器具有调节振动频率、波形以及输入电压的功能,由此控制热熔喷头产生不同的振动。
1. 2 样件制备
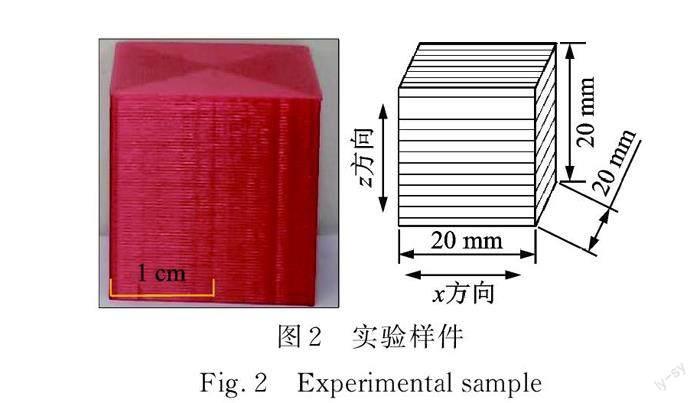
利用振动式 FFF 设备制备了如图 2 所示的样件,其中样件的长度、宽度和高度均为 20 mm。样件材料为聚乳酸(polylactic acid, PLA),一种可再生生物降解材料,该材料具有热稳定性好、易于加工等优点[11]。所制备的样件共四种类型,分别为:(1)普通样件(R Ord_i,i=1,2,3);(2)利用正弦波振动加工的样件(RSin_i,i=1,2,3);(3)利用方波振动加工的样件(RSqu_i,i=1,2,3)及(4)利用三角波振动加工的样件(R Tri_i,i=1,2,3),具体参数设置如表 1 所示。除了是否利用不同波形的振动加工之外,所有过程参数设 置 均 相 同 ,如 打 印 方 向(z 方 向)、打 印 层 厚 度(0.15 mm)、挤出宽度(0.4 mm)、挤出温度(200 ℃)、平台温度(60 ℃)、打印速度(60 mm/s)等。
1. 3 粗糙度实验
利用3D 测量激光显微镜( 型 :LEXT OLS4100)完成了样件的 SRVF?TB/LB 以及 SRPF?TB/LB 的实验研究,如图 3 所示。实验过程中,利用 20 倍镜头对样件进行焦距调节,然后随机选取 5个不同的测量区域并对样件粗糙度进行精确观察,确定样件的三维表面粗糙度。
考虑到逐层累加的成型方式以及各向异性特点,每个样件包含两个粗糙度不同的表面,且每个表面具有横、纵两个方向的粗糙度。针对每个样件分别进行了 40 组表面粗糙度实验,其中每个表面在垂直和平行于纤维方向各进行了 10 组实验,12 个样件总计进行了 480 组实验。为保证实验结果的准确性和可靠性,以每个方向上 10 组数据的平均值作为样件该方向的表面粗糙度的分析结果。
2 FFF 制品表面粗糙度的解析研究
在 FFF 过程中,由于挤出材料丝受到重力及喷头挤压的作用,其制品截面形状为椭圆且相邻挤出材料丝之间会形成横、纵两条结合颈,如图 4 所示。基于此原理,本文创建了利用不同波形的振动加工的 FFF 制品三维表面粗糙度理论模型。
2. 1 基于横向结合颈的解析研究
如图 5 所示,相邻挤出材料丝结合过程中结合程度较小,因此假设结合时熔体流动发生在以接触点处 r(0 椭圆的曲率半径)为半径的圆内,并且在任意时刻 t 其瞬时半径、横向结合颈长度以及瞬时角分别为 r1,2x 以及 2θ,它们有如下关系:
利用初始条件 θ (0) = θ 0 = 0 求解式(9),(12)和(13),即可得到某一时刻 t 的横向结合颈瞬时半角,然后将求得的瞬时半角代入式(14)中得到某一时刻 t的横向结合颈长度。
相邻材料丝结合过程中,当挤出材料丝从熔融温度下降到临界温度时,结合颈便停止生长。因此需要分析施加不同波形的振动后挤出材料丝的冷却时间 t。
根据文献[13],挤出材料丝的冷却模型为:
根据文献[14],在熔体流动方向上叠加一个正弦振动,单管内部熔体温度会发生周期性变化。基于相似原理,在 FFF 设备喷头处施加振动可以改变喷头内部熔体的温度。喷头内部可以简化成如图 6所示的圆柱通道,在圆柱通道上表面建立 xyz 坐标系。为了便于分析研究,现对圆柱通道内部熔体做出如下假设[15]:
(1)熔体不可压缩;
(2)熔体在通道内部做充分发展的层流运动;
(3)熔体在区域内壁没有滑动;
(4)忽略重力对熔体流动的影响。熔体沿 z 方向的运动方程为:
根据假设,熔体在热熔喷头内部圆柱通道内沿x,y 方向的温度梯度可看作零,沿 z 方向的温度梯度可忽略不计,因此简化式(21)并对其进行积分求解,可得到与温度有关的切应力张量的表达式为:
将式(19)代入式(22)中,然后与式(20)联立,可得到施加正弦波振动后喷头内部熔体温度随时间变化的表达式为:
将式(23)代入式(15)中,可得施加周期性正弦波振动后挤出材料丝的冷却模型。
在热熔喷头处施加周期性方波和三角波振动,并将各个波形表示为傅里叶级数,则喷头内部熔体的速度变化分别为:
将式(26)和(27)分别代入式(15)中,即可得到施加周期性方波和三角波振动的冷却模型。
利用冷却模型求得冷却时间 t,进而得到横向结合颈的长度,再根据文献[16],确定基于横向结合颈的垂直于纤维方向的表面粗糙度(the surface rough?ness vertical to the fiber direction based on transverse bonding neck, SRVF?TB)和基于横向结合颈的平行于纤维方向的表面粗糙度(the surface roughness parallel to the fiber direction based on transverse bonding neck, SRPF?TB)的表达式分别为:
2. 2 基于纵向结合颈的解析研究
2. 2. 1 垂直于纤维方向的表面粗糙度(SRVF?LB)模型
同理,利用初始条件 β0 = β (0) = 0 可得到施加振动加工的 FFF 制品纵向结合颈的表达式:
根据挤出材料丝的横截面,以及相邻挤出材料丝之间纵向结合颈形成的实际情况,确定基于纵向结 合 颈 的 垂 直 于 纤 维 方 向 的 表 面 粗 糙 度(the sur?face roughness vertical to the fiber direction based on longitudinal bonding neck, SRVF ? LB)的 模 型 原 理图,如图 7 所示。
2. 2. 2 平 行 于 纤 维 方 向 表 面 粗 糙 度(SRPF ?LB)模型
假设平行于纤维方向的表面轮廓宽度为 v,根据上述相似原理,可确定基于纵向结合颈的平行于纤维方向的表面粗糙度(the surface roughness paral?lel to the fiber direction based on longitudinal bonding neck, SRPF?LB)的表达式为:
3 结果分析
本节首先分析了热熔喷头的振动状态,然后对比样件 SRVF?TB,SRPF?TB,SRVF?LB 及 SRPF?LB 的理论与实验结果,以验证理论模型的正确性。
3. 1 热熔喷头的振动状态分析
通过压电陶瓷将振动作用于热熔喷头处,图 8所示为热熔喷头的理论与实际振动状态。可以看出,喷头的实际振动略小于理论振动(压电陶瓷的振动),这是因为喷头附近的冷却风扇、并联臂以及其他零部件削弱了喷头的实际振动状态。
3. 2 基于横向结合颈的结果
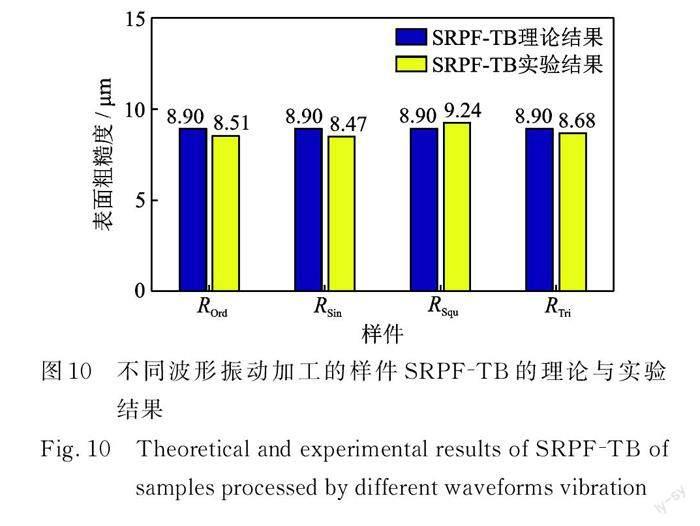
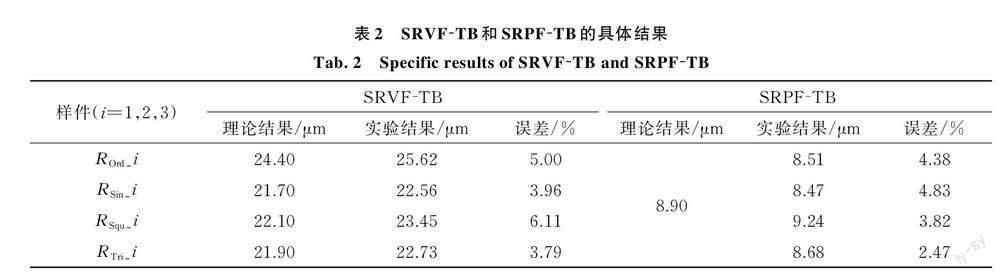
图 9 和 10 对比分析了利用不同波形振动加工的FFF 样件(R Ord_i,RSin_i,RSqu_i 和 R Tri_i)基于横向结合颈的垂直和平行于纤维方向表面粗糙度(SRVF?TB 和 SRPF?TB)的理论与平均实验结果。可见,理论与实验结果吻合度较好,验证了理论模型的正確性,其中,样件的 SRVF?TB 和 SRPF?TB 的理论与实 验 结 果 误 差 范 围 分 别 为 3.79%~6.11% 和2.47%~4.83%,具体结果详见表 2。
此 外 ,對 比 分 析 利 用 不 同 波 形 的 振 动 加 工 的FFF 样件的表面粗糙度数值可知,利用不同波形振动加工可以改善 FFF 制品的表面质量,其中正弦波振动的改善效果最好。
3. 3 基于纵向结合颈的结果
图 11 和 12 对比分析了利用不同波形的振动加工的 FFF 样件(R Ord_i,RSin_i,RSqu_i 和 R Tri_i)基于纵向结合颈的垂直和平行于纤维方向的表面粗糙度(SRVF ?LB 和 SRPF ?LB)的理论与实验结果。可见,理论与实验结果吻合较好,验证了理论模型的正确性。其中,样件的 SRVF?LB 和 SRPF?LB 的理论与 实 验 结 果 误 差 范 围 分 别 为 3.03%~6.14% 和1.38%~10.52%,具体结果详见表 3。
如表 3 所示,对比分析利用不同波形振动加工的 FFF 样件表面粗糙度的数值可知,利用不同波形振动加工可以提高 FFF 制品的表面质量,其中正弦 波振动的改善效果最显著。
4 结 论
提出了利用不同波形的振动改善 FFF 制品表面质量的方法,并完成了 FFF 样件三维表面粗糙度的理论与实验研究,阐明了利用不同波形的振动改善 FFF 制品表面质量的机理,具体结论如下:
(1)将不同振动波形引入到 FFF 过程中,并根据结合颈的成型过程,创建了利用不同波形的振动加工的 FFF 制品三维表面粗糙度理论模型。
(2)对比分析了理论与实验结果,验证了理论模型的正确性,即模型能够准确预测利用不同波形振动加工的 FFF 制品的表面粗糙度。
(3)在 FFF 过程中,利用不同波形振动加工会直接改善热熔喷头内部熔体的流体动力学特性(即黏度、剪切力和压降)和温度分布情况并延长冷却时间,从而间接改善 FFF 制品的表面质量。其中,正弦波振动的改善效果最好。
参考文献:
[1] 刘伟,李能,周标,等 . 复杂结构与高性能材料增材制造 技 术 进 展[J]. 机 械 工 程 学 报 ,2019,55(20):128-151.
LIU Wei, LI Neng, ZHOU Biao, et al. Progress in ad?ditive manufacturing technology of complex structures and high-performance materials[J]. Journal of Mechani?cal Engineering,2019,55(20):128-151.
[2] DOMINGO-ESPIN M, TRAVIESO-RODRIGUEZ J A, JEREZ-MESA R, et al. Fatigue performance of ABS specimens obtained by fused filament fabrication[J]. Materials,2018,11(12):2521.
[3] 胡伟岳,廖文和,刘婷婷,等 . 熔融沉积成形制件表面粗 糙 度 预 测 模 型[J]. 中 南 大 学 学 报(自 然 科 学 版),2020,51(9):2460-2470.
HU Weiyue, LIAO Wenhe, LIU Tingting, et al. Sur?face roughness prediction model of fused deposition formed parts[J]. Journal of Central South University (Science and Technology),2020,51(9):2460-2470.
[4] NIDAGUNDI V B, KESHAVAMURTHY R,PRAKASH C P S. Studies on parametric optimization for fused deposition modelling process[J]. Materialsto?day: Proceedings,2015,2(4-5):1691-1699.
[5] HAMBALI R H, CHEONG K M, AZIZAN N. Analy?sis of the influence of chemical treatment to the strength and surface roughness of FDM[J]. IOP Conference Se?ries: Materials Science and Engineering,2017,210:012063.
[6] CHEN Lan, ZHANG Xinzhou. Modification the sur?face quality and mechanical properties by laser polishing of Al/PLA part manufactured by fused deposition mod?eling[J]. Applied Surface Science,2019,492:765-775.
[7] ABBOTT A C, TANDON G P, BRADFORD R L,et al. Process-structure-property effects on ABS bond strength in fused filament fabrication[J]. Additive Man?ufacturing,2018,19:29-38.
[8] OSKOLKOV A A, TRUSHNIKOV D N, BEZUK?LADNIKOV I I. Application of induction heating in the FDM/FFF 3D manufacturing[J]. Journal of Physics:Conference Series,2021,1730(1):012005.
[9] LI Zhixiong, ZHANG Ziyang, SHI Junchuan, et al.Prediction of surface roughness in extrusion-based addi?tive manufacturing with machine learning[J]. Robotics and Computer-Integrated Manufacturing, 2019, 57:488-495.
[10] 姜世杰,董天阔,陈丕峰,等 . 利用振动改善 FFF 薄板抗拉性能的实验研究[J]. 振动、测试与诊断,2021,41(1):150-156.
JIANG Shijie, DONG Tiankuo, CHEN Pifeng, et al.Experimental study on improving tensile properties of FFF thin plate by vibration[J]. Journal of Vibration,Measurement and Diagnosis,2021,41(1):150-156.
[11] FARAH S, ANDERSON D G, LANGER R. Physi?cal and mechanical properties of PLA, and their func?tions in widespread applications—a comprehensive re?view[J]. Advanced Drug Delivery Reviews, 2016,107:367-392.
[12] 姜世杰,陈丕峰,孙明宇,等 . 振动场下 FFF 热熔喷头内熔体表观黏度的理论研究[J]. 东北大学学报(自然科学版),2021,42(3):395-400.
JIANG Shijie, CHEN Pifeng, SUN Mingyu, et al.Theoretical study on the apparent viscosity of melt in?side the fused filament fabrication extrusion liquefier un?der vibration field[J]. Journal of Northeastern Universi?ty (Natural Science),2021,42(3):395-400.
[13] BELLEHUMEUR C, LI Longmei, SUN Qian, et al.Modeling of bond formation between polymer filaments in the fused deposition modeling process[J]. Journal of Manufacturing Processes,2004,6(2):170-178.
[14] 傅志红,魏灵娇,喻坚 . 入口速度振动对单管挤出口模 熔 体 流 动 的 影 响[J]. 塑 料 工 业 ,2014,42(4):43-47.
FU Zhihong, WEI Lingjiao, YU Jian. Effect of oscilla?tion of entrance velocity on polymer melt flow through extrusion dies with a single tube[J]. China Plastics In?dustry,2014,42(4):43-47.
[15] Li X G, Liu Y J, Li D X. Method of calculation of in?stantaneous shear stress of polymer melts extruding through a capillary under vibration[J]. Journal of Macro?molecular Science, Part B: Physics,2012,51(6):1228-1241.
[16] 姜世杰,胡科,陳丕峰,等 . 熔丝成型薄板表面粗糙度理 论 模 型 与 实 验 验 证[J]. 东 北 大 学 学 报(自 然 科 学版),2021,42(7):980-985.
JIANG Shijie, HU Ke, CHEN Pifeng, et al. Theoreti?cal model and experimental verification of surface rough?ness of fused filament fabrication plates[J]. Journal of Northeastern University (Natural Science),2021,42(7):980-985.
猜你喜欢
农机使用与维修(2017年1期)2017-02-07
中国新技术新产品(2017年1期)2017-01-20
科技视界(2016年26期)2016-12-17
价值工程(2016年29期)2016-11-14
考试周刊(2016年2期)2016-03-25
现代经济信息(2016年3期)2016-03-24
世界教育信息(2015年23期)2016-01-08
心理与行为研究(2015年2期)2015-10-12
心理技术与应用(2015年3期)2015-03-19