循环流化床锅炉水冷壁磨损原因分析及防磨措施实践与应用
2023-06-21 07:08李红春
盐科学与化工 2023年6期
李红春
(青海盐湖元品化工有限责任公司,青海 格尔木 816000)
1 前言
CFB锅炉炉膛水冷壁采用由鳍片管拼焊成管屏组成得膜式水冷壁,是锅炉重要的受热面,也是保证CFB锅炉高效运行的重要部件。针对锅炉受热面磨损情况,在实际工作中,逐渐摸索出了一套水冷壁防磨的多重组合措施,已经有效地控制了水冷壁爆管造成的非停事故,确保机组长期高效安全地运行。
2 水冷壁出现的磨损情况分析以及采取措施
2.1 炉膛水冷壁过渡区域的常规磨损原因分析及防磨措施
原因分析。CFB锅炉防磨的重点是密相区与稀相区耐火材料浇注与膜式水冷壁之间的交界面。密相区内水冷壁管上敷设了耐磨耐火材料,不会对水冷壁管产生磨损;稀相区物料浓度较低,且物料流向与水冷壁管方向一致,一般不会产生大的磨损。而在两者交界的区域内,造成水冷壁过渡区域磨损严重的主要原因为贴壁流速度高、贴壁流浓度大,炉膛内高速运动的物料颗粒不断对水冷壁进行冲刷和切削,最终导致水冷壁过渡区域磨损爆管。
采取措施。水冷壁金属喷涂+防磨梁。
(1)水冷壁金属喷涂。
喷涂涂层主要性能技术指标。
厚度,0.6 mm~0.8 mm左右,喷涂区域与未喷涂区域结合处要平滑过渡。
粒子速度,386 m/s、结合强度,≥55 MPa、硬度, HRC65、孔隙率,≤0.9%、基体温度,≤120 ℃。
工件变形性。不变形,不改变母材表面金相组织和理化性能。
封孔层,高温耐磨防腐专用封孔剂。
喷涂涂层表面质量要求:
①喷涂后外观表面光滑、平整、致密,不得有鼓泡、麻面、起皮、开裂、脱落、大熔滴、漏喷等缺陷。且涂层厚度达到设计要求,喷涂层使用寿命24个月。
②喷砂与喷涂每5 m2~6 m2间循环进行,喷涂采用先进、可靠的操作法,喷涂过渡区域宽度为
200 mm,边缘平滑过渡,无凹凸台阶。
③项目技术路线,见图1。
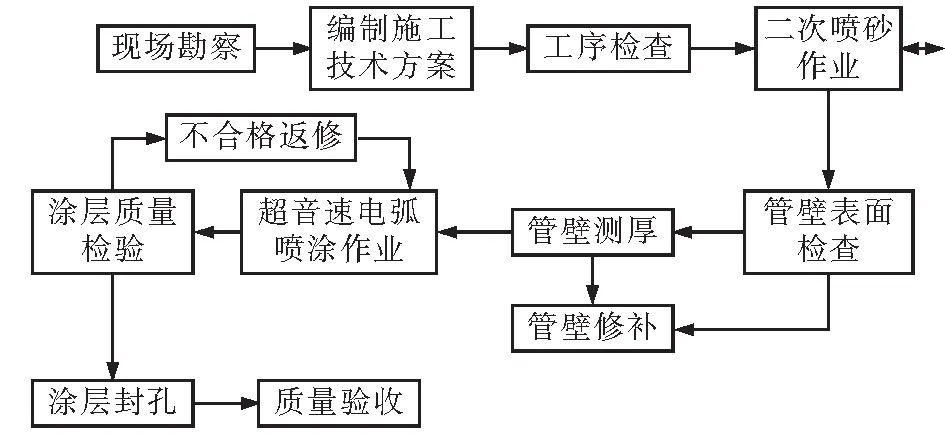
图1 技术路线图Fig.1 Technical roadmap
(2)防磨梁技术。
喷涂结束之后 , 在离水冷壁让管处浇注料的根部往上0.8 m制作第一道横梁 ,再在第一道横梁往上1.0 m制作第二道横梁,再在第二道横梁往上1.2 m制作第三道横梁,即可满足防护要求。
该防磨装置由销钉和耐火耐磨浇注料形成凸台,并通过销钉将凸台固定在水冷壁上;凸台沿水冷壁高度方向以一定间距水平或倾斜多阶布置。
技术特点。贴壁流速度显著降低;贴壁流浓度显著降低。
实施效果。锅炉在水冷壁过渡区域均实施了水冷壁金属喷涂+防磨梁的防磨措施,详细介绍见表1。

表1 CFB锅炉不规则区管壁的防磨措施实践简介Tab.1 Introduction to practice of anti wear measures for irregular zone pipe wall of CFB boiler
这些锅炉在实施上述防磨措施后,均未见因安装防磨装置后而带来其他问题,如锅炉出力下降等,并且到目前为止“炉膛水冷壁过渡区域”均未再出现磨损爆管而导致机组非停现象。
2.2 常见不规则区管壁的磨损
原因分析。锅炉水冷壁规格型号Φ60×5、材质20G,中部水冷壁前后墙管屏拼接处在标高19 050 mm、两侧墙管屏拼接处在标高21 640 mm。锅炉在项目安装时,现场安装质量差,未完全达到安装工艺要求,主要表现在:鳍片局部突起、凹陷、水冷壁焊缝未打磨平整、 水冷壁上有销钉、钢筋、吊装孔板等突起物,导致这一区域在长时间运行过程中,出现了严重的偏磨现象,减薄值几乎接近最小设计壁厚值。
采取措施。(1)搭设炉膛满堂架对锅炉水冷壁进行全面检查、测厚;(2)对炉膛中部水冷壁管屏拼接处鳍片凸起、鳍片凹陷的部位组织检修人员进行打磨平滑和补焊齐平、打磨清除项目遗留的钢筋、吊装孔板等凸起物;(3)管屏拼接处局部偏磨的水冷壁管用J507焊条进行堆焊修补表面处理,在堆焊时用小电流、多层堆焊的方法,用三层堆焊达到原水冷壁管从而达到Φ60×5 mm的厚度,最后一层用磨光机仔细修磨使堆焊处与原管平滑过渡。由于焊接修复后的数量多,组织检修力量全方位无死角进行打磨,确保每一处都能够合格,同时参考了“防磨梁的”优点与制作方法,在中部水冷壁管屏拼接焊缝处加装一道防磨梁(宽度150 mm)对拼接的焊缝进行覆盖,从而彻底解决了四周炉墙漏灰现象以及消除了水冷壁爆管的隐患。
2.3 炉膛四个角部区域的磨损
原因分析。炉膛四个角部也是循环流化床锅炉磨损较严重的区域,炉膛四个角落区域的管壁磨损原因是角落区域由于相临的两侧模式壁边壁层相互重合和影响,使流向发生变化,对水冷壁形成冲刷。其次,四角区域沿壁面向下流动的固体物料浓度比较高,在安装过程中水冷壁管在锅炉炉角处衔接时,由于鳍片局部缝隙过大而添充钢筋焊补 ,结果焊补钢筋突出 ,导致沿壁面向下流动的固体物料撞击突出部位产生扰动 ,扰流加速磨损相邻两管侧壁。
采取措施。对锅炉两侧墙与前墙交接处在标高41 667 mm以下及两侧墙与后墙交接处在标高30 632 mm以下截止至下部销钉区域标进行金属防磨喷涂处理;对炉膛角部的几根水冷壁管进行沿高度方向全部敷设耐磨浇注料,解决角部的严重磨损问题。(1)浇注料施工后要保持直角形状(2)浇注料两侧结束处要做成斜面,并与水冷壁管外径相切(防止再次产生角部效应)。实施效果见表2。

表2 CFB锅炉角部区域防磨措施实践简介Tab.2 Introduction to the practice of anti wear measures in the corner area of CFB boiler
2.4 炉内挂屏受热面穿墙处炉衬截止线的磨损问题
原因分析。锅炉炉膛内部布置六片屏式过热器和四片水冷蒸发屏,通过集箱吊杆悬吊于炉膛上部靠近炉膛前墙处安装。这10组“挂屏”于炉膛穿墙区域的管壁处采取敷设耐磨耐火浇注料防磨措施,但是由于目前锅炉用煤煤质发生变化,飞灰颗粒浓度增大,受热面磨损随着煤质变化而发生不同程度的变化,尤其是这10组“挂屏”于炉膛穿墙区域管壁的耐磨耐火浇注料“炉衬”收尾处而发生异常的剥落、平滑竖直的“截止线”局部形成了“锯齿”,造成了此处穿墙区域的水冷壁管异常的局部涡流灰分冲刷现象。
原设计节点图“浇注料”截止线是覆盖在管子中心线并呈45°角,这种设计下的边缘线太薄、强度不够、粘结力不强,运行过程中容易部分脱落,出现不规则边缘线之后就加剧了管子周边局部涡流引起的磨损。
采取措施。优化“炉衬截止线”设计,截止线扩展到水冷壁管与水冷壁管的密封条中间,按这样设计施工后的浇注料“边缘线”平滑竖直,厚度增加、强度增强,粘结力更强。
实施效果见表3。

表3 CFB锅炉挂屏受热面穿墙处炉衬截止线区域防磨措施实践简介Tab.3 Introduction to the practice of anti wear measures in the cutoff line area of the lining at the wall passing heating surface of CFB boiler hanging screen
3 结论
CFB锅炉水冷壁防磨措施有很多种,这些措施可以使水冷壁得到一定的保护,文章从实际出发介绍的防磨措施则是从根本上解决了炉膛水冷壁磨损的方法,随着循环流化床锅炉技术的创新和升级,相信会有更多的有效的防磨组合,也只有从现场问题出发来解决问题,才能从根源上解决问题。
猜你喜欢
中国铁路(2022年8期)2022-09-22
轻兵器(2022年3期)2022-03-21
工程技术与管理(2021年19期)2021-11-29
机械制造文摘(焊接分册)(2018年3期)2018-08-08
火控雷达技术(2016年3期)2016-02-06
火控雷达技术(2016年2期)2016-02-06
山东医药(2015年13期)2016-01-12
上海金属(2015年6期)2015-11-29
上海金属(2015年2期)2015-11-28
设备管理与维修(2014年8期)2014-12-25