
基于作物力学特性的甘蔗收割机参数优化与田间试验
2023-06-09 03:29刘丽敏陈建能张雪恒
浙江农业学报 2023年5期
刘丽敏,任 萍,陈建能,张雪恒
(1.浙江经济职业技术学院 汽车技术学院,浙江 杭州 310018; 2.余姚市农业机械化技术推广中心,浙江 余姚 315402; 3.浙江理工大学 机械工程学院,浙江 杭州 310018)
甘蔗是浙江义乌的主要经济作物之一。近年来,义乌市从事甘蔗种植的人数不断上升。作为制作红糖的重要原料,甘蔗生产也深刻影响着当地红糖产业的发展。据统计,义乌当地的红糖产量超过6 800 t·a-1,涉及上百个下游公司,相关从业者约50 000人,年产值4亿多元[1]。当前,义乌市的甘蔗种植业以人工收割为主;但随着适龄劳动力的流失,农业劳动力短缺问题日渐显现。要促进义乌红糖产业的持续健康发展,通过机械化生产来克服甘蔗收割过程中劳动力短缺、作业效率低和生产成本过高的问题势在必行。
义乌现有的甘蔗种植区多位于丘陵地貌之上,田间道路狭窄,且多呈阶梯式分布,地块相对较小。当地的红糖生产为了保持特色,其种植模式多以单个农户为主。在种植管理模式上,也较为传统,并没有形成标准化的种植管理模式。受制于上述因素,目前市场上的中大型甘蔗收割机难以适用于义乌当地的甘蔗收割;因此,有必要针对义乌的甘蔗种植开发适用的微型甘蔗收割机。由于微型甘蔗收割机主要是针对丘陵地带上单个农户甘蔗地的收割而设计的,故其动力宜采用小型的柴(汽)油机。受此限制,如何合理分配动力就成为了微型甘蔗收割机设计的关键。目前,剪切式收割器常用的设计方法是根据工作速度、工作宽度、切割功比等来进行计算,其中,切割功比多采用的是经验值。为提升设计精度,特开展试验,深入研究甘蔗的物理特性,建立仿真模型,并针对关键参数进行优化。具体地,首先,将甘蔗分成甘蔗皮和甘蔗芯,分别获取其力学特性参数,克服甘蔗切割过程动力学分析中力学特性参数缺失的问题;然后,通过动力学仿真和正交仿真试验分析,得出甘蔗收割较优的工作参数组合;最后,基于正交试验所得的参数组合,完成手扶式甘蔗收割机的研制,并通过田间试验验证其功效。
1 甘蔗物理特性参数测试
1.1 试验对象
义乌红糖生产中最主要的甘蔗品种是粤糖54-474。为了得到更加准确和更具针对性的数据,试验所用甘蔗均采自义乌核心产糖区,具有较强的代表性。
1.2 物理特性参数测试
切割刀具的切割方式为沿甘蔗种植垄顶切割甘蔗,故取甘蔗根部土上一节进行测量。随机抽取甘蔗,取其根部,以甘蔗根部地上和地下分界面为中心点截取50 mm长度,其中5根用于制作含水率干燥试件,经测定,其平均含水率为79%,其余5根用于制作甘蔗皮和甘蔗芯试件。
1.2.1 甘蔗皮拉伸试验
制作的甘蔗皮试件的尺寸为50 mm×1 mm×0.2 mm。将甘蔗皮试件固定在拉伸夹具上,安装于济南文腾试验仪器有限公司出品的WDE-50E型电子万能材料试验机上,设置加载速度10 mm·min-1,开展拉伸试验(重复5次),至试件被拉断,测定拉伸过程中的拉伸力和位移变化曲线(图1)。
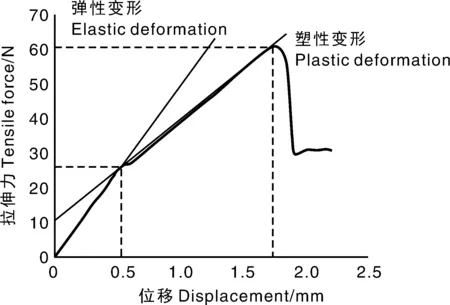
图1 拉伸力和位移变化曲线Fig.1 Variation curves of tensile force and displacement
在甘蔗皮被拉伸的过程中,会发生弹性变形和塑性变形,其中,弹性变形的过程较为短暂,其线性斜率即为甘蔗表皮的弹性模量。因甘蔗表皮具有黏连性和长纤维结构,在塑性变形的屈服阶段,会呈现出明显不同于金属材料的介于弹性和塑性变形的特殊屈服阶段,其线性斜率即为甘蔗表皮的切线模量[2]。经测定,甘蔗皮的弹性模量E、切线模量Et和屈服极限σs分别为5 660、3 935、125 MPa。
1.2.2 甘蔗芯压缩试验
取甘蔗根部用于制作甘蔗皮试件的同一节的中间段甘蔗制作甘蔗芯试件,尺寸为20 mm×10 mm×20 mm。将甘蔗芯试件固定在拉伸夹具上,设置加载速度10 mm·min-1,开展压缩试验,测定压缩过程中的压缩力与位移变化曲线(图2),当位移大于10 mm时停止加压。经测定,甘蔗芯的弹性模量E、切线模量Et和屈服极限σs分别为9.66、4.46、1.28 MPa。
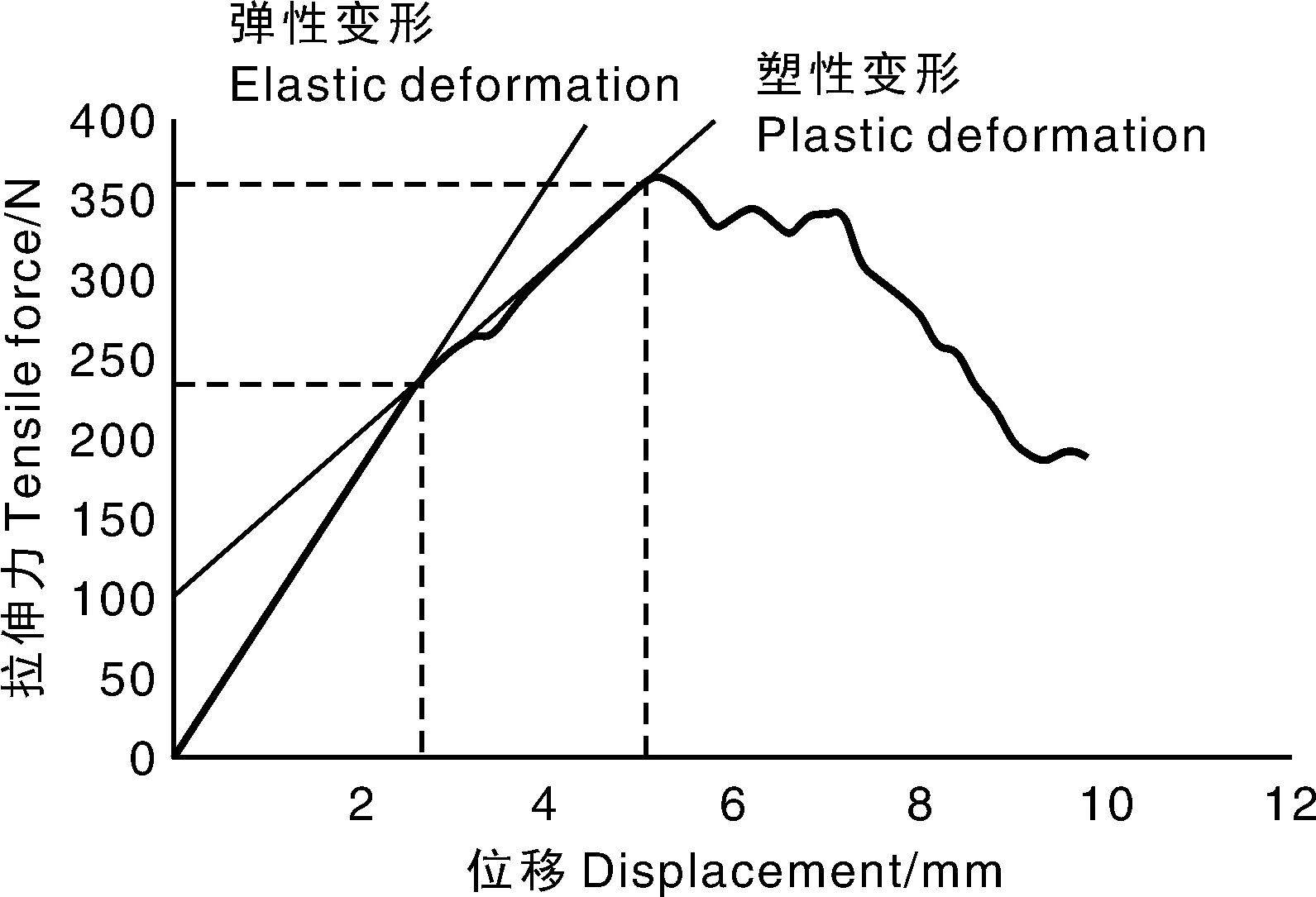
图2 压缩力和位移变化曲线Fig.2 Variation curves of compression force and displacement
2 甘蔗切割过程有限元仿真分析模型的建立与验证
2.1 甘蔗与切割刀具实体模型的建立
2.1.1 三维模型建立
采用三维建模软件Solidworks 2019创建切割刀具和甘蔗试件的实体模型(图3)。通过对一年生甘蔗地上第一节直径的测量统计,设定甘蔗模型的直径为45 mm,切割高度为30 mm,表皮厚度为0.2 mm。切割刀具为双层锯齿状刀具,下层刀具为定刀片,上层刀具为动刀片,通过上层刀具的左右往复移动与定刀片形成剪刀叉,实现对甘蔗的切割。由文献[2]可知,切割甘蔗时,刀具夹角一般需小于45°以确保甘蔗茎秆被刀具夹住,故在建模时选取切割夹角为30°。
图3 甘蔗切割模型示意图Fig.3 Diagram of sugarcane cutting model
2.1.2 材料参数设定
不同品种的甘蔗,其力学特性参数有一定的差别[3]。与甘蔗芯相比,甘蔗皮较薄,两者的力学性能也有很大的差别。在切割甘蔗时,甘蔗的轴向应变较小;因此,为便于建模,将甘蔗皮和甘蔗芯定义为两种各向同性的塑性材料[4],其塑性随动模型如下:
(1)

刚体材料模型在动力学求解中可以减少大量的运算时间,且可以约束坐标系中X、Y、Z方向上的转动和移动,简化有限元分析软件ANSYS的前期数据处理。因刀具在切割甘蔗过程中的形变相对甘蔗茎秆来说极小,故在仿真分析时将刀具设置为刚体[4]。
将甘蔗皮、甘蔗芯、切割刀具(65Mn)的材料力学特性参数整理于表1,用于定义ANSYS分析中engineering data模块的材料参数。此外,采用浸液法测定甘蔗的密度(1 050 kg·m-3)。另经测定,甘蔗的径向泊松比为0.419[5],65Mn的泊松比为0.30。

表1 用于仿真建模的各项材料的力学特性参数Table 1 Mechanical properties parameters of materials for simulation modeling
2.1.3 前期处理
在有限元仿真试验开始之前,需要设置各模型表面的接触类型。为保证切割系统中各个模型不出现侵蚀破坏现象,定义接触类型为点面接触的侵蚀类型[6]。将甘蔗芯和甘蔗皮之间的接触类型设置为固定连接,切割刀具和甘蔗接触面的接触类型设置为有摩擦接触。为模拟甘蔗茎秆埋入土中的情况,选取甘蔗模型的底部设置全约束。
在建立的甘蔗切割有限元模型坐标系中,切割刀具的往复切割方向为X方向,前进方向为Y方向,垂直于地面的为Z方向。动刀片限制Z方向上的移动和X、Y、Z方向上的转动,定刀片限制X、Z方向上的移动和X、Y、Z方向上的转动。在实际收割甘蔗的工况中,动刀片的往复移动速度和机器前进速度基本保持恒定,所以在设置初始条件时,赋予动刀片沿X轴和Y轴方向恒定的速度,用以模拟动刀片往复切割甘蔗和机器的前进;赋予定刀片沿Y轴方向恒定的速度,用以模拟定刀片随着机器前进。具体地,将动刀片的往复速度和机器前进速度均设置为0.6 m·s-1。
2.2 模型验证
为验证所设定材料参数的可靠性,设计了基于电子万能材料试验机和ANSYS Workbench 2021仿真平台分析软件的验证对比试验。
供试甘蔗茎秆直径45 mm,刀具切入速度60 mm·s-1,切断甘蔗茎秆后停止加压。同时,采用前述力学特性参数开展仿真试验。结果显示,4次实际切断力的试验数据与仿真切断力的数据变化趋势基本一致(图4),仿真切断力的平均值为478.1 N,实际切断力的平均值为456.2 N,两者相差为4.6%,说明仿真模型与实际试验的吻合度较高,可以作为后续参数优化的理想仿真模型。
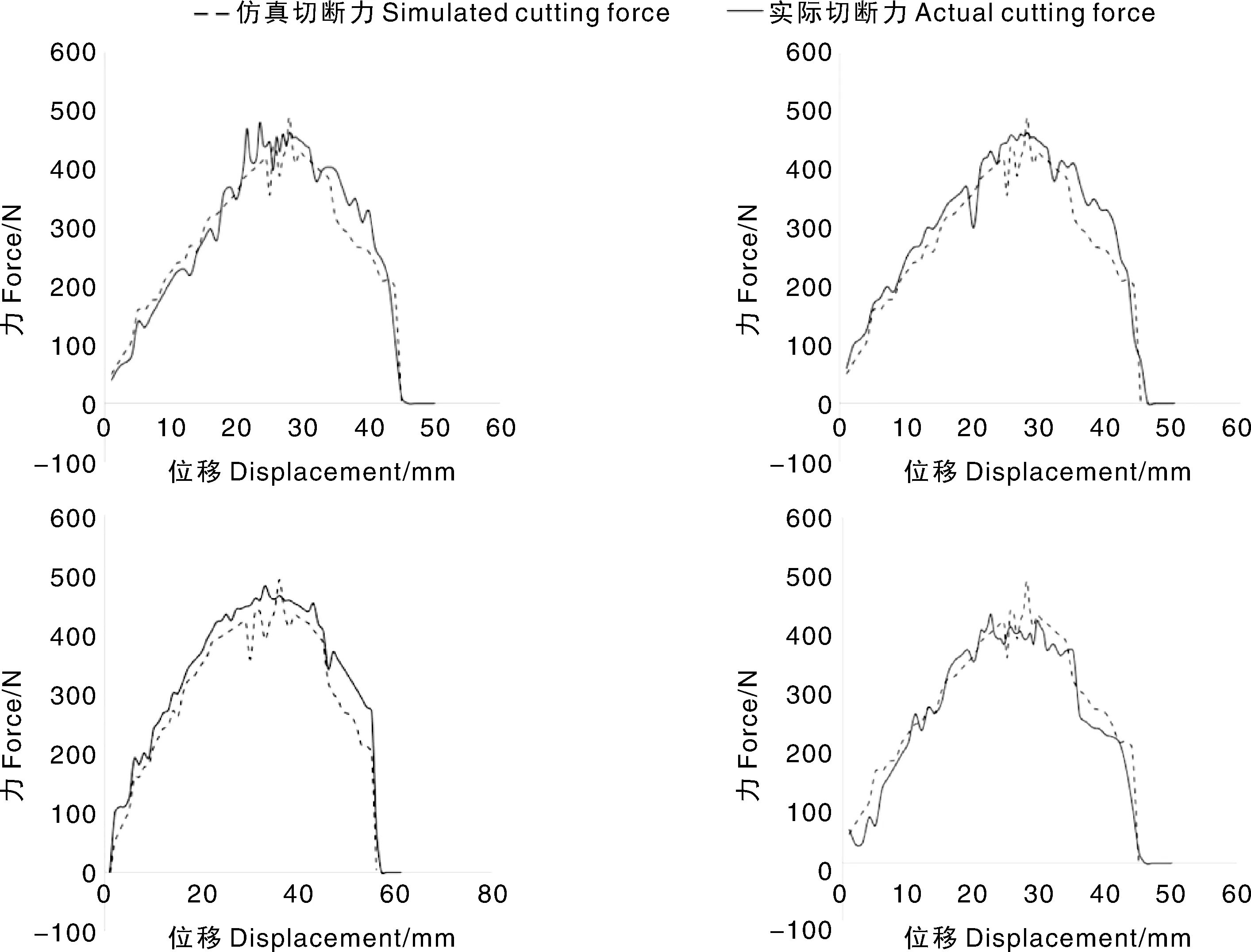
图4 实际切断力与仿真切断力的对比曲线Fig.4 Comparison of real cutting force and simulated cutting force
2.3 仿真过程分析
将输出中的“Equally Spaced Points”设为40,对甘蔗切割过程进行仿真(图5)。具体地,可分为3个阶段:第一阶段,动刀片开始接触甘蔗表面,此时甘蔗皮开始破损;第二阶段,动刀片切割至甘蔗茎秆直径1/2处,此时甘蔗皮撕裂;第三阶段,动刀片完全切断甘蔗茎秆。
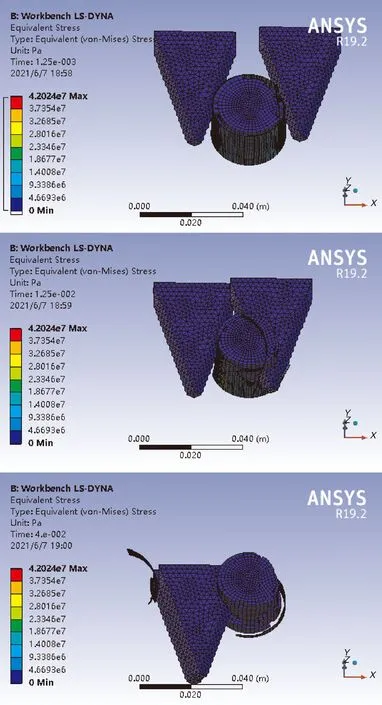
a,动刀片接触甘蔗;b,动刀片切割甘蔗;c,甘蔗被切断。a, Moving blade touching sugarcane; b, Moving blade cutting sugarcane; c, Sugarcane was cut.图5 甘蔗切割过程的仿真照片Fig.5 Photos of simulation of sugarcane cutting process
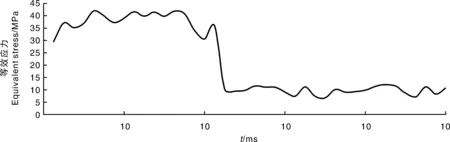
图6 甘蔗切割过程中的等效应力曲线Fig.6 Equivalent stress curve during sugarcane cutting
等效应力作为切割过程中的一项重要指标,间接反映了割刀的切割质量。切割过程中的等效应力越小,切割质量越高,甘蔗破头率和损失率越低。为此,在动力学仿真过程中选择等效应力作为反映切割质量的评价指标[4]。仿真结果显示,经过0.021 5 s甘蔗被切断后,由于系统中存在摩擦力,等效应力在10 MPa附近波动。切割过程中,等效应力的峰值为43 MPa。在本研究中,切割刀片的材料选择的是65Mn,其屈服强度超过375 MPa,大于切割过程中等效应力的峰值,符合强度要求。
3 基于正交试验的参数优化
3.1 试验设计
在切割甘蔗的过程中,有许多因素影响着切割效率,主要包括切割刀具动刀片的平均切割速度、收获作业速度、切割刀具夹角、刀刃倾角、甘蔗直径等。切割功率是指切割器上的刀片切割甘蔗时所消耗的功率。破头率与切割功率呈线性正比关系,切割功率越大,则破头率越大[7]。在切割系统设计中,等效应力即反映了所需的切割功率,故可将其作为评判甘蔗切割效率的重要指标,同时也可反映甘蔗破头率和损失率等情况。当仿真过程中的最大等效应力达到试验条件下的最小值时,所设计的切割器所需功率最低,既能满足切割工作需要,又能实现最低的破头率,可认为各项工作参数达到最优组合。
为了得到最优的甘蔗收割机工作参数,将切割系统中的最大等效应力作为性能检验指标,利用前文构建的仿真模型,开展3因素3水平的正交试验[8],以切割系统中的等效应力作为试验响应值,进行仿真优化。选定的3因素分别为刀具往复速度(即刀具平均切割速度,v2)、工作速度(即收获作业速度,v1)、刀具夹角(即切割刀具的夹角,θ),这3个因素对应于1、2、3水平的设定值分别为0.6、0.7、0.8 m·s-1,0.6、0.8、1.0 m·s-1,30°、35°、40°。
3.2 试验结果与分析
按照拟定的正交试验方案(表2)进行试验,其中,第4列被设为空列,用以估计系统误差[9]。
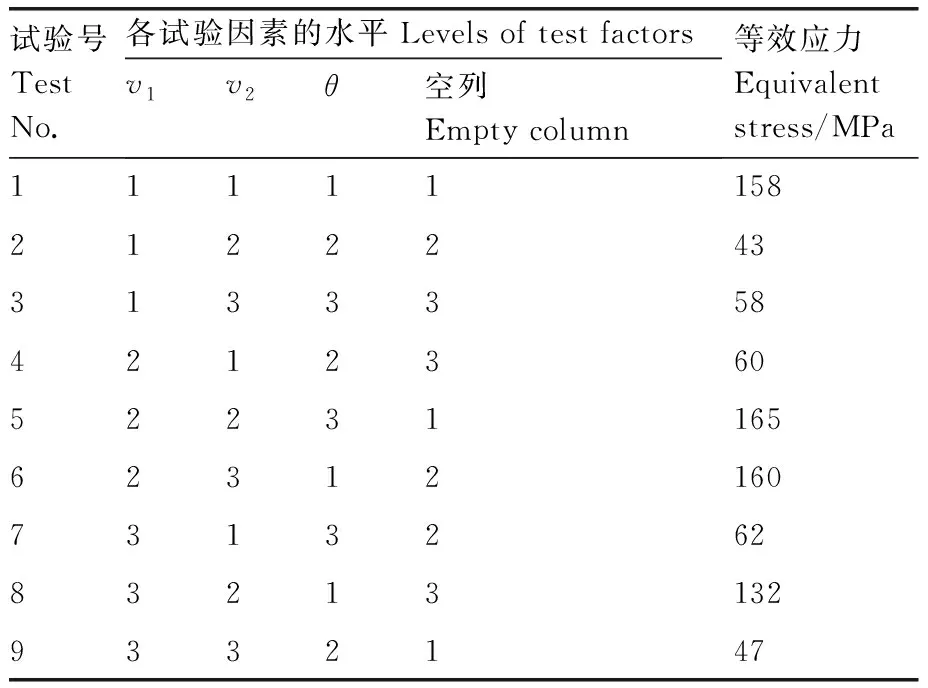
表2 正交试验的设计方案与结果Table 2 Orthogonal experiment design and results
方差分析结果显示,选定的3个因素对等效应力均具有显著(P<0.05)影响。综合分析,各因素对等效应力的影响程度从小到大依次为刀具往复速度<工作速度<刀具夹角。
正交试验中的单因素响应分析能反映各因素对响应值的影响趋势[10-11]。随着这3个因素设定值的增大,其响应值(即等效应力)均呈先减小后增大的变化趋势(图7)。综合极差分析和响应值变化曲线,得出本研究中正交试验的最优参数组合为:v1=0.6 m·s-1,v2=0.6 m·s-1,θ=35°。
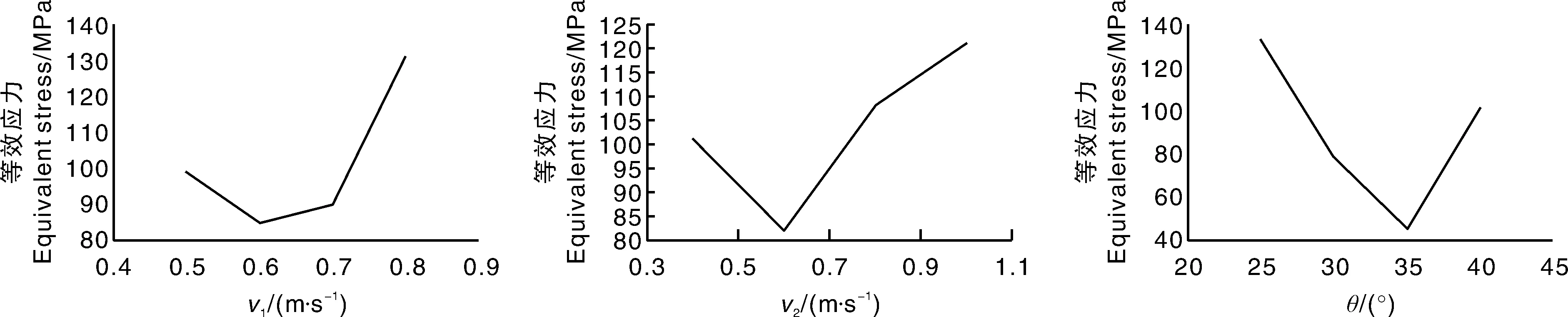
图7 工作速度、刀具往复速度、刀具夹角对等效应力的影响Fig.7 Influence of working speed, tool reciprocating speed and tool angle on equivalent stress
4 手扶式甘蔗收获机样机研制与田间效果试验
4.1 样机研制
以前文得出的最优工作参数组合为理论依据,完成各个零件的设计加工和整机装配。整机工作流程包括:1)行走机构驱动机器前进;2)扶禾器和喂入机构将甘蔗拨入定向输送通道;3)往复式刀具切断甘蔗茎秆;4)定向输送机构作用于甘蔗,使其倒伏于田垄一侧。
具体地,手扶式甘蔗收割机由动力系统、传动系统、切割系统、定向输送系统、收集系统等组成(图8)。其动力源置于悬架后侧,通过双十字型万向节联轴器将动力传递至悬架,并通过减速器将输出轴转速调整至合适的水平。经减速器调速后,动力分成两路:一路通过链传动传输至悬架左侧主轴上,带动拨禾器上3组拨指链条工作,其中位于顶部的链轮选择双排链,在带动拨齿链条工作的同时,也将动力传输到拨禾器喂入上拨轮上,完成拨禾与扶禾功能;另一路动力通过水平型曲柄连杆式机构实现刀具的往复运动。发动机经过减速器增大力矩,将动力传递给曲柄,曲柄转动带动连杆运动,使得滑块和与其固连的动刀片作往复运动。

1,推蔗盘;2,行走轮;3,变速箱;4,动力源5,配重架;6,转向扶手;7,拨禾器拨指链条;8,悬架;9,拨禾器喂入上拨轮;10,拨禾器传动主轴;11,扶禾架;12,减速器;13,往复式刀具;14,动力输入轴;15,扶禾器。1, Push tray; 2, Walking wheel;3, Gearbox; 4, Drive power ; 5, Counterweight frame; 6, Steering handrail; 7, Dial finger chain; 8, Suspension; 9, Upper wheel of feeding mechanism; 10,Reel drive spindle; 11, Stacking frame; 12, Reducer; 13, Reciprocating tool; 14, Power input shaft; 15, Grain holding machine.图8 整机装配示意图Fig.8 Schematic diagram of assembly
4.2 田间试验
4.2.1 试验条件与材料
为了验证本研究设计的微型甘蔗收获机的作业性能,在义乌市义亭镇青肃村甘蔗种植区开展田间试验,其田间工况如图9所示。试验材料为粤糖54-474甘蔗,整株长度(包括蔗尾)为2 500~3 200 mm,种植密度为8~10根·m-1。

图9 田间试验工况Fig.9 Field test conditions
4.2.2 试验方案
设定甘蔗收割作业样机的功率为6.5 kW,选用Ⅱ档速度收割甘蔗,控制机器工作速度为0.6 m·s-1,收割方式为土上切割。收割4组甘蔗,每组3 m,总长12 m,甘蔗总根数101根。
数出每组甘蔗的总数N,破头的甘蔗数N1和按规定方向倒伏的甘蔗数量N2,测量每组的留茬高度和有效榨糖长度,计算每组的破头率(N1/N)、定向铺放率(N2/N)、平均留茬高度L1、平均有效榨糖长度L和甘蔗损失率(L1/L)。
4.2.3 试验结果与分析
经测定,4组试验的破头率均在10%以下(分别为8.0%、4.0%、8.0%、7.6%),平均破头率为6.9%。检查与分析发现,甘蔗切口很少发生破损与扭断现象,切割效果良好,可满足收割甘蔗的技术要求。4组试验甘蔗的平均定向铺放率为91%,且收割机在作业过程中未出现定向输送通道堵塞的情况,基本符合甘蔗收割要求[12]。4组试验的甘蔗损失率均在2%以下(分别为1.1%、1.8%、1.3%、1.4%),总平均损失率为1.4%,亦符合相应的技术要求[12]。
5 结论
本研究以甘蔗皮和甘蔗芯为试验,进行力学性能测试。经测定,甘蔗皮的弹性模量E=5 660
MPa,切线模量Et=3 935 MPa,屈服极限σs=125 MPa;甘蔗芯的弹性模量E=9.66 MPa,切线模量Et=4.46 MPa,屈服极限σs=1.28 MPa。利用Workbench软件,根据测得的力学特性参数,简化甘蔗皮、甘蔗芯和刀具模型,进行甘蔗切割过程的动力学仿真。基于构建的模型,针对工作速度、刀具往复速度、刀具夹角对刀具所受最大等效应力的影响,设计3因素3水平正交试验,得到最优的工作参数组合:收获作业速度0.6 m·s-1,刀具平均切割速度0.6 m·s-1,切割刀具夹角35°。以得出的最优工作参数组合为理论依据,研制手扶式甘蔗收割机,开展田间试验,破头率、定向铺放率、损失率分别为6.9%、91%、1.4%,符合甘蔗收割的农艺要求。
猜你喜欢
儿童故事画报·自然探秘(2022年12期)2022-11-24
基层中医药(2021年3期)2021-11-22
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年11期)2019-12-04
小猕猴学习画刊(2019年8期)2019-09-16
制造技术与机床(2018年10期)2018-10-13
特别健康(2018年3期)2018-07-04
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
工业设计(2016年4期)2016-05-04
