
某车型翼子板模具典型问题的整改方法
2023-06-03 10:00:18刘玉山查向阳赵雷濮丹丹奇瑞商用车安徽有限公司
锻造与冲压 2023年10期
文/刘玉山,查向阳,赵雷,濮丹丹·奇瑞商用车(安徽)有限公司
本文重点对汽车钣金覆盖件(翼子板)模具影响装车质量及扣分值的典型问题进行分析。通过对模具的改进、维修,使制件满足质量要求,问题的解决过程可以为现场维修人员在应对该类问题时提供一定的借鉴。
左/右翼子板在汽车覆盖件开发中的难易程度仅次于侧围外板,由于属于活装件在整车匹配中与前大灯、前保险杠、发盖、侧围及前门等制件匹配,对制件的尺寸及面品有非常高的要求,尤其是制件的尖角部位是最易产生问题且难以解决的。
由于翼子板的结构特性,模具开发过程中在SE分析、工法及结构设计上要重点考虑这些拐角处的质量,后期钳工调试整改的技能也会导致该处质量问题产生。下面就列举2 处影响整车装配(AUDIT 审核B类问题)整改的方法。翼子板单件问题点及整车匹配实物缺陷见图1。
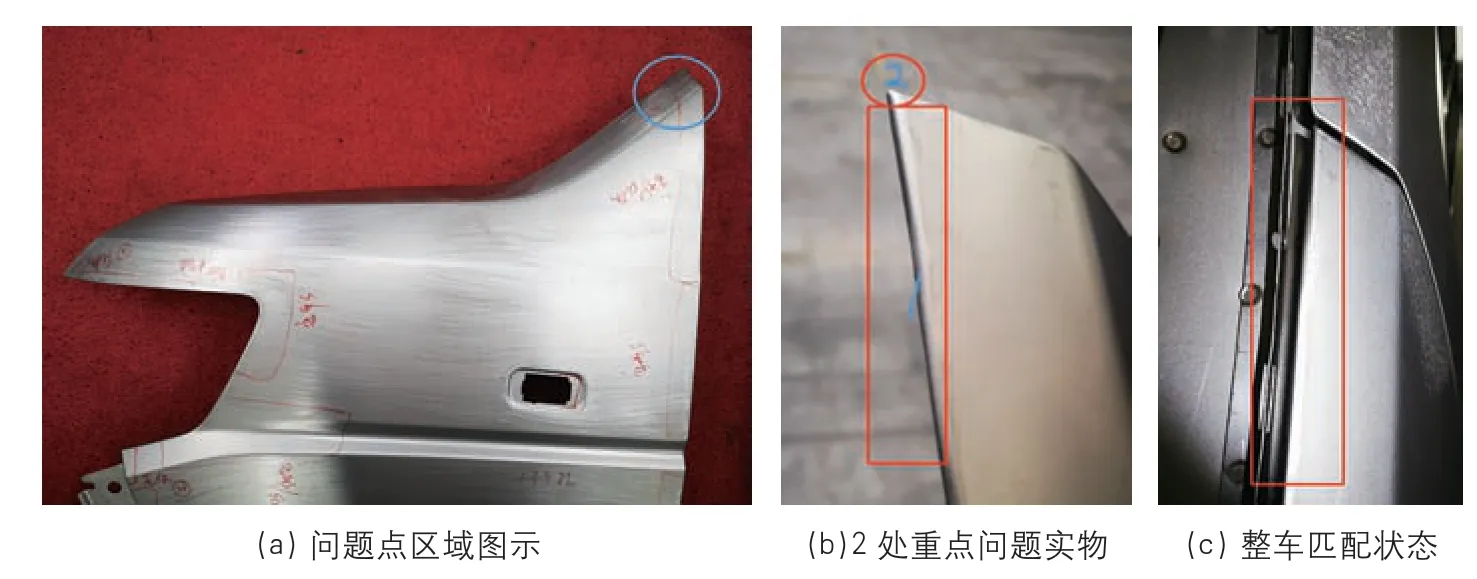
图1 翼子板单件问题点及整车匹配实物缺陷
问题点1:具体产生的原因及整改方法
问题描述:制件棱线不顺,圆角大小不一致,影响美观,翼子板棱线不顺实物缺陷见图2。
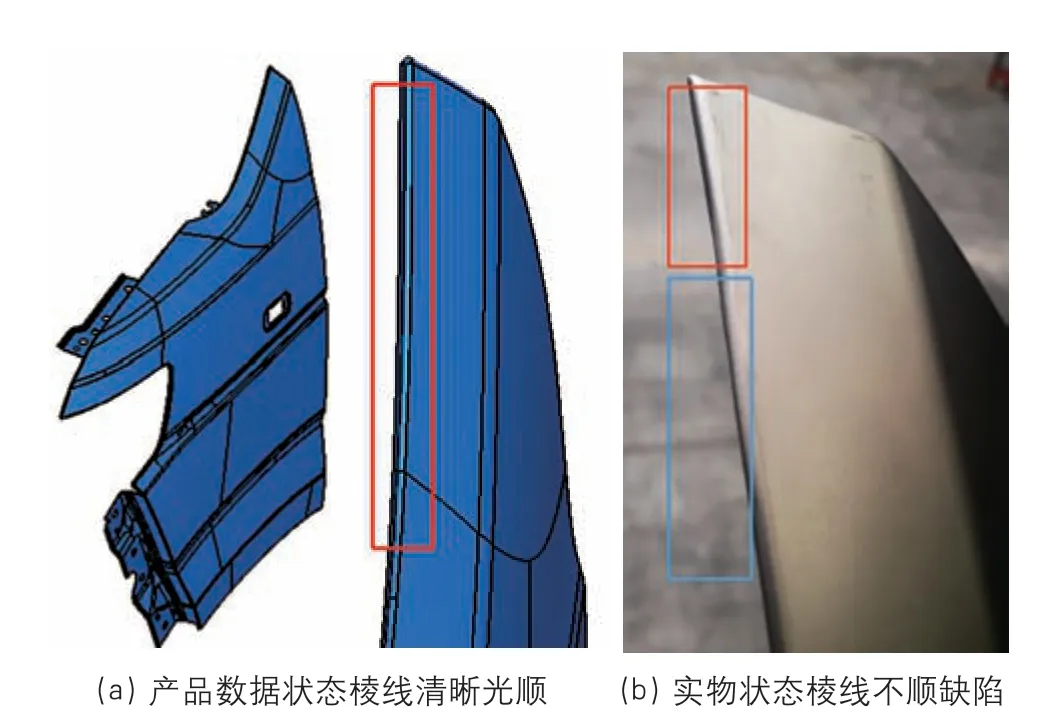
图2 翼子板棱线不顺实物缺陷
从图3 所示的模具工艺及结构可以看出,产生棱线不顺的问题主要是由于OP30 侧翻边与OP50 侧翻边的交刀处的两道工序的棱线错位造成,通过对现场模具的实物测量,OP50 棱线圆角达到1.8mm(OP30翻边凸模圆角为0.85mm),两道工序的圆角在尺寸上存在差异。
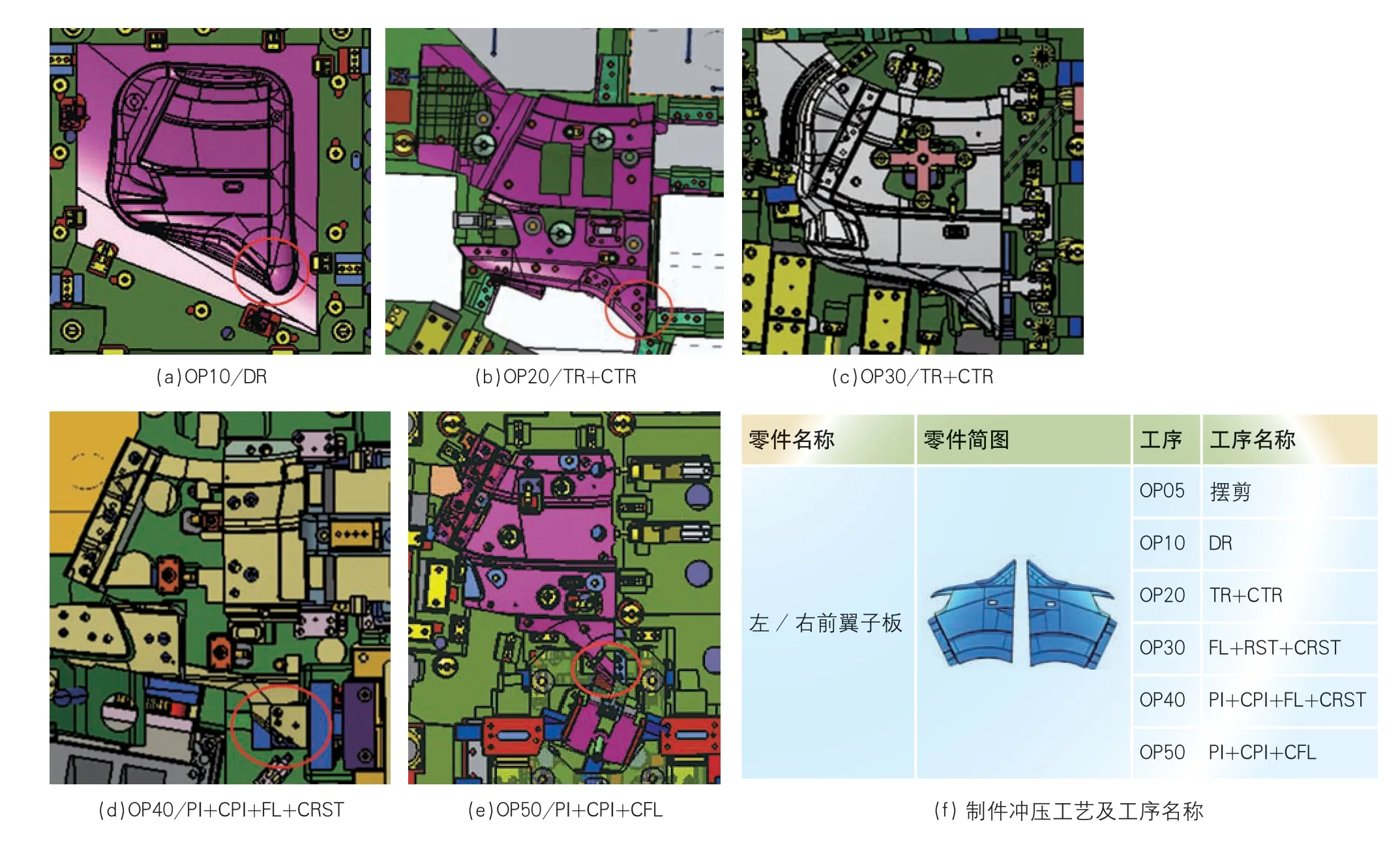
图3 模具各工序结构
现场整改方案
⑴对OP50 凸模R 角进行补焊维修,确保OP50的R 角与OP30 一致(注意,目前线下焊接主要为两种:电弧焊与氩弧焊,由于电弧焊的电流大,使焊接容易出现塌角及砂眼,且焊接R 角的质量不容易控制;氩弧焊由于氩气的保护,能够更好地控制焊接质量,所以这里首选氩弧焊),这里重点要注意两道工序的R 角大小要一致。图4 为OP50 翻边棱线凸模补焊维修后照片。

图4 OP50 翻边棱线凸模(补焊维修后)
⑵线下将OP30 工序件放在OP50 模具凸模上(将斜楔推到工作状态),研配两道工序的接刀,如图5所示。
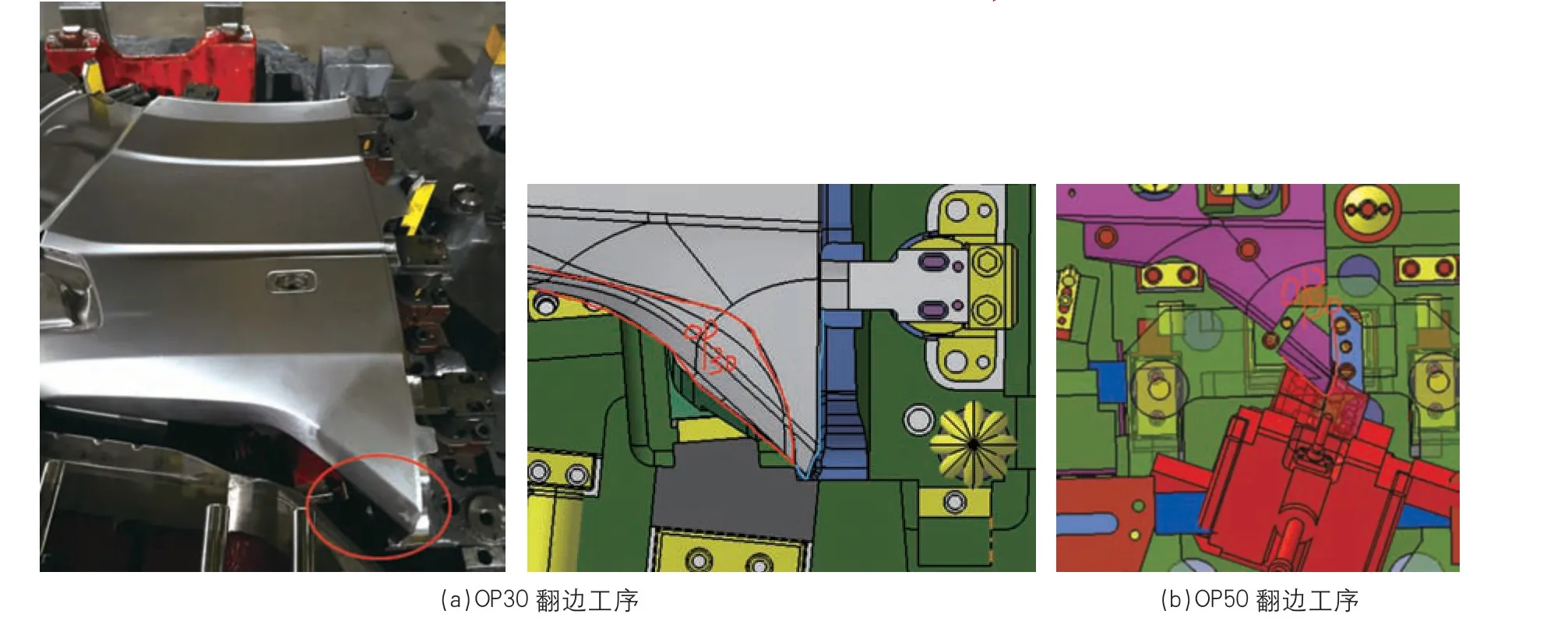
图5 翻边棱线两序结构
通过对OP30、OP50 工序凸模R 角及交刀部位的维修,研合制件棱线使质量满足产品要求,如图6所示。
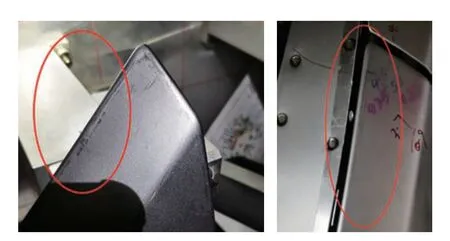
图6 零件更改完成后满足质量要求
问题点2:制件圆角处过尖,影响匹配质量及美观;
问题描述:如图7 所示,制件圆角处过尖,影响匹配质量及美观。

图7 圆角处包边尖角缺陷

图8 制件尖角问题模具维修
通过图3 所示的模具工艺及结构可以看出,包边尖角的问题主要是由于OP20 修边与OP50 包角产生。料边的多少对能不能包成圆角至关重要,同时,OP50 包角尺寸及间隙直接影响包边的美观及圆角的尺寸。
针对该类问题,我们首先维修OP50 包边的间隙及包边圆角两侧的尺寸,确保圆角两侧间隙均匀,且能够包出漂亮的圆角(模具补焊选用氩弧焊);在OP50 工序维修合格后,再调整OP20 的修边料边尺寸,通过补焊刀口,并调整圆角两侧及尖头的料边,确保翻边时不多料、少料(图7 出现的尖角问题主要是OP20 少料导致,圆角尖端少料导致两侧翻边后前端无法翻边无法触料,导致圆角不顺)。
如图9 所示,通过对OP20 修边线的更改及OP50包角间隙的调整,制件圆角满足质量及装车匹配的要求。
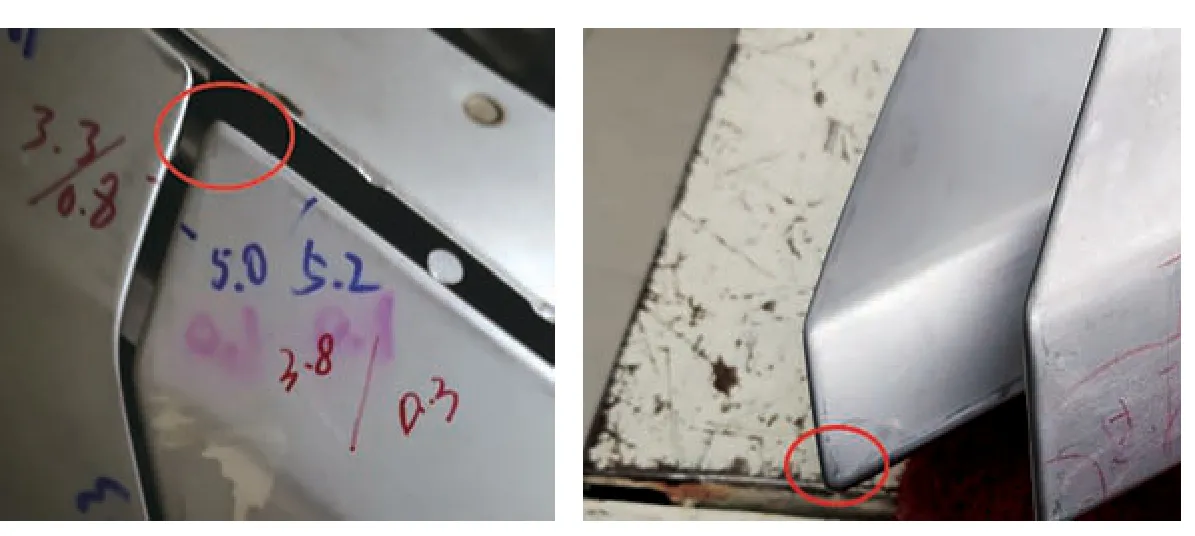
图9 模具维修后的制件包边满足质量要求
结束语
中国汽车行业在不断的发展中,车辆的造型越朝着更新、大胆、前卫等方向变化,对车身的外覆盖件尺寸、外观要求就更多,目前的开发中除了在SE 阶段、模具工法、模具结构上不断控制,同时,数控加工的精度、模具装配、研合及后期的钳工调试也是相当重要,对于尺寸稳定、外观质量满足要求的冲压件,需要每个环节共同努力才能完成。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:54
模具工业(2023年1期)2023-02-10 05:57:58
汽车零部件(2022年7期)2022-08-03 07:37:32
汽车实用技术(2022年5期)2022-04-02 09:36:26
锻造与冲压(2021年22期)2021-11-30 07:26:22
模具制造(2021年8期)2021-10-20 06:26:40
锻压装备与制造技术(2021年3期)2021-08-13 08:40:08
装备制造技术(2020年1期)2020-12-25 05:18:50
模具制造(2019年10期)2020-01-06 09:12:58
工业设计(2016年12期)2016-04-16 02:51:58
