纳米碳/铝复合材料的制备、界面改性与增强机制研究进展①
2023-05-23 03:26:54邓海亮万梓涵任可聪李肖亮史雨程白志云张晓虎
固体火箭技术 2023年2期
邓海亮,万梓涵,任可聪,李肖亮,史雨程,白志云,张晓虎
(1.安徽工业大学 先进金属材料绿色制备与表面技术教育部重点实验室,马鞍山 243002;2.安徽工业大学 材料科学与工程学院,马鞍山 243002;3.西安航天复合材料研究所,西安 710025)
0 引言
铝基复合材料兼具铝合金低密度、高导热导电及增强材料强度模量高、热胀系数低、耐磨损等特点,因而作为轻质结构与功能材料应用于航空航天、国防军工、交通、通讯电子等领域[1-2]。如铝基复合材料已用作飞机、卫星、航天飞机等的主承力件、涡扇发动机导流叶片、火箭连接裙、导弹部件及月球车的耐磨与结构件[2-3]。通讯和雷达系统的射频与微波器件封装也采用该材料[3-4]。铝基复合材料常以碳纤维、硼纤维及SiC、B4C、Al2O3颗粒等增强,在提升强度和耐磨性的同时,牺牲了塑性与导热导电性能[5]。以石墨烯或石墨烯纳米片(Gr或GNP)、碳纳米管(CNT)为代表的纳米碳材料因优异的力学、导热与导电性能,特别是理论热导率(5300 W/(m·K))优于铜、铝及传统增强体,电阻率低(10-8Ω·m),是发展结构功能一体化铝基复合材料的理想增强体[6-8]。
纳米碳分散均匀性及其与铝基体的界面结合直接影响强化效果。纳米碳尺寸小、密度低、比表面能高,比微米级颗粒更易团聚,不利于其功能的发挥[1-2]。纳米碳/铝界面包含机械结合、扩散结合和反应结合的一种或多种,反应结合的界面强度高,机械结合强度低[9]。铝基复合材料的制备主要为熔融铸造和粉末冶金法,低制备温度(﹤550 ℃)下,因纳米碳与铝的润湿性差,界面呈机械结合,限制强化效果;升高烧结或铸造温度对提高二者润湿性有利,但生成大量的Al4C3相及铝晶粒异常长大不利于材料性能[9]。表面化学和涂层改性是提升纳米碳分散性及界面结合的有效途径,本质是提高界面润湿性,改变界面相、限制Al4C3生成,改善载荷和功能传递效应[10]。本文围绕纳米碳/铝复合材料研究存在的问题,介绍常用制备方法的改进和新发展的技术,综述纳米碳表面改性、纳米碳/铝界面及强化机制的研究,并对进一步提升该复合材料的结构与功能性能进行了展望。
1 纳米碳/铝复合材料的制备技术
熔融铸造和粉末冶金是纳米碳/铝复合材料常用的制备方法,改进目标为提升纳米碳分散性和界面结合,控制界面反应[2,10]。针对此,纳米尺度分散、分子尺度混合、纳米碳原位合成、放电等离子烧结(SPS)、激光3D打印、搅拌摩擦(FSP)等分散/制备技术被发展和应用。
1.1 熔融铸造法及改进技术
熔融铸造法中纳米碳的分散依赖机械搅拌、超声波与电磁搅拌[2,11-14],采用压力或无压浸渗、热挤压、热轧等提高致密度和界面结合[14-18]。但纳米碳引入量低、易团聚,高温引发界面反应,需优化分散和铸造工艺并对其表面处理。
搅拌铸造改进涉及搅拌温度、方式、速率及添加Mg为润湿剂等[18-19]。温度略低于铝熔点的半固相搅拌可提升纳米碳的分散、减轻界面反应[10-12]。GHAZANLOU等[12]控制涡轮搅拌转速350 r/min在半固相(650 ℃)的7075Al中添加GNP和CNT,发现GNP分散难于CNT,基体孔隙率高,需热轧致密[17]。超声搅拌借助超声波的空化作用、声流和机械效应提高纳米碳与铝润湿性、减少团聚并细化晶粒[11,13]。徐驰[13]用该方法在铝熔体中分散GNP和CNT,但质量分数高于0.6%后团聚严重,需在控制界面反应的同时,提高功率和时间或使用电磁搅拌辅助分散[12,14]。
将铝熔体压力浸渗到纳米碳预制体的方法,对提高纳米碳含量及界面结合有利[10-11]。预制体由纳米碳与铝粉混合压制而成,混合方式有球磨、超声及磁力分散。YU等[20]将GNP与铝粉混合并压制预制体,用压力浸渗+热挤压法制备了界面紧密且力学和电导率较高的铝基复合材料。SHAO[16-17]和YANG等[21]研究表明,压力浸渗法可控制Al4C3相、提升GNP含量及强化效率,Mg有助于提高润湿性并抑制Al4C3。低压或真空浸渗对预制体挤压变形小,减轻纳米碳移动[22]。采用纳米碳原位合成[23]或表面修饰纳米金属[24-25]后制备的纳米碳/铝泡沫,因强度和孔隙率高,可作为预制体使用。研究者基于氧化石墨烯(GO)自组装、模板生长法构筑3D网状结构[26],若能有效提高其强度,就有望用作预制体。图1为低压及真空浸渗3D网状纳米碳/铝复合材料的示意图。

图1 低压及真空浸渗3D网状纳米碳/铝复合材料示意图[26]Fig.1 Schematic diagram showing 3D net-like nanocarbon/aluminum composites prepared by low pressure and vacuum infiltration processes[26]
1.2 粉末冶金法及改进技术
粉末冶金法利用冷压+热压、冷等静压、热等静压等将纳米碳与颗粒或片状铝粉混合物压制成复合材料[2,11]。问题是纳米碳的均匀分散仍较难、易被磨球损伤,长时间高温烧结加剧界面反应。
为降低球磨对纳米碳的损伤并提升分散性,料浆共混、纳米尺度分散、分子尺度混合等方法被发展。LIU等[27-28]分别将GNP和CNT与片状铝粉料浆混合,经粉末冶金+热挤压/热轧制备纳米碳/铝复合材料,发现料浆共混对纳米碳损伤小,且分散均匀。研究者以橡胶或聚乙烯醇(PVA)为介质,将纳米碳与铝粉或片混匀,加热去除聚合物得到复合粉末(称纳米尺度分散法),利用SPS和热挤压法制备了界面紧密且性能优异的复合材料[29-30]。CHA[31]和LEE[32]将羧基化的纳米碳与硝酸铝液混匀,铝离子吸附在纳米碳上后干燥、焙烧,粉末冶金得到高性能复合材料。由于铝离子和纳米碳呈分子尺度的结合,分散均匀,故称分子尺度混合。后两种方法的纳米碳分散更均匀,但工艺复杂,易混入杂质。
化学气相沉积(CVD)和聚合物裂解等纳米碳原位合成法是解决外加法分散难的途径。CVD法以铝颗粒或片上的金属颗粒催化生长纳米碳,粉末冶金制备纳米碳/铝复合材料[23,33-34]。该方法可获得CNT分布均匀、质量分数达4.5%且界面紧密的复合材料,显著提升强度、降低热胀系数[34-35]。催化剂引入采用化学镀、硝酸盐浸泡等,NaOH常用作催化剂的沉淀剂,并经煅烧和还原,工艺复杂。为减少杂质引入,LIU等[36]以铝粉吸附的CuCl2生长GNP,热压制备GNP/Al复合材料(图2),GNP体积分数2.5%时抗拉强度较基体的高200%。还有研究以SiC颗粒负载的Ni催化生长CNT,与铝粉混合后制备CNT含量高的复合材料[37]。聚合物裂解法通过热解铝粉上的聚乙二醇(PEG)、蔗糖等生长纳米碳,如CAO等[38]利用纳米CoOx催化热解PEG生长CNT,粉末冶金法制备CNT质量含量达2.1%、屈服强度为铝2倍的材料。LIU等[39]将铝粉与蔗糖湿混,经600 ℃热解及粉末冶金+热挤压获得拉伸强度比铝高113%、延伸率为22.3%的碳纳米片/铝复合材料。YOLSHINA等[40]通过葡萄糖在铝熔体中的原位热解制备Gr/Al复合材料。
图2 CVD法GNP/Al复合材料工艺流程[36]Fig.2 Preparation procedure of GNP/Al composites by CVD[36]
(a) SPS (b) SPE图3 纳米碳/铝复合材料的SPS[41]和SPE技术[47]Fig.3 Schematic diagrams of SPS[41] and SPE[47] techniques for preparing nanocarbon/aluminum composites
传统烧结温度高、时间长,易生成Al4C3界面相,铝晶粒尺寸大。SPS法以脉冲电流对受压的粉体快速加热烧结,不仅减少了界面反应、抑制晶粒长大,而且放电冲击力可提高致密度,是纳米碳/铝复合材料良好的制备方法(图3a)[41]。BISHT等[42]采用SPS法在550 ℃/50 MPa下制备了无Al4C3相的GNP/Al复合材料,GNP质量含量1%时的致密度达99.8%、强度较基体的高86%。NAJIMI等[43]将SPS温度由450 ℃升至550 ℃,因CNT限制了晶粒的长大,生成的纳米Al4C3可改善界面结合,材料强度和延伸率显著提高,说明适宜的界面反应对力学性能有利。为进一步改善性能,热挤、热轧及热锻等被使用,如BI等[44]对粉末冶金CNT/7055Al复合材料热锻和热轧,提升强度和塑性;WU等[45]通过重复热轧,提高了GNP/6063Al复合材料的强度与电导率。此外,MORSI[46]和ALEKSEEV[47]基于SPS和挤出法,发展了SPE技术(图3b),其能一步成型具有特定形状且晶粒细小的纳米碳/铝复合材料。
1.3 激光3D打印技术
激光3D打印是对增强体和基体混合粉末进行选区激光熔融(SLM)的增材制造技术。该技术不仅能精确制造形状复杂的零部件,还可有效缩短复合材料产品的设计和制备时间,目前已被用于陶瓷颗粒增强铝基复合材料的研究及其复杂零部件的制备。但纳米碳影响铝粉对激光的吸收,故添加量一般较低,且高温易形成Al4C3相和孔洞缺陷,影响SLM法纳米碳/铝复合材料的性能。针对纳米碳类型和比例不同的粉末,激光功率、曝光时间、扫描速率等参数的差异大[48-49]。
GU等[49]采用SLM法制备了CNT质量分数0.5%的AlSi10Mg基复合材料,发现影响致密度的主要因素为激光功率和扫描速率:高功率下粉末铺层间孔隙少、致密度高,但促进Al4C3形成;过高的扫描速率使粉末球化、致密度低,速率低则产生过热和气化。他们以优化的激光功率350 W、扫描速率2.0 m/s获得了致密的复合材料,抗拉强度和延伸率达420.8 MPa、8.9%。TIWARI等[50]对Gr质量含量0.1%和0.2%的AlSi10Mg粉球磨混匀,利用SLM微米尺寸熔池的局部熔化和快速凝固减轻界面反应,工艺路线见图4。SLM的粉末用球磨混合,对纳米碳损伤不可避免,且混合均匀性有待提高。ARDILA等[51]利用静电力将CNT均匀吸附于铝粉,在6061Al基底上SLM了CNT/Al涂层,因CNT分散均匀、损伤小,涂层的硬度较基材提高43%。随着研究的深入,采用纳米尺度分散、分子尺度混合及原位合成等制备的纳米碳/铝粉末,也可用于SLM法成型铝基复合材料。

图4 激光3D打印石墨烯/铝复合材料工艺流程[50]Fig.4 Processing steps for preparing Gr/Al composites by 3D printing technology[50]
1.4 喷涂成型技术
喷涂成型是将纳米碳和铝粉以熔融或半熔融态高速喷射在基底上,冷却形成涂层或复合材料的方法,已研究的有等离子喷涂(PS)、超音速火焰喷涂(HVOF)及冷喷涂(CS)等。图5为纳米碳/铝复合涂层的喷涂成型示意图[52]。

图5 等离子体喷涂纳米碳/铝复合材料工艺流程[52]Fig.5 Schematic showing plasma spraying for preparing nanocarbon/aluminum composites[52]
KESHRI等[53]对比了PS、HVOF、CS和液相PS法铝基复合涂层中CNT的结构变化。其中,液相PS的超高温导致CNT氧化和烧蚀损耗。LAHA等[54]利用PS和HVOF分别制备了CNT/Al-Si复合材料,发现CNT表面形成SiC层,PS法SiC层(5 nm)比HVOF的(2 nm)厚,改善CNT与Al的润湿和结合性。他们采用PS法在6061Al基底上制备CNT质量含量10%的Al-Si复合涂层,弹性模量较基体高78%,但SiC层断裂使失效应变降低46%。KANG等[55]对HVOF法CNT/Al复合涂层研究表明,CNT的缺陷与O和Al反应导致氧化和Al4C3生成;铝颗粒经历了完全和部分的熔融、快速凝固,涂层孔隙率高。虽然该涂层的电导率、弹性模量和硬度较无CNT时高,但氧化、界面反应及高孔隙率等使强度低于粉末冶金CNT/Al复合材料。BAKSHI[56]和XIE等[57]利用CS法分别制备了CNT增强的Al-Si和纯铝涂层,但高速冲击和剪切破坏了CNT,加之基体不均匀、界面结合弱,涂层性能波动大。因此,增强纳米碳的分散、减小损伤、降低孔隙率且形成良好的界面结合,是喷涂工艺优化和涂层高性能的关键[58]。
1.5 搅拌摩擦成型技术
FSP利用搅拌摩擦热和挤压剪切力,使纳米碳/铝复合材料局部软化并发生塑性变形,达到分散纳米碳、细化晶粒和表面强化的目的[59]。技术原理见图6。该方法的问题是易损伤纳米碳,无法控制界面反应,纳米碳分散效果受限于加工道次、搅拌杆转速、切入深度及覆盖面积等[11,12,60],一般作为后处理工艺使用。
图6 纳米碳/铝复合材料的FSP示意图[59]Fig.6 Schematic of FSP method for preparing nanocarbon/aluminum composites[59]
LIU等[61]对冷压+热锻的CNT/Al复合材料进行FSP处理,发现CNT均匀性随加工道次的增加而升高,但破坏的CNT端头和表面缺陷形成Al4C3相。他们构建了FSP过程中CNT的破坏模型,并采用FSP+热轧法制备了CNT体积含量1.5%~4.5%的2009Al基复合材料,其中含3%CNT时的抗拉强度和延伸率高达600 MPa、10%[62-63]。ZHANG等[64]对粉末冶金GNP/2009Al复合材料进行FSP处理,在合适的FSP道次下GNP的破坏少、界面结合紧密,增大加工道次则GNP尺寸减小,并生成Al4C3相,材料含质量分数1%GNP且经二道次FSP的抗拉强度为514 MPa。SHARMA等[65]的研究表明,FSP更易分散GNP,结构破坏小,对6061Al基体硬度的提升幅度为CNT的10倍。FSP还可用于制备CNT体积分数达50%[66]及石墨原位剥离为GNP增强的铝基复合材料[67]。
2 纳米碳表面改性研究
表面改性通过化学、涂层和纳米粒子修饰的方式改变纳米碳的表面状态,提升分散性及与基体的结合[68-69],涂层还可以控制界面反应和界面结构。
2.1 纳米碳表面化学改性
化学改性包括共价和非共价改性。前者通过化学氧化在纳米碳表面引入含O官能团,以静电斥力平衡范德华引力,促进纳米碳分散,并与Al构成C—O—Al或C—Al共价键。氧化剂影响纳米碳结构和官能团。浓HNO3和浓HNO3+浓H2SO4活性高,对CNT破坏大;(NH4)2S2O8、H2O2和O3氧化后的羧基(—COOH)含量低;KMnO4活性适中,对CNT损伤小,—COOH含量高[70]。研究者还分析了HNO3浓度、温度和时间等对纳米碳损伤和官能团的影响[71-72],证明化学改性可使其由超疏水性转变为亲水性[73]。GUO等[74]分析了氧化剂对CNT结构及增强效果的影响,其中浓H2SO4+H2O2对CNT刻蚀小,管壁与Al锚结强;浓HNO3+浓H2SO4对CNT破坏严重,限制增强效果。ZHOU等[75]用浓HNO3+浓H2SO4氧化CNT后,其端头和表面缺陷与Al形成C—Al共价键,可桥联CNT内外壁、钉扎界面,提高材料强度、降低热膨胀系数。JIANG等[76]将羧基化的CNT与PVA包覆的片状铝粉混合,二者润湿性得到提高并形成氢键结合,揭示出CNT排列有序和高密度位错是复合材料抗拉强度(375 MPa)和延伸率(12%)高的原因。Gr共价改性以化学氧化为预处理,利用与羟基、羧基及环氧基等的共价反应嫁接有机官能团、金属离子等[69,77-78]。
非共价改性是将活化剂加入纳米碳悬浮液,利用活化剂自组装的非共价结合提高纳米碳与铝粉的润湿性。已使用的活化剂包括十二烷基苯磺酸钠(SDBS)[79]、十二烷基硫酸钠(SDS)[80]、二氯乙烷[81]、十六烷基三甲基溴化铵(CTAB)[82]和氨丙基三乙氧基硅烷等[83]。如JIANG等[79]利用SDBS提高CNT在铝粉上吸附的均匀性,机制见图7。FAN等[80]以SDS改善CNT在铝片粉上的分散性,热压+热挤压制备了CNT体积分数为3%且强度和模量分别提高65.7%和 28.9%的复合材料。BHADAURIA等[84]以SDS的静电斥力平衡范德华力,促进GNP分散,其中含质量分数0.5%GNP的材料屈服强度较基体提高98%,高含量下GNP团聚降低强化效果。非共价改性前需进行化学氧化,损伤纳米碳结构,MYPATI等[85]利用GO官能团与GNP的自组装,获得GNP体积分数为 1.25%且24 h不沉降的悬浮液。LI等[86]即以GO和CNT的自组装提高与铝粉片的分散性,获得更高的增强效果。
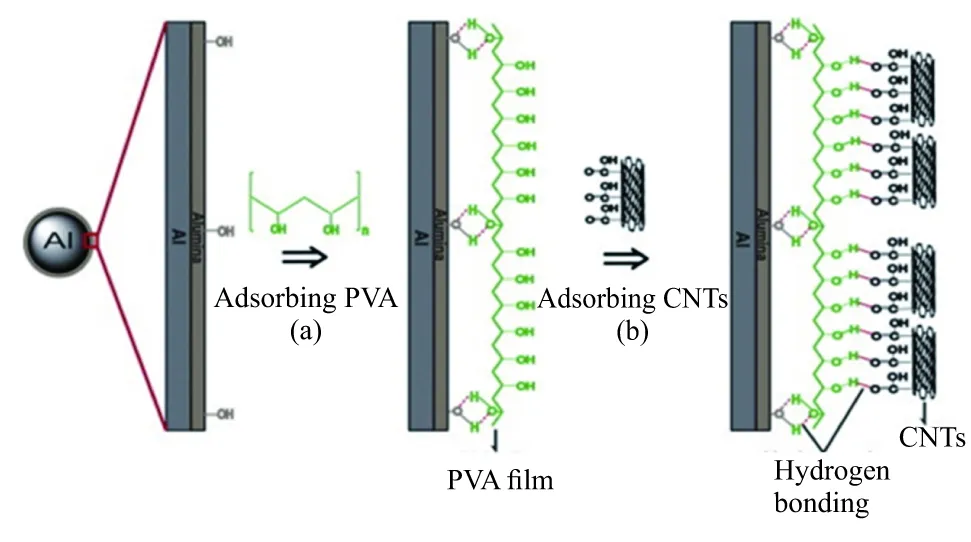
图7 SDBS改性CNT在Al@PVA表面的吸附示意图[79]Fig.7 Adsorption mechanism of SDBS-modified CNTs on Al@PVA surfaces[79]
2.2 纳米碳表面涂层改性
表面涂层改性利用金属(Cu、Ni、W)、碳化物(SiC、WC、TiC)和氧化物(Al2O3、SiO2)等层,以及修饰的纳米粒子,提升纳米碳的分散性及与铝的润湿性,并通过减少二者的直接接触控制界面反应[6,9]。涂层途径有化学镀、电镀及气相沉积等。
2.2.1 表面金属涂层
Cu是纳米碳应用较多的涂层,涂层方法为化学镀。纳米碳缺陷为Cu形核点,故涂层前需化学粗化、敏化和活化,Cu沉积速率和厚度受镀液配比、pH值、温度等的控制[87-88]。GUO等[87]使用浓HNO3+浓H2SO4、HCl+SnCl2、AgNO3溶液对CNT粗化、敏化和活化,以柠檬酸三钠、硫脲、甲醛为络合剂、稳定和还原剂,对CNT镀体积分数26%的Cu层。Cu涂层CNT (CNT@Cu)体积分数为1%时,SPS+热轧法CNT@Cu/Al复合材料的抗拉强度和延伸率达391 MPa、15.7%。JAGANNTHAM等[88]发现,CNT@Cu细化了铝晶粒并抑制Al4C3生成,质量含量为2%下CNT@Cu仍分散均匀,材料抗压强度(474 MPa)较基体提高154%。NAM等[89]以分子尺度混合法将PVA包覆的CNT与CuO颗粒复合,还原获得CNT@Cu,促使CNT在Al-Cu中的均匀分散且细化了晶粒,材料的屈服强度提高 3.8倍。上述证明Cu涂层提升纳米碳分散性和增强效果的有效性。
Ni在纳米碳涂层中应用也较多。BILLAH等[90]以Ni层防止CNT在金属熔体中的上浮,改善其分散性及与基体的结合。GUAN等[91]在60℃及pH值12.5下对化学氧化的GNP镀Ni,冷压+热挤压制备了含质量分数0.5%~2.0% GNP@Ni的铝基复合材料,发现Ni与GNP为Ni—O—C共价键,并生成纳米Al3Ni相,GNP@Ni质量分数为1.5%时屈服强度较基体提高132%,高含量下GNP的团聚降低强化效果。HAN等[92]研究了Ni对Gr@Ni/Al复合纳米膜拉伸和压缩性能的影响,获得力学性能最佳的Ni层厚为8~10 nm,大于该值时屈服强度与Ni厚度呈Hall-Petch(HP)关系,反之为逆HP关系;Ni层的改性作用优于Cu[93]。AN等[94]对CNT电镀Ni层,由于CNT增强了Ni还原的电荷转移,大比表面积为Ni提供形核点,使其以小晶粒沉积。SHA等[95]即以电镀的Ni层改善碳纤维与铝基体的润湿性,提高复合材料强度。电镀Ni层纳米碳增强的铝基复合材料研究较少,但上述说明电镀法是纳米碳表面金属涂层的另一途径。
研究者还采用物理气相沉积(PVD)和有机金属CVD (MOCVD)法在纳米碳上涂层金属。HUANG等[96]采用PVD法对GNP涂层Cu,界面导热性能是未涂层的20倍。ZHANG等[97]以PVD法在不损伤CNT的同时,获得了厚几个纳米的W层。NIE等[98]采用MOCVD法对CNT涂层Mo,以SPS法制备了界面紧密且无界面反应的CNT@Mo/Al复合材料,抗拉强度和电导率分别提高29.9%和7.1%。纳米Ag也被涂覆至GNP表面,以提高GNP与Al-10%Al2O3基体的润湿性及材料硬度[99]。
2.2.2 表面碳化物涂层
涂层金属或非金属的碳化物、氧化物是改善纳米碳与铝润湿性和界面结合的又一途径。SiC与纳米碳的晶格失配小且与铝润湿性好,常用作纳米碳/铝界面相。SO等[100]采用料浆球磨法将纳米Si分散在CNT上,反应得到CNT@SiC粉,工艺见图8。他们熔融铸造了CNT@SiC/A356复合材料,当CNT@SiC质量分数为1%时的抗拉强度和模量分别提高15%、79%。ZHANG等[101]以相同的途径获得SiC厚25 nm的CNT@SiC,提高CNT在铝熔体中的分散性并限制界面反应,对基体的增强效果高于未涂层的CNT。LIU等[8]证实CNT@SiC可在保持铝良好导电和塑性的同时大幅提升强度。卧龙岗大学对纳米SiC和石墨片球磨得到GNP@SiC,其中60%以上的GNP层数小于6,并研究了对Al-Si基复合材料摩擦性能的影响[102-103]。

图8 CNT表面涂层SiC过程示意图((a)机械粉碎的细Si颗粒和CNT;(b)CNT表面涂覆Si颗粒;(c)CNT表面生成SiC涂层及TEM照片[100])
WC、TiC也用于纳米碳的涂层。DONG等[104]将GNP与纳米W粉混合,利用反应生成的纳米WxCy改善界面结合,提升复合材料的强度与电导率。ABORKIN[105]通过热解六羰基钨(W(CO)6)在CNT上沉积厚10~30 nm且表面粗糙的WC1-x层(图9),既限制了界面反应,又提高了界面结合及增强效率,其中5% CNT@WC1-x/AA5049复合材料的抗压强度高达893 MPa。他们热解双取代环戊二烯基二氯化钛(Cp2TiCl2)在CNT上沉积厚80 nm的TiC层,揭示出CNT@TiC降低AA5049热膨胀系数的效果优于CNT@Al4C3[106]。KHAN等[107]将GNP、铝片与六氟钛酸钾(K2TiF6)球磨混合,经冷压、烧结和重熔后获得TiC层。MANSOOR等[108]即用该方法对CNT涂层TiC,提高与铝熔体的润湿性。

图9 WC1-x涂层CNT的TEM (a) 和高分辨TEM (b) 照片(b中左上和右上插图分别为 WC1-x晶格的傅里叶变换和CNT表面WC1-x涂层示意图[105])
2.2.3 表面氧化物涂层
Al2O3是研究较多的氧化物涂层。ZHOU等[109]将吸附纳米Al2O3的CNT悬浮液与铝粉混合,利用Al2O3层改善CNT分散性和界面结合,使SPS+热挤压含体积分数2% CNT@Al2O3的铝基复合材料抗拉强度提高56.6%。CHOI等[110]采用原子层沉积法,在GO上沉积厚60 nm的Al2O3层,以调控界面反应。基于原位法对纳米碳的损伤小,SHAN等[111]将CNT@H3BO3与铝粉混匀,以B2O3与Al的置换反应制备CNT@Al2O3/Al复合材料(流程见图10),探明CNT@Al2O3的强化效果优于单一CNT或纳米Al2O3颗粒。CHEN等[112]以球磨引入的纳米Al2O3颗粒改善CNT/Al界面,使复合材料的抗拉强度和模量达542 MPa和95.6 GPa,延伸率10.4%。JU等[113]对压力浸渗+热挤压GNP/Al复合材料研究表明,GNP表面涂层Al2O3时材料的拉伸强度达到了303 MPa,比涂层Al4C3和Al2OC的高。但无定型Al2O3层削弱了纳米碳/铝界面结合,不利于材料性能[27,114],故调节Al2O3层的结构极为重要。

图10 CNT@Al2O3/Al复合材料制备流程示意图[110]Fig.10 Schematic diagram of the preparation procedure of CNT@Al2O3/Al composites[110]
SiO2也用于涂层纳米碳,方法主要为溶胶-凝胶法。RAMEZANZADEH等[115]以3-氨基丙基三乙氧基硅烷和硅酸乙酯的溶胶为SiO2前驱物,通过溶胶-凝胶法合成GO@纳米SiO2粉末,以调控纳米碳与铝的润湿性及界面。RAJUKUMAR等[116]采用聚乙烯胺使CNT表面呈正电荷,通过正硅乙酯溶胶-凝胶法在CNT上引入SiOx,经碳热反应制备高导热且有半导体特性的CNT/SiC复合材料,可用于CNT@SiOx+SiC/Al复合材料的制备。
2.3 表面纳米粒子修饰改性
涂层有效改善了纳米碳与铝的润湿性,抑制界面反应,但目前缺乏对涂层厚度及分布的设计和调控手段,影响复合材料的烧结致密性[117],且涂层与纳米碳粘接的薄弱位置可能限制载荷和功能的传递。Al优先与纳米碳的缺陷发生反应,因此在活性点位引入纳米Cu或Ni粒子,可达到分散纳米碳、调控界面及提升强化效率的目的。
Cu粒子修饰纳米碳方面,FIRKOWSKA等[118]以CNT的官能团吸附Cu2+,还原后得到纳米Cu与CNT共价结合的粉末,进而提高了CNT与基体的界面结合及传热效率,热导率为未修饰Cu时的4倍。SUN等[119]利用GO吸附的Cu2+桥连GO/Al界面,促进GO分散及界面结合,使热压法GO/Al复合材料的抗压和抗弯强度较基体分别提高120%和28%。GUO等[120]控制铜盐比例在CNT上修饰直径5 nm的Cu颗粒,使CNT@Cu/Al复合材料的抗拉强度达418 MPa、延伸率10.7%,强化效果优于Cu层较厚的CNT[87]。LI等[24]以NaCl模板辅助+高温还原法在GNP上修饰纳米Cu,发泡法制备了强度高、孔隙发达的Cu修饰GNP/Al泡沫,可作为浸渗铝或其他金属基体的预制体。
在Ni修饰纳米碳方面,LIU等[121]采用NaCl模板+热还原法对GNP修饰纳米Ni (GNP@Ni),使热压法0.7% GNP@Ni-NP/6061Al复合材料的抗拉密度和屈服强度分别提高30%、75%,达到213、140 MPa,延伸率22.1%。YANG等[122]研究表明,纳米Ni颗粒及Al3Ni固溶相可锁定界面,Ni—GNP键强于Al—GNP键,裂纹沿GNP/Al处扩展,达到强韧化目的。HAN等[123]以溶胶喷雾干燥代替NaCl模板法的冷冻干燥,对GNP修饰纳米金属,利用附着于GNP的纳米Cu或Ni颗粒(图11)改善铝的强韧性,且修饰Ni时界面强化效果更优。

图11 GNP表面修饰纳米Cu(a)和Ni(b)的TEM照片[123]Fig.11 TEM images of GNP decorated by (a) Cu and (b) Ni nanoparticles[123]
3 纳米碳/铝复合材料的界面研究
纳米碳/铝界面结合机制包含机械结合、扩散结合和反应结合或它们的混合(图12)。机械结合强度低,纳米碳易脱粘,载荷传递效率低;反应结合强度高,但过量的Al4C3相易引起界面开裂和纳米碳的断裂;扩散结合处于二者之间,对性能有利[9]。何种界面结合占主导地位与制备工艺、纳米碳表面状态等有关。

图12 纳米碳/铝界面结合示意图((a)机械结合;(b)扩散结合;(c)反应结合)Fig.12 Schematic showing bonding mechanism of nanocarbon/aluminum interface((a) Mechanical bonding;(b) Diffusion bonding;(c) Reactive bonding)
3.1 未表面改性的纳米碳/铝界面
粉末冶金的烧结温度较低(450~550 ℃)时,Al与C扩散反应慢,界面呈机械结合,高的压力才能致密基体、提高界面结合[42-43]。CHEN等[124]探明了550 ℃/0.5 h下SPS+500 ℃挤压CNT/Al界面为机械锚结,CNT失效以脱粘、拔出为主(图13)。纳米碳表面结构影响界面结合。HASSAN等[125]发现低损伤CNT较无损伤的缺陷多、更粗糙,提升界面锚结;高损伤CNT粗糙,改善其与铝的锚结,且缺陷位置生成Al4C3,但高活性表面使CNT团聚,强界面又致其过早断裂。LI等[126]揭示了高缺陷鱼骨状CNT在550 ℃与Al形成厚1~4 nm的Al4C3层,强化效率低于缺陷少的CNT。塑性变形可改善界面结合,GHAZANLOU等[17]通过多次400 ℃热轧提高CNT/7075Al界面结合,载荷传递强化占强度增量的82.4%。LIU等[27]对GNP/Al-4Cu-1Mg复合材料进行420 ℃锻压,通过破坏无定型Al2O3界面相使C—Al键增多,界面剪切强度升至209 MPa,材料的强化系数为33(式(6)的强化效率R)。

图13 机械结合弱界面下CNTs的脱粘与拔出[124]Fig.13 Debonding and pullout of CNTs from the interface with weak mechanical bonding[124]
反应界面对材料性能的影响不仅与其结合强度高有关,重要的是生成物特征[40,127-128]。脆性Al4C3相多、尺寸大,易产生界面裂纹[128],同时其遇水水化,界面稳定性差;Al4C3适量且呈弥散的纳米颗粒或棒状,可补强界面,并产生Orowan强化效应[127,129],因此控制Al4C3形态是研究的重点。LIU等[39]探明GNP缺陷处首先生成Al4C3,Al在碳层面和边缘缺陷的扩散使Al4C3长径比增大。CHEN等[129]认为SPS温度在427~527 ℃内,CNT与Al不反应,527~602 ℃形成纳米Al4C3颗粒,界面强度由低温的14 MPa增至54 MPa;627 ℃时CNT转化为Al4C3,界面结合强度达到60 MPa,但强化效率降低。KWON[29]和NAJIMI等[43]发现SPS温度超过550 ℃后,Al4C3纳米管、颗粒在CNT表面和顶端缺陷形成,该反应受控于热力学过程。文献[8]报道了SPS温度由570 ℃升至630 ℃时,CNT/Al界面形成扩散反应区,Al的扩散使得Al4C3沿CNT的(100)和(110)晶面生长,界面为反应结合。YAN等[130]得出Al4C3生成与温度(570~640 ℃)和时间(0.5~6 h)的关系。LI等[131]认为650 ℃热处理时GNP/Al界面形成Al4C3,界面结合升高,GNP由低温处理的脱粘拔出转变为高温的快速断裂。YU等[132]在500 ℃下对CNT/5083Al复合材料处理 1~2 h即生成Al4C3。出现Al4C3的烧结或热处理温度差异,与纳米碳的类型、结构及制备工艺有关。
搅拌铸造温度高,部分或全部熔融的铝易与纳米碳生成Al4C3相并影响增强效果。YU等[20]得出 700 ℃铸造6063Al复合材料强度下降来源于Al4C3纳米棒的生成及GNP尺寸减小。SHAO等[15]在760 ℃铸造的GO/5083Al复合材料中同样发现,界面反应消耗了GO,棒状Al4C3加剧界面断裂,材料抗拉强度低于基体。因此,降低温度、控制搅拌参数[133],以及添加Mg限制Al4C3形成、纳米碳表面改性等对缓解界面反应尤为重要。
压力浸渗法在低温下预热含GNP预制体,可减少Al4C3生成,挤压变形又可提高材料致密度和界面结合,并形成少量C—Al键结合,理论强化系数超过200,说明压力浸渗对控制界面反应和提高强化效率具有优势[20-21]。铝颗粒表面原位生长纳米碳也能控制界面反应[34-35];激光3D打印的瞬时温度达数千度,一般是通过控制激光功率和扫描速率等参数来减轻界面反应[49-51]。摩擦搅拌法和喷涂法尽管都可以提高纳米碳的分散性,但纳米碳结构易被破坏,界面反应较严重[53-58,61-64]。
3.2 表面改性的纳米碳/铝界面
表面改性纳米碳/铝的界面取决于改性方式和制备/后处理工艺。共价改性纳米碳的缺陷易与铝形成共价键,提高界面结合。GUO等[74]对600 ℃下SPS法CNT/Al界面研究表明,共价改性提高了CNT粗糙度及与Al的锚结。ZHOU等[75]以热处理调节共价改性CNT/Al界面的Al4C3,其中600 ℃处理0.1 h后,Al4C3占CNT的11%,顶端和表面缺陷为Al4C3形核位。顶端的Al4C3沿CNT<100>向生长,表面的沿CNT<100>和<110>向生长,呈Al4C3(001)//Al(111)取向关系(图14),Al4C3对界面钉扎和CNT壁的锚结是材料强韧性高的原因。他们通过原位拔出技术获得CNT/Al界面的剪切强度为24.8 MPa,界面载荷传递效率约60%,强化系数达35[134]。非共价改性在于促进纳米碳的分散,活性剂使其与铝粉呈氢键结合[79],在高温下氢键断裂,界面类型依赖于制备工艺[80-84]。FAN等[80]通过短时高能球磨530 ℃热压使SDS改性CNT/Al界面由锚结转变为扩散与部分的反应结合。PARK等[81]发现580 ℃/600 MPa热压的CNT/Al界面出现厚2~4 nm的Al4C3层,载荷传递效率达 51.3%。有研究得出CTAB(600 ℃/25 MPa热压[82])、SDS(550 ℃/80 MPa下SPS[84])改性的GNP/Al界面为锚结,载荷传递效率仅分别为22.5%和 38.6%,故适宜的界面反应依然是改善化学改性纳米碳/铝界面结合的途径。
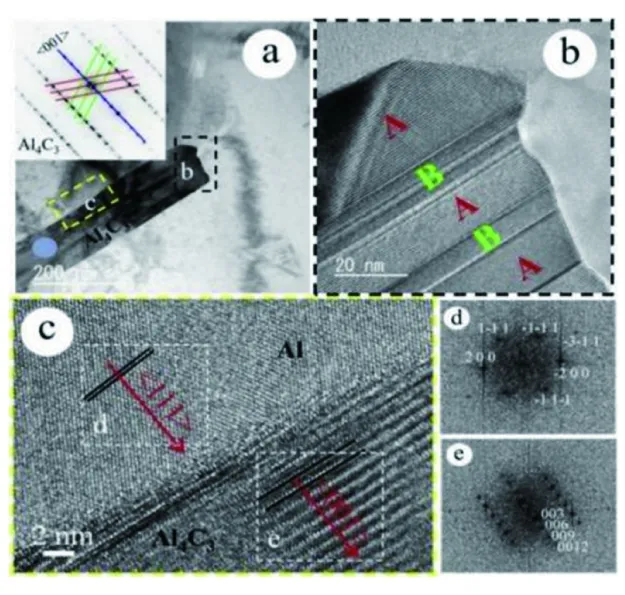
图14 CNT/Al复合材料640 ℃/2 h处理的TEM照片((a) Al4C3及SAED图;(b) 图a中b的孪晶形貌;(c) Al4C3/Al界面形貌;(d,e) 界面Al和Al4C3傅里叶变换[75])Fig.14 TEM images of CNT/Al composites treated at 640 ℃/2 h((a) HRTEM image of a twined Al4C3 and SAED pattern;(b) HRTEM image of the twinning in Fig.a;(c) HRTEM image of Al4C3/Al interface;(d,e) FFT patterns of Al and Al4C3 at the interface[75])
涂层或修饰的Cu、Ni与Al固溶度高,它们与铝形成扩散结合界面,d层电子轨道与C原子耦合并构成共价键,提升纳米碳/铝界面结合及载荷和热传递能力[87-93]。在Cu涂层或修饰的界面研究方面,GUO等[87]发现CNT/Al界面形成了厚1~2 nm的Cu扩散层(图15),载荷传递对抗拉强度提升的贡献由未涂层的6 MPa增至55 MPa,强化系数达106,CNT的失效为断裂和拔出。Cu与Al生成Al2Cu,可在形成纳米碳/Al2Cu/Al扩散界面的同时抑制Al4C3相,三者垂直的晶格取向限制了位错运动,显著提高界面强度及载荷传递能力[89,120,135]。热处理和塑性变形是调节Al2Cu的生成及分布的手段[136]。若表面Cu的数量少或工艺温度低、时间短,限制Cu在Al中的扩散及Al2Cu生成,纳米碳/铝界面的改善源于Cu提高了润湿性[88,119]。

图15 Cu涂层CNT (a) 及CNT/Al界面(b)的TEM照片[87]Fig.15 TEM images of (a) Cu coated CNT and (b) CNT/Al interface[87]

在碳化物涂层的界面方面,ZHANG等[101,138]调节Si和CNT比例在CNT/Al界面形成了厚度为4.8~24.8 nm的SiC层(图16),SiC (111)与CNT的(002)面呈共价结合,并锚结CNT内外壁,CNT失效由未涂层的脱粘拔出转变为劈裂。LIU等[8]利用扩散形成的SiC层,使未涂层的CNT/Al4C3/Al反应界面转变为CNT/SiC/Al扩散和机械结合,界面强度由570 ℃烧结时的446 MPa升至630 ℃的798 MPa。Al-Si基体中Si原子沿 CNT[111]方向扩散也形成SiC层[52,54],且CNT/SiC界面结合优于CNT/Al4C3和CNT/Al界面[114]。SABA等[139-140]利用Ti的扩散反应对CNT修饰TiC,揭示出CNT竹节状和表面Zig-Zag等碳层缺陷为TiC形核点(见图17)。在该CNT/TiC/Al界面中,Ti与C及TiC与CNT为共价结合,TiC对CNT管壁产生互锁,在发挥内外壁承载的同时,抑制界面开裂,较涂层的强化效果更佳。CNT涂层TiC (厚80~90 nm)和WC1-x(厚10~30 nm)也形成扩散界面,并锚结CNT管壁[105-106]。
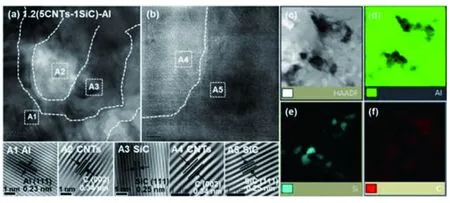
图16 CNT/SiC/Al界面的TEM照片及EDS和SAED((a,b) CNT@SiC/Al的HR-TEM图像;(c-f) CNTs@SiC/Al的TEM照片与元素分布图[138])Fig.16 TEM images of CNT/SiC/Al interface with corresponding EDS and SAED results( (a,b) HRTEM images of CNT@SiC/Al interface;(c-f) Bright TEM image with EDS mappings of CNT@SiC/Al interface[138])
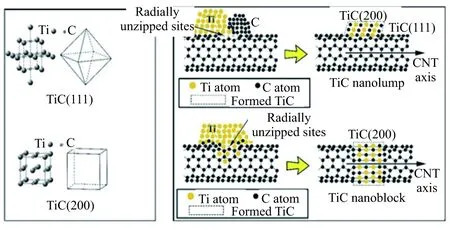
图17 TiC (111)和(200)面晶体结构示意图(a)和TiC纳米棒及纳米块在CNT表面的形成示意图(b)(取向关系为TiC(200)//CNT(002)[139])Fig.17 Schematic diagram showing the crystal structure of TiC (111) and (200) planes (a) and the formation of TiC nanorods and nanoblocks on the CNT surface (b) (The orientation relationship is TiC(200)//CNT(002)[139])

合适的界面结合是发挥纳米碳性能的基础,纳米碳表面改性可以限制界面反应,获得适中的界面结合。与连续的扩散界面相比,纳米粒子修饰的界面具有更显著的增强效应。因此,在活性位置修饰纳米粒子,可在一定程度上弥补纳米碳的损伤,抑制Al4C3,达到对界面的设计与调控[123-128]。如GUO等[120]对CNT修饰纳米Cu并控制热处理工艺,限制大尺寸Al4C3生成,提升强化效率。
4 纳米碳/铝复合材料的增强机制研究
纳米碳/铝复合材料的强化机制包含载荷传递强化、Orowan强化、细晶强化、热失配位错(CTE)强化、异质变形诱导(HDI)强化、固溶和析出强化等[142-150]。固溶和析出强化与铝组分有关,涂层Cu和Ni形成的Al2Cu和Al3Ni也产生固溶强化。图18总结了纳米碳/铝复合材料的界面与强化机制。

图18 纳米碳/铝复合材料的界面类型和主要强化机制Fig.18 Interface types and reinfocing mechanisms of nanocarbon/aluminum composites
4.1 载荷传递强化
载荷传递强化利用界面将外载荷传递至纳米碳并主要承载。该理论基于剪切-滞后模型,假设纳米碳取向与载荷方向一致,当纳米碳平均长度或片径L小于其在铝中承载最大应力的最小长度或片径的临界值Lc时,失效为脱粘拔出,L≥Lc时失效为断裂[124,131,134]。材料与纳米碳、铝的强度关系见式(1)和式(2)。载荷传递强化由式(3)和式(4)获得[16,81],式(5)和式(6)计算载荷传递效率和强化效率。
(1)
(2)
(3)
(4)
μ=σfd/(2τLc)
(5)
R=(σc-σm)/(Vfσm)
(6)
考虑到纳米碳在铝中的取向,研究人员引入了其相对于载荷方向的错位角θ[81,143],二者取向一致时θ为0,即Seff=S。载荷传递强化对强度的贡献由式(7)和式(8)计算。
(7)
(8)
式中σc、σf和σm分别为复合材料、纳米碳和基体的强度;σTL为载荷传递强化对材料强度的贡献;Vf和d分别为纳米碳的体积分数、平均直径(或厚度);μ为载荷传递效率(完全传递时为1);τ为界面剪切强度 (~0.5σm);R为强化效率;S、Seff分别为纳米碳的长径比(L/d)和有效长径比。
载荷传递效率与纳米碳/铝界面、纳米碳分布及结构特征等有关。界面是影响载荷传递的关键因素,生成的Al4C3相可提高界面结合及载荷传递效率,但过量的反应损伤纳米碳,降低强化效率。如CNT缺陷与Al形成厚的Al4C3层,使强化效率由缺陷少的85降低至43,材料硬度和抗拉强度分别降低10.2%和 24.4%[126]。因此,保持纳米碳的结构完整并控制Al4C3,对改善荷载传递能力极为重要[18,125]。YU等[132]以Mg与界面氧化物的反应抑制Al4C3及其对CNT的破坏,紧密的CNT/Al界面使载荷传递强化能力从30.9 MPa升到59.4 MPa,接近理论值59.9 MPa,载荷传递效率达99.1%。控制球磨、超声搅拌和塑性变形等工艺,可提高纳米碳分散性及界面结合,改善载荷传递效率[13-21]。
表面改性对纳米碳/铝界面结构和载荷传递效率的影响明显。共价改性能够提高纳米碳的分散性,改善界面及其载荷传递效率。GUO等[74]对浓H2SO4+H2O2改性CNT/Al界面研究表明,轻微刻蚀的CNT与Al呈锚结,提升载荷传递能力,CNT体积分数1%时载荷传递强化为材料抗拉强度贡献93.2 MPa,强化效率达81,刻蚀严重时载荷传递强化的贡献降至 46.0 MPa。非共价改性主要改善纳米碳的分散,PARK[81]认为非共价改性0.2% CNT/Al界面为机械和反应结合,CNT分散均匀,载荷传递强化为屈服与抗拉强度分别贡献了26.6 MPa和12.3 MPa,占强度增量的68.7%和53.3%。
涂层可进一步提升纳米碳分散性及与铝的界面结合,控制界面相,发挥载荷传递强化效应。GUO等[87]对CNT@Cu体积含量1.0%的复合材料研究表明,CNT/Al界面形成Cu扩散层,载荷传递强化对强度的贡献(55 MPa)较未涂层的(6 MPa)高817%,强化效率(106)约为未涂层(55)的2倍。JU等[113]得出界面相为Al2O3时GNP/Al复合材料的抗拉强度达到 303 MPa,强化效果优于Al4C3和Al2OC界面相,原因是GNP/Al2O3/Al界面剪切强度(378 MPa)高于GNP/Al (37 MPa)、GNP/Al4C3/Al (83 MPa)和GNP/Al2OC/Al (66 MPa)等界面。ZHANG等[169]探明SiC涂层不仅提高了CNT与Al的润湿性,而且形成了Si—C共价键,改善载荷传递和CNT与铝的塑性变形能力,强化效率由未涂层的1.9提升至涂层的51.9。由此,设计纳米碳/铝界面结构,优化制备和后处理工艺(如热塑性变形、热处理),是提高界面载荷传递及强化效率的途径。
4.2 Orowan强化
Orowan强化是在位错与第二相粒子相互作用下强度提高的一种机制,即位错运动至纳米碳时绕行而形成位错环,位错运动受阻并产生硬化。研究人员假设铝基体中纳米碳分布均匀且不被位错切割,获得了CNT[144]和GNP[135,136]的Orowan强化预测公式分别见式(9)和式(10)。
(9)
(10)
式中 ΔσOR为Orowan强化增量;M、G分别为基体泰勒系数和剪切模量;b为Burgers矢量;υ为泊松比;dp为CNT等效尺寸;dr为GNP片径;λ为纳米碳间距(λ=0.5dp(3π/2Vf)1/2和λ=dp(π/2Vf)1/2分别用于球状和棒状增强体);Vf为纳米碳体积分数。
HASSAN等[125]发现,严重破碎的CNT能够增强铝基体,说明生成的Al4C3及其他二次相颗粒产生了Orowan强化。纳米碳尺寸越小、含量越高,则间距越小,Orowan强化越明显。为评价纳米碳的Orowan强化,YOO等[144]将破碎至长度几十纳米的CNT分散于铝中,利用式(9)计算CNT体积分数1.0%和3.0%时材料的屈服强度分别达389 MPa和454 MPa,接近实测值(380 MPa和456 MPa),说明Orowan强化是破碎CNT的主要强化机制,且强化效果随其含量的升高而增加。MOHAMMED等[145]的研究也表明,CNT破碎后的载荷传递强化降低,仅贡献11.9%的强度增量,Orowan强化则贡献61.6%。PARK等[81]得出结构损伤小、长径比大(5 μm/20 nm)的CNT周围难形成位错环,Orowan强化对强度的贡献仅17.9%。纳米碳表面涂层与否不改变Orowan强化对强度提升的贡献[87]。
4.3 细晶强化
基体晶粒尺寸是影响强度的另一因素。纳米碳处于铝晶界,可阻碍晶粒长大,产生细晶强化,并遵循HP关系(式(11))[124]。
ΔσGR=K(d1-0.5-d0-0.5)
(11)
式中 ΔσGR为细晶强化对强度的贡献;K为HP系数;d0和d1为增强前后基体的平均晶粒直径。
表1列出纳米碳/铝复合材料晶粒尺寸与力学性能。升高纳米碳含量并进行热加工变形,可减小晶粒尺寸。MOHAMMED等[145]揭示CNT主要存在于铝的纳米级晶粒中,沿挤压方向的微米级晶粒无CNT,证明CNT细化了晶粒。ZHANG等[138]研究表明,CNT涂层SiC后在铝中的均匀性高,晶粒平均尺寸由未添加的6.6 μm减至CNT@SiC体积分数1.0%的1.0 μm,在提高材料强度的同时保持良好的塑性。ZHOU等[146]研究了SiC@CNT/AZ61复合材料的晶粒尺寸与强度变化,CNT体积分数由0增加至1.0%时,晶粒尺寸由27.5 μm减小至13.5 μm,材料屈服强度提高133 MPa,强化效率为56.6,细晶强化效率为5.9;体积分数0.5%~1.0%下的强化效率降低与CNT含量高及团聚有关。

表1 不同纳米碳含量及制备工艺下铝晶粒尺寸及复合材料力学性能的变化Table 1 Variations of grain sizes and mechanical properties of aluminum matrix composites under different nanocarbon contents and prepatation prosesses
4.4 CTE强化
纳米碳与铝的热膨胀系数差异大,CNT和Gr的热胀系数分别为-0.7×10-6~2.1×10-6K-1[75]和-3.5×10-6K-1[135],小于铝的23.6×10-6K-1[81]。因此,热加工冷却过程中,界面热失配残余应力引发的高密度热失配位错将产生CTE强化[147]。CTE强化与纳米碳尺寸和含量有关,可由下式计算[81]:
(11)
(12)
式中 Δρ和ΔσCTE为位错密度和CTE强化增量;Δα为温差ΔT下纳米碳与铝的热膨胀系数差;Vf、d为纳米碳体积分数和直径;G和b为基体的剪切模量和Burgers矢量;β为位错强化系数。
BOOSTANI等[19]认为,CTE强化是GNP/Al复合材料的主要强化机制之一,占强度增量的42%。PARK等[81]得出CNT/Al复合材料约30%的强度增量源于CTE强化。GUAN等[91]探明GNP@Ni/Al界面的热失配残余应力增加了位错密度,GNP@Ni质量分数1.5%时的CTE强化(84.4 MPa)占抗拉强度增量(133.7 MPa)的63.2%。纳米碳含量直接影响CTE强化,二者成正相关性[147]。ABORKIN等[106]分析了CNT/Al复合材料的热膨胀系数,CNT质量含量超过2%后,团聚导致热膨胀系数下降不明显,降低CTE强化效应。
4.5 HDI强化
为描述异质材料的额外应变硬化,ZHU和WU等[148-149]提出了HDI强化机制,模型见图19。

图19 HDI强化理论模型((a)自Frank-Read位错源产生GND的示意图;(b) GND在界面处引起的GND密度梯度;(c) 界面附近由GND引起的应变和正应变梯度变化[148])Fig.19 Model for HDI reinfocement( (a) Schematic diagram showing GND generation from Frank-Read dislocation;(b) GND density gradient caused by the interfacial GND;(c) Variation of strain and positive strain gradient caused by the interfacial GND[148])
该理论认为金属基复合材料异质区的变形不均匀,在弹塑性变形阶段,软相首先屈服,由于硬相仍处于弹性变形状态,界面处的软相一侧塞积几何必需位错(GND)形成应变梯度,以保持应变的连续性;当二者发生塑性变形后,软相承担了比硬相更大的塑性变形,界面形成了为适应应变分区的应变梯度。应变梯度需要GND调节,从而产生HDI强化,提高材料承载能力并保持塑性。高密度GND的堆积不仅在软相中产生背应力,而且在界面区引起应力集中,硬相区产生与背应力相反的正应力,背应力和正应力是方向相反的共轭长程内应力,它们通过相互制约、共同作用产生HDI强化,影响加载-卸载期间的流变应力,并与传统的位错强化相叠加,提高材料屈服强度并保持良好的延展性。
纳米碳/铝复合材料中HDI强化就是发挥纳米碳和铝的优势,即纳米碳主要承担应力,铝承担主要的应变,此时材料内部呈现应力应变不均匀的状态,进而获得额外的加工硬化能力。WANG等[150]揭示出异质结构界面的应变梯度强化来自HDI应力的增加,不是总位错密度的增加,说明通过构建异质结构界面可提高异质变形诱导的硬化。JIANG等[151]证实GNP/Al复合材料的高应变硬化取决于界面,即界面通过产生额外的界面储存位错和应变梯度GND,促进额外应变硬化,抗拉强度(287 MPa)提高23.2%,延伸率达 5.8%,表明 HDI 强化是复合材料的强韧化机制之一。
表2列出纳米碳/铝复合材料的制备工艺、界面结合、性能及增强机制。国内外改善纳米碳分散性的策略包括改进添加方法与表面改性;熔融铸造易形成Al4C3相,需限制其大量生成。浸渗法可提高纳米碳含量并限制Al4C3,难点为纳米碳网络的设计。粉末冶金法纳米碳/铝界面呈锚结,升高温度或进行热处理、FSP处理可形成部分反应结合。涂层或修饰改性改善了纳米碳分散性,产生扩散结合或部分反应结合的界面,为提升复合材料性能提供途径,前提是设计涂层或修饰成分、结构与体积分数。
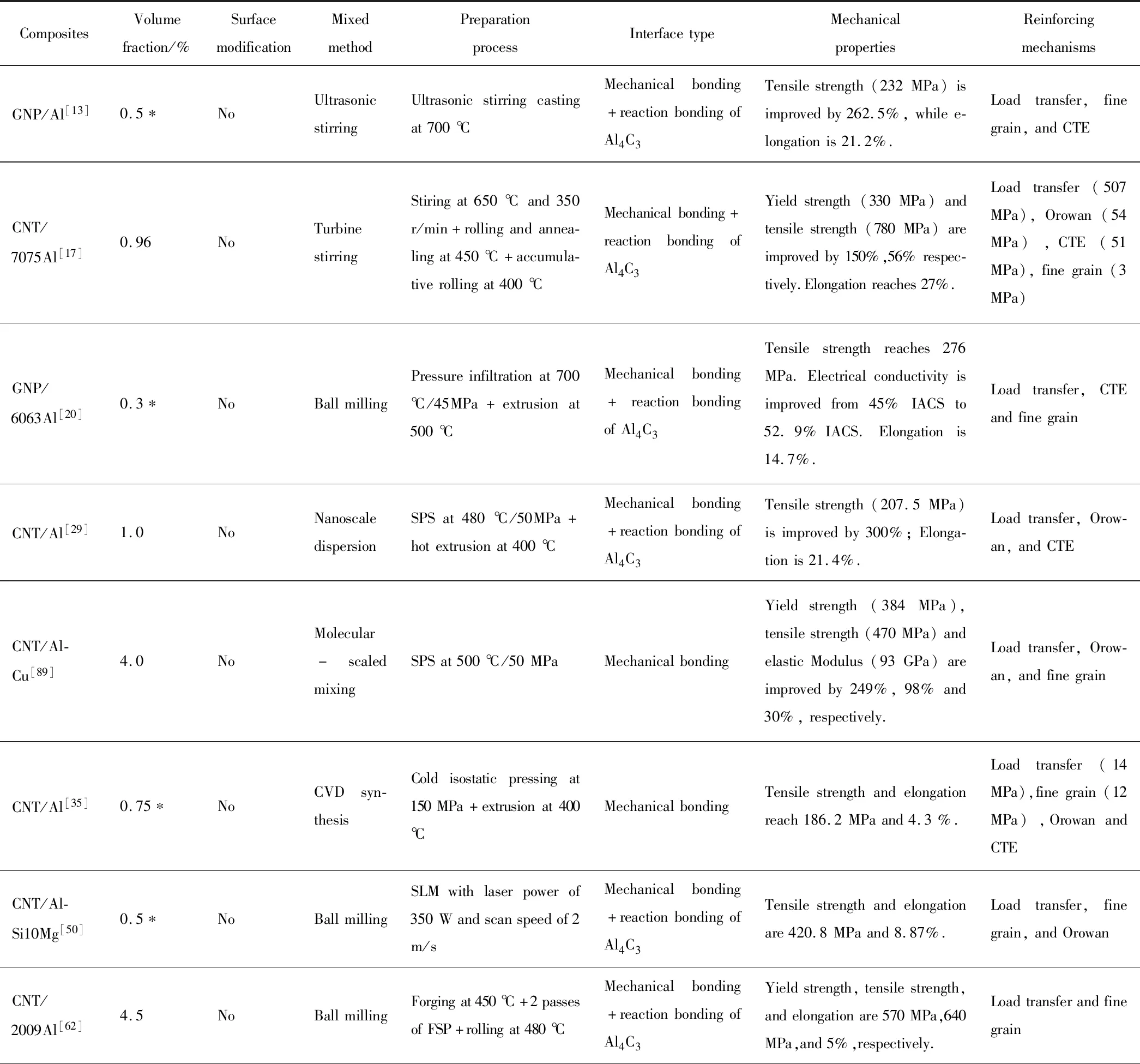
表2 纳米碳/铝复合材料的制备工艺、界面类型、力学性能和增强机制Table 2 Preparation processing,interfacial type,mechanical properties and reinforcing mechanism of nanocarbon/aluminum composites

CompositesVolumefraction/%SurfacemodificationMixedmethodPreparationprocessInterfacetypeMechanicalpropertiesReinforcingmechanismsCNT/Al[125]2.0∗NoWetballmillingColdpressingat475MPa+extrusionat500℃+annealingat500℃/10hMechanicalbondingTensilestrength,Young'smod-ulus,andelongationreach330.6MPa,66.7GPa,and7.1%,respectively.LoadtransferandOrowanCNT/5083Al[132]1.5∗NoBallmillingColdpressingsinteringat510℃/2h+450℃extru-sion+500℃/2hannea-lingMechanicalbonding+reactionbondingofAl4C3Yieldstrength,tensilestrength,andelongationare357.3MPa,444.3MPa,and6.5%,re-spectively.Loadtransfer(58.8MPa)andfinegrain(66.6MPa)CNT/Al[74]1.0CovalentSlurryblendingSPSat600℃/30MPa+rollingat450℃Mechanicalbonding+reactionbondingYieldstrength,tensilestrengthandelongationare287MPa,340MP,and18%,respectively.Loadtransfer(93.2MPa)andOrowan(106.7MPa)CNT/Al[80]3.0Non-cova-lentofSDSSlurryblendingHotpressingat530℃/500MPa+extrusionat490℃Mechanicalbonding+reactionbondingofAl4C3Tensilestrength406MPa,Young'smodulus91GPa,Elon-gation8.8%。Loadtransferreinfo-cingCNT@Cu/Al[87]1.0CucoatingWetballmillingSPSat600℃/30MPa+rollingat450℃DiffusionbondingTensilestrengthandelongationreach391MPaand15.7%.Loadtransfer(55MPa),Orowan(107MPa),finegrain(4MPa),solidsolution(4MPa)CNT@Cu/Al[88]2.0∗CucoatingWetballmillingSPSat550℃/50MPaDiffusionbondingCompressivestrength(474MPa)andyieldstrength(203MPa)areimprovedby154%and220%,respectively.LoadtransferandOrowanGO@Cu/Al[119]3.0∗Cudecora-tionSlurryblendingColdcompactionat50MPa+sinteringat580℃/50MPaDiffusionbondingCompressivestrength(456MPa)andflexuralstrength(141MPa)areimprovedby120and28%,respectively.Loadtransfer,finegrain,andOrowanGNP@Ni/Al[91]1.5∗NicoatingBallmillingPressingat30MPa+sin-teringat630℃+extru-sionat500℃DiffusionbondingTensilestrengthandYoung'smodulusare204.5MPaand96.82GPa.Loadtransfer(10.2MPa),Orowan(39.1MPa),andCTE(84.4MPa)GNP@Ni/Al[137]1.0CVDgrowthofGNPBallmillingVacuumcompactionat600℃/45MPaDiffusionbondingYieldstrength(237MPa)isimprovedby80.9%.Elonga-tionreaches19.2%.CTE(118.6MPa),Orowan(29.8MPa),finegrain(21MPa),loadtransfer(4.9MPa)CNT@Mo/Al[98]0.5∗MOCVDcoatingofMoSlurryblendingSPSat580℃/40MPaDiffusionbondingTensilestrength,hardnessandelongationare116.0MPa,35.1HV,and23.33%.LoadtransferandOrowanCNT@Al2O3/Al[109]2.0Al2O3coat-ingSlurryblendingSPSat600℃/50MPa+hotextrusionat500℃Diffusionbonding+mechanicalbondingTensilestrength,elongation,andelectricalconductivityreach187.1MPa,15.2%,and57.2%IACS,respectively.Loadtransfer(21.8MPa)andOrowan(8.9MPa)CNT@SiC/Al[138]2.0In-situsyn-thesisofSiCBallmillingSPSat630℃/30MPa+hotextrusionat400℃Diffusionbonding+mechanicalbondingYieldstrength,tensilestrength,andelongationare161MPa,199MPa,and19.0%,respec-tively.Loadtransfer,finegrain,CTE,andOrowanCNT@TiC/Al[139]1.5∗In-situsynthesisofTiCWetballmillingSPSat520℃/50MPaDiffusionbonding+mechanicalbondingYieldstrengthis84.5MPa,whichis55%higherthanthealuminummatrix.Loadtransfer,finegrain,CTE,andOrowanCNT@WC/AA5049[105]5.0∗MOCVDcoatingofWCWetballmillingColdpressingat350MPa+pressingat450℃/400MPaWC1-xdiffusionbondingCompressivestrength,Young'smodulusandfracturedeforma-tionare893MPa,110GPa,and4.9%.Loadtransfer
5 结束语
为解决纳米碳/铝复合材料研究中纳米碳分散难及与铝润湿性差、有害反应等问题,熔融铸造和粉末冶金法侧重改进添加和制备加工工艺,并发展多种添加方法,以及预制体浸渗、SPS/SPE、激光3D打印、喷涂和FSP等制备技术。但新技术各自的局限性又产生如纳米碳损伤、孔隙率高、反应加剧的问题。表面化学、涂层和修饰改性是解决上述问题的途径,其中涂层和修饰改性可在提高纳米碳分散性的同时控制界面反应和界面相,可能是实现纳米碳/铝复合材料高性能的有效方法。
纳米碳/铝界面直接影响载荷传递效率。机械结合机制为锚结,改善途径为提高纳米碳表面粗糙度、成型压力并进行变形加工。反应生成的Al4C3大幅提高了界面结合,但其为脆性相,且消耗纳米碳。因此,探明Al4C3生长机制及敏感参数,揭示其数量、形貌尺寸与纳米碳损伤、界面性质的关系,控制制备、变形加工和热处理工艺及纳米碳表面缺陷修饰等,获得适量纳米Al4C3与锚结混合的界面是材料性能提升的途径之一。涂层或修饰改性的扩散界面是较理想的界面类型。涂层或修饰粒子包括金属、碳化物和氧化物陶瓷等。基于它们的特殊性质,借助实验、模拟与原位分析手段揭示涂层或修饰粒子的作用机制,设计适应不同要求的涂层或修饰成分、结构、含量等,并发展高效的涂层或修饰方法,就有望应用搅拌铸造法制备分散均匀且界面可控的高性能纳米碳/铝复合材料。
纳米碳/铝复合材料涉及的增强机制包括载荷传递、Orowan、细晶、CTE等。基于实验结果和经验公式,研究者分析了各增强机制的敏感因素及对强度的贡献,针对界面应变梯度发展了HDI强化理论。但纳米碳/铝复合材料强度提升是多机制协同的结果,需系统考察位错、界面和基体结构等与纳米碳类型、空间分布、基体成分的关联,以及在成型加工和热处理过程中的演变,构建强韧性协同提升的机制与调控策略。纳米碳及复杂的界面改变了纳米碳/铝复合材料的导电、导热、耐热、耐蚀与耐磨损等性质,需进一步研究这些功能性能的变化与关键因素,探明苛刻环境下的失效机制及与纳米碳、界面的耦合关联,从多相多尺度强化、微合金化、界面和构型设计入手,优化纳米碳的晶体结构、表面状态、空间分布等,发挥CNT和Gr或GNP与其他微纳米增强相的作用,促进该复合材料结构与功能性能的发展。
猜你喜欢
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
上海建材(2018年4期)2018-11-13 01:08:52
电镀与环保(2018年4期)2018-08-20 03:08:02
中国塑料(2016年12期)2016-06-15 20:30:07
中国塑料(2015年11期)2015-10-14 01:14:14
中国塑料(2015年9期)2015-10-14 01:12:17
中国塑料(2015年4期)2015-10-14 01:09:19
汽车与新动力(2014年4期)2014-02-27 12:10:32