
车用夹芯结构成形工艺研究进展*
2023-05-09 06:03卢春达刘百川马文婷梁鸿宇马芳武
汽车文摘 2023年5期
卢春达 刘百川 马文婷 梁鸿宇 马芳武
(1.吉林大学汽车仿真与控制国家重点实验室,长春 130022;2.中国第一汽车股份有限公司研发总院,长春 130013)
缩略语
PLA PolyLactic Acid
VARTM Vacuum Assisted Resin Transfer Molding
CFRP Carbon Fiber Reinforced Plastics
PMI PolyMethacrylimide
GFRTP Glass Fiber Reinforced Thermoplastic
MSG Mechanics of Structure Genome
HTCHCS Hierarchical Thermoplastic Composite Honeycomb Cylindrical Structures
SEA Specific Energy Absorption
PKCSS PMI foam reinforced Kagome honeycomb Composite Sandwich Structure
0 引言
复合材料三明治夹芯结构因具有高强度、轻量化、功能集成的特点,在汽车结构设计领域已经得到广泛应用。卡曼汽车公司采用泡沫铝材作为夹芯制造了轿车顶盖板,其刚度比原钢件提升了6倍,而其质量却可以得到大幅下降[1]。此外,早在10年前,大众汽车公司、宝马汽车公司等大型汽车公司对一系列的吸能减振材料诸如泡沫铝、塑料蜂窝等进行了对比评价试验,发现它们相较于其它金属具有更好的应用性能,并用来制造侧面与前部防撞吸能零部件[2]。此外,车辆地板可以利用三明治夹芯板制成,从而集成为电加热地板;还可以制成侧墙蒙皮,与侧墙骨架粘结后共同担负起车辆侧墙的功能[3]。张伟等[4]提出了一种外壳采用夹芯结构的电池箱方案,进行了关于刚度、强度测试,证明该夹芯结构有效提高了整个箱体防火、电磁屏蔽性能,同时达到了良好的轻量化效果。如图1[5]所示,采用泡沫金属填充的夹芯结构,也可以应用于车身覆盖件以及结构件中。

图1 应用泡沫金属的轿车车身[5]
三明治夹芯结构通常由面板、芯材、胶结层组成,常见的有蜂窝夹芯结构、泡沫夹芯结构。通常,夹芯结构在减重的同时,对整体结构的抗弯刚度与抗剪切强度均具有明显的增强效果。此外,受胶结层的影响,芯材与面板之间存在相对稳定的约束关系,变形模式平缓可控,使其兼具缓冲吸能功能[6-9]。由于良好的力学性能和优异的可设计性,轻质多孔材料作为夹芯材料的主要形式已得到广泛应用。其中,聚合物泡沫、泡沫铝、铝蜂窝夹芯结构已在航空航天、车辆、建筑等领域中发挥了很大作用[10-11]。
发展以新型复合材料为原材料的轻质夹芯结构,为实现结构超轻量化、结构功能一体化设计提供保障,从而有效提高承载能力,因此,对复合材料夹芯结构力学性能以及多用途开展深入研究具有重要意义[12]。现阶段主要的复合材料夹芯结构制备技术包括热压成形技术[13-14]、真空辅助树脂传递模塑技术[15-16]、3D打印成形技术[17-19]、裁剪-折叠制备技术[20]和嵌锁组装成形技术。这些工艺制备夹芯结构,可使得纤维增强复合材料具备更多的性能优势,例如优异的抗疲劳性能、耐腐蚀性能和热学性能[21-24]得到了充分发挥。
通过嵌锁组装工艺制备的夹芯结构展示了很好的性能。首先嵌锁组装工艺对材料的使用限制很小,既可以用于传统的金属和复合材料,又为新型纤维增强复合材料夹芯结构的制备提供了解决方案。本文重点关注嵌锁组装工艺在常见夹芯结构中的应用。
1 三明治夹芯结构成形工艺
纤维复合材料性能绝大部分依赖于增强纤维种类和所选择的基体材料,但是其成形工艺对于整体性能也具有较大影响。与航空航天等领域相比,汽车领域中复合材料零部件应用范围更大,对构件的生产效率以及质量要求更高。为了进一步扩大其在汽车领域的应用范围,新的成形方法也在不断涌现。
1.1 3D打印工艺
3D打印技术种类现已经发展到十多种,本质上都是叠层制造。Sugiyama等[18]为了制备复合材料蜂窝夹芯结构,采用3D打印技术研究了连续碳纤维铺设,并对其在3点弯曲载荷下的静力学性能进行了探索。由于该技术本身的限制,要求在3D打印中,蜂窝结构中的纤维方向必须相同,否则结构在正常工作过程中,因纤维间无良好约束,而与基体发生脱离,使得纤维增强的优势无法发挥。
Quan等[25]通过自行研制的3D打印设备,铺放了连续纤维增强热塑性复合材料,并对其在面内压缩载荷作用下的力学行为展开了研究。由加热头注入聚乳酸(PolyLactic Acid,PLA)基体,制备了内凹六边形复合材料蜂窝结构,但是在样件中,纤维方向与蜂窝壁方向一致,且在转角处纤维脱粘缺陷较明显。目前,聚合物塑料、金属夹芯结构的制备也引入了3D打印技术,但面对复杂拓扑的蜂窝结构时,3D打印仍然存在很多技术障碍,而多用于制备热塑性高分子材料结构。
1.2 裁折成形工艺
Wei 等[7,26]通过裁折成形工艺制备复合材料蜂窝结构,如图2 所示。该工艺采用碳纤维增强塑料(Car⁃bon Fiber Reinforced Plastics, CFRP)的预浸料作为基材,沿纤维方向进行铺叠,将层间气孔排出后,把预浸料进行低温处理,使得预浸料中的树脂基体预冷后凝固变硬,在这种条件下材料易于折叠变形,方便后续加工。

图2 基于裁折成形工艺的全CFRP六边形蜂窝芯夹芯板制作工艺[26]
在沿设计路径对预浸料进行裁剪时,可以采用线切割或者水切割的方式进行裁剪。对于金属加工,线切割可以保证较高精度,但是切割速度较慢,效果不如水切割要好。水切割产生的切口更为平整,可以充分吸收由于切割产生的热量。对于任何材料,水切割打孔、切割速度较快以及在加工尺寸的选择上也较为灵活。利用压辊使裁剪后的预浸料折叠,固化后即可得到蜂窝结构。该成形工艺可实现连续长纤维铺层角度设计,避免了3D打印技术的成形缺陷,但是对制备复杂拓扑结构,还需要进行一定的改进。
1.3 热压模具成形工艺
面芯之间的连接强度总是夹芯结构制备过程中首先应该考虑的问题。Wang 等[27-28]采用热压模具成形工艺制备出可以一次成形的金字塔点阵结构,如图3所示。该方法虽然可以有效提高面芯间接触节点的强度,但是在热压过程中,存在着圆形杆径向成形压力不足的问题,因而夹芯杆在工作过程中存在缺陷,易发生劈裂;其次,在热压成形过程中的温度、压力控制要求会对结构的成形质量产生较大影响,且控制参数很多,从而提高了工艺难度。模具的制备以及使用需要较为熟练的技巧,人为因素比较大,最后的成形效果比较难以控制。

图3 模压一次成形制备工艺[27]
为了克服一次成形工艺中的局限性,熊健等[29]相继开发了组装二次模压成形和模压-电火花(激光)切割成形[30]2种模压二次成形工艺。图4所示为组装二次模压成形工艺,该工艺可以保证纤维完全沿芯杆方向进行铺设,以发挥出夹芯最大承载能力,但制得的结构面芯之间的粘接强度较低,总之依旧没有较好解决粘结问题。图5所示为模压-电火花切割成形工艺,该工艺明显地改善了夹芯结构面芯脱粘情况,但以复合材料为母材的芯杆却未能发挥出全部的承载性能。综上所述,新开发的2种工艺在一定程度上使得制备的夹芯结构性能得到了提升,但是缺陷依旧较为明显。

图4 组装二次模压成形[29]
Pehlivan 等[13]利用热压模具成形工艺制备出了蜂窝夹芯结构。首先制备出CFRP 波纹板,然后将2 个波纹板粘接堆叠形成一个蜂窝板,最后将蜂窝板粘接形成蜂窝夹芯结构。这种改进使得热压模具成形可以制备较为复杂的蜂窝结构,但是在加载时粘结部分强度会受到影响。
1.4 真空辅助树脂传递模塑工艺
Stocchi 等[31]采用真空辅助树脂转移模塑(Vacu⁃um Assisted Resin Transfer Molding,VARTM)工艺制备了复合材料蜂窝夹芯结构,保证了结构中纤维连续性。但是对其进行面外压缩性能试验后,发现该蜂窝结构的力学性能未能达到预期效果,其原因是VARTM工艺导致结构内部气泡含量过多,造成了大量缺陷。Vitale 等[32]对VARTM 工艺制备蜂窝结构进行了优化,使纤维和树脂之间具有更为理想的结合性。为了减少制备过程中气泡的产生,首先将纤维织物铺放在模具上,用真空袋进行密封,并注入树脂。但VARTM工艺在制备蜂窝结构时,由于树脂流动性差、难以排除气泡,该现象仍然是影响结构性能的主要原因,其次是满足该工艺制备的蜂窝拓扑构型较少。消除气泡的解决方案可以采用高压注入树脂技术,使得在成形过程中有足够的树脂进行补充,从而使得树脂分布均匀。
1.5 嵌锁组装工艺
在结构优化方面,已经有多种优化构型被提出,金字塔型、四面体型等夹芯结构已经有成熟的应用。对于夹芯结构的力学性能研究多见于已有研究中,但是对结构静态力学性能研究较多,对实际应用中的斜向静态压缩以及动态冲击探索较少。复合材料点阵夹芯结构已经作为热防护结构应用于航空器,可经受自然环境中的温度变化以及由于加热、储能设备发热及发动机等设备工作发热导致的高温环境考验,为了发掘复合材料点阵夹芯结构在航空等领域的应用潜能,实现热控和承载一体化,研究热力学性能的影响十分必要。在只考虑结构静力学性能与轻量化2方面要求时,CFRP夹芯结构是较好的选择,但是在结构发生破坏过程中,不确定性使其很难大批量生产。
对国内外研究现状的总结可以发现,在采用复合材料作为夹芯结构母材方面已经产生了大量的研究成果,在制备工艺上总体可分为长、短纤维增强复合材料。对长纤维复合材料的研究只是停留在沿纤维方向的强度方面,而对短纤维复合材料的研究大多集中于碳纤维增强树脂基方面。碳纤维价格会增加制备工艺成本和大规模应用难度,而且所采用的部分制备工艺得到的力学测试结果也并没有显示大幅度提高力学性能。嵌锁组装工艺则在满足所要求的力学性能前提下,极大降低了生产成本,使得该工艺可以进行大规模应用。总体上该工艺可以分为3个阶段:
(1)利用复合材料成形工艺选取合适的纤维以及基体进行芯子板(或嵌锁条)制作;
(2)对成形后的芯子板采用普通数控机床进行切割;
(3)将切割后的样件进行嵌锁与组装。
Fan等[33]对二维点阵格栅夹芯结构提出了嵌锁组装工艺并成功制备出了格栅结构,工艺流程如下:
(1)制备用于嵌锁的格栅肋条;
(2)在格栅肋条上开出嵌锁槽;
(3)将2个格栅条通过嵌锁槽咬合制备成格栅;
(4)将格栅与面板用树脂胶粘接。
需要说明的是,由于采用的原材料以及面芯之间的连接方式不同,这使得常常因面芯间的强度不够,当剪切载荷作用在试件表面时,容易发生脱粘。Fan等[33]通过试验揭示了结构破坏模式,结果表明,碳纤维增强栅格和复合夹层板的破坏过程具有一定的延性。当部分结构出现失效时,载荷可以有效地转移到结构的其它部分。
Han等[34]首次使用嵌锁组装工艺制备出玻璃纤维复合材料四边形格栅结构,如图6(a)所示。采用手糊成形等方法制备出复合材料层合板,并将层合板切割成等宽度的条状,并在层合板上切割出嵌锁槽口,通过嵌锁槽口咬合,最后用胶将咬合处粘接制成格栅结构。随着嵌锁组装工艺不断完善,采用碳纤维复合材料板和金属板制备格栅结构的工作也相应出现,正交碳纤维编织布制备成型的四边形格栅结构,如图6b所示。

图6 嵌锁组装工艺[34]
嵌锁组装工艺现已应用在各类夹芯结构中,从泡沫多孔金属到蜂窝、格栅结构,再到点阵以及力学超材料,尤其是随着纤维增强复合材料的迅速发展,嵌锁组装工艺制备的新型夹芯结构在轻量化方面的应用具有广阔前景。
2 嵌锁组装工艺在复合材料芯材制备中的意义
总体来看,为满足汽车产业对于复合材料构件高性能、低成本生产要求,必须采用多元化的成形方法。目前,夹芯结构的制备工艺较多,而且大多已经较为成熟,但也都存在着一定的局限性。热压成形工艺获得的夹芯结构成形质量较差。真空辅助树脂模塑传递技术在制备时,结构内部气泡含量过多,使得制造的夹芯结构存在较大缺陷,而且在整个制备过程中,树脂的流动性差造成的气泡难以消除,以至于仅少数无气泡蜂窝拓扑构型结构能够通过该工艺制备。
为解决复合材料三明治芯材交叉点的连接问题,2003年Han 等[34]首次提出嵌锁组装工艺,使得以复合材料为原材料制备的夹芯结构更容易达到预期性能。
近年来,随着新型纤维增强复合材料研究和应用,通过嵌锁组装工艺得到更轻、性能更好的夹芯结构的研究越来越多。在安全性方面,纤维复合材料的破坏需经历一系列复杂过程,负载过大使得纤维发生断裂时,会导致载荷经由基体传递到其它完好的纤维上去,这种过程大大降低了发生突发性破坏的概率,使得结构整体在发生彻底失效前可以被检测到,从而采取有效措施进行预防。
同时,对常见蜂窝结构夹芯材料制备,主要采用3D 打印工艺与嵌锁组装工艺,对其力学性能进行比较,发现后者更具优势,其原因是:
(1)3D打印工艺制备出的蜂窝结构中纤维均沿同一方向,对于需要进行不同铺层角度设置的复合材料板而言,无法实现这一目标,这也导致结构在外力加载过程中,连续纤维之间无法形成较好的约束,且基体易开裂,纤维增强的优势并没有充分体现;
(2)3D 打印工艺制备的结构蜂窝壁之间,纤维多存在交叉,而蜂窝壁交叉处由于尖锐转角存在应力集中问题,成为结构最先受到破坏的地方,嵌锁组装工艺可在一定程度上改善这一问题;
(3)3D 打印工艺对连续纤维材料结构进行制备时,对其壁厚有较为严格的限制,壁厚要大于某一额定值,而采用后者进行制备则不会存在这种局限性。
此外,王世勋等[35]对CFRP 金字塔点阵结构的动态冲击性能进行了研究,并对比分析了不锈钢、铝合金与CFRP点阵夹芯结构的能量吸收率。研究发现,单从材料方面而言,CFRP 点阵夹芯结构的能量吸收率,依次在冲击速度为900 m/s、1 200 m/s 时,开始超越不锈钢点阵夹芯结构以及铝合金点阵夹芯结构,这充分体现出复合材料制备的夹芯结构在高速冲击下优异的力学性能。
3 嵌锁组装工艺在不同复合材料芯材结构中的应用
常见的夹芯结构均可通过嵌锁进行制备,对于连续纤维复合材料,该工艺可以在一定程度上满足结构交叉处纤维的连续性,从而弥补其它工艺不足,提高结构力学性能。
3.1 蜂窝结构
Russell等[36]采用嵌锁组装工艺制备了CFRP四边形蜂窝结构,针对碳纤维铺层角度的影响,对蜂窝结构面外平压性能和面内剪切性能进行了分析。结果表明,嵌锁组装工艺可应用于拓扑构型复杂结构,相较于其它工艺,可有效避免在成形过程中引入缺陷。此外,还通过有限元模拟以量化缺陷对复合材料蜂窝结构抗压性能的影响,测量和分析预测结果表明,蜂窝等复合多孔材料在强度和密度特性之间存在特殊关系,为轻质、高强度结构设计提供了新机遇。
周昊等[37-38]基于ABAQUS 有限元软件,通过数值模拟,研究了不同相对密度方形蜂窝夹芯结构的独立式CFRP夹芯板在水爆炸作用下的动力响应。再与准静态压缩响应进行比较,验证了本构模型之后,通过分析夹芯板变形过程、芯部压缩和动量传递特性,揭示了不同芯部相对密度夹芯板的芯部压缩和动量传递规律,表明了复合材料夹芯板比层合板具有更好的抗水冲击性能。同时这也为复合材料夹芯结构的多场所应用提供了经验。杨志韬等[39-40]根据多层结构设计思想,在单向CFRP之间添加PMI,制备了多层复合材料蜂窝结构,对其平面外压缩性能和3点弯曲性能进行了理论预测和试验验证。通过理论研究预测了结构失效模式,并绘制了失效模式机理图,最后通过3点弯曲试验验证了理论预测结果。
王志鹏等[41]采用嵌锁组装工艺制备了CFRP方形蜂窝夹芯结构,并对夹芯结构整体的面外平压性能和3 点弯曲性能做出进一步研究,如图7 所示。与以往研究相比,基于试验结果分析了CFRP 方形蜂窝夹芯结构在准静态载荷下的破坏模式、损伤机理以及吸能特性,同时也考虑了3点弯曲载荷作用下面板质量非对称性和试样槽口方向对CFRP蜂窝夹芯梁破坏模式和失效载荷的影响,这一研究结果将为CFRP 方形蜂窝结构在防护以及吸能系统的工程应用提供参考。由于槽口位置存在原始缺陷和应力集中,加载过程中首先从槽口附近产生肋板断裂,随后引起未开槽部分渐进破坏。当应变等于0.5 时,夹芯结构上面板开始与肋板未开槽部分接触,结构继续承载,这一结果说明嵌锁组装工艺制备的CFRP方形蜂窝结构达到极限载荷后仍具有较强承载能力。经过研究发现,对于质量相同的CFRP 方形蜂窝夹芯结构,配置较厚的上面板可以提高夹芯梁承载能力和初始失效载荷。由嵌锁组装工艺制备的CFRP 方形蜂窝夹芯结构,其弯曲性能和破坏模式与试样的槽口朝向相关,长肋板槽口向上时夹芯梁的承载能力更高。

图7 嵌锁式碳纤维/树脂基复合材料(CFRP)方形蜂窝夹芯结构制备过程[41]
传统的六角形蜂窝,由于蜂窝壁朝向相同的加载平面而导致其内平面内拉伸强度低,而方形蜂窝则克服了这一缺点。Vitale 等[42]利用嵌锁组装工艺从具有不同几何形状的平面复合材料板中获得4种不同的碳纤维增强复合材料夹芯,如图8所示。在评估了每个芯材的压缩响应后,建立了解析和数值模型。结果显示,嵌锁工艺为试图扩展蜂窝芯的强度和密度提供了设计第一步,而研究中制造的空心芯也可进行多功能应用(例如嵌入电子器件和泡沫的可能性)。此外,阵列数高的方形蜂窝芯具有更高强度的粘结表面,更不易发生脱粘现象。

图8 不同几何形状的平面复合材料板[42]
Vitale 等[43]测试了其剪切性能。从得到的方形蜂窝剪切应变应力响应(图9)以及不同理论方法的峰值剪应力(图10)中发现,在由非单片部件组成的结构中,薄片数量是一个很重要的问题,不仅要考虑剪切荷载情况,而且要考虑弯曲反应。Vitale等[43]提出的夹芯结构并没有发挥出预测的抗剪强度全部潜力,但是从制造方法引入的较少缺陷和试验设置加载时的错位来得到的最大理论剪切载荷方面来看,提出的这些夹芯结构具有明显优势。
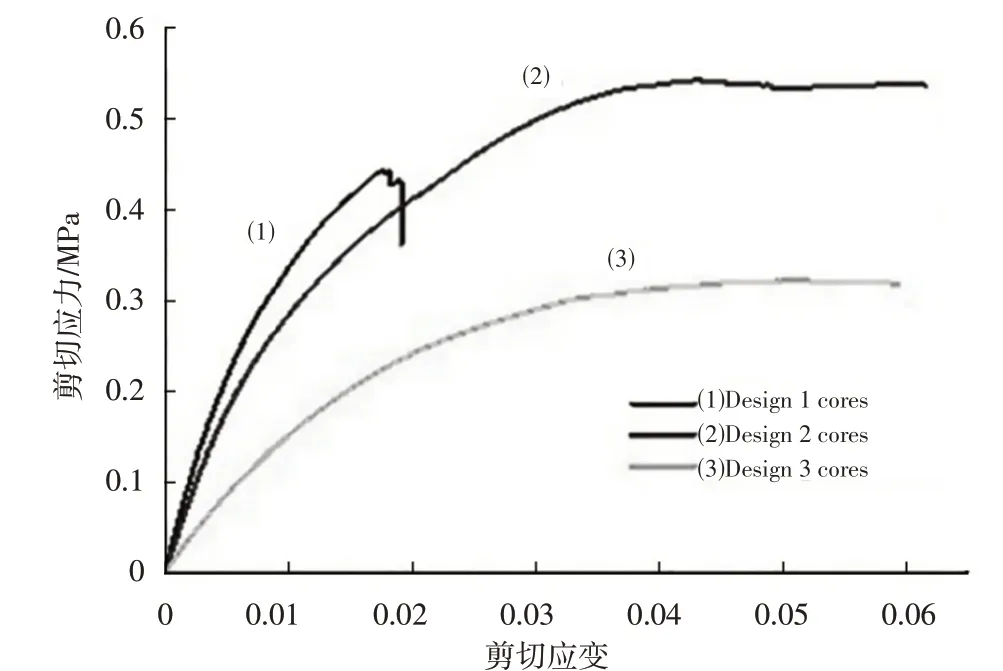
图9 方形蜂窝的剪切应变应力响应[43]
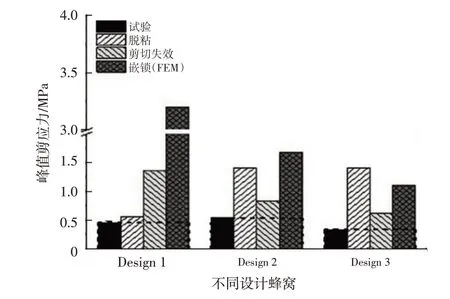
图10 不同理论方法峰值剪应力[43]
近年来其它学者的研究结果表明,方形蜂窝结构的平压性能以及剪切弯曲性能均要比六边形蜂窝结构较好。此外还可以通过在复合材料夹芯板上切割出不同几何形状以获得超轻蜂窝结构,从而扩展丰富蜂窝结构强度和密度。
3.2 金字塔点阵结构
适当的制备工艺在降低成本,提高制备效率的同时,还能减少制备缺陷,提高结构强度[44-45]。
Finnegan等[46]为了制备出复合材料金字塔点阵结构,采用了嵌锁组装工艺,如图11所示。首先采用水切割法加工复合材料层合板,将得到的嵌锁条进行组装后,在面板上切割出凹槽将夹芯与面板组装在一起,并用树脂进行粘接。建立了复合材料芯体的欧拉屈曲、脱层破坏和支板微屈曲破坏模型,实测结果与基于欧拉屈曲和杆件脱层破坏的预测结果吻合较好,表明具有锥体微结构的复合多孔材料在强度和材料性能方面存在差距。
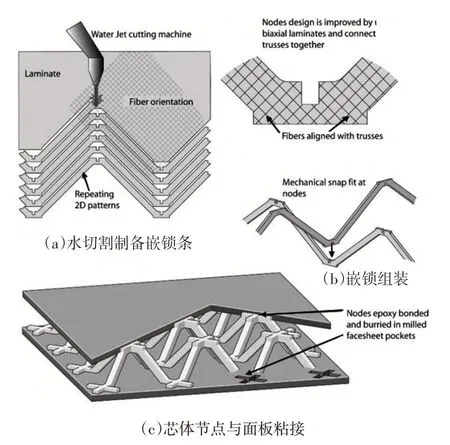
图11 金字塔点阵结构制备工艺[46]
张国旗等[47]采用线切割嵌锁组装工艺制备了金字塔点阵结构。将金属板材加工成波纹条后,把波纹条组装为夹芯,最后用胶膜将夹芯与面板粘接,完成结构制备。
上述2种制备方法都采用了嵌锁组装工艺制备夹芯结构。不同的是,Finnegan 采用的方式导致结构面板力学性能明显降低,同时流程繁琐,使得总体工艺更为复杂;张国旗等[47]采用的工艺简单,制备效率较高,但是面板与芯子之间的连接强度存在着不足,当进行压缩时会产生面芯脱胶的情况。
Cote等[48]对该结构在面内载荷作用下的力学行为进行了试验研究和理论分析。试验与理论预测结果在多数失效模式下是一致的,推导得出了这些点阵结构支撑柱的抗弯强度以及破坏模式。此外Cote 等[49]又对夹芯梁进行了疲劳测试,获得了这2种情况下点阵夹芯梁的强度值。鉴于金字塔点阵夹芯结构的横向各向同性,Cote 等[49]认为在双轴面内载荷显著的情况下,这种结构将会更加具有吸引力。
CFRP 与具有结构优势的夹层板进行结合设计,为超轻结构提供了新机遇。George等[50]采用嵌锁组装工艺方法,以碳纤维增强聚合物层合板为材料,制备了相对密度在1%~10%范围内的金字塔桁架夹层芯。该项试验证明了具有金字塔微结构的复合蜂窝材料填补了强度与密度材料性能空间空白,并优于蜂窝设计。因此,对于一系列需要开孔结构的多功能应用(例如,冷却液可以通过夹层核心),CFRP 金字塔夹心结构提供了一个有吸引力的替代蜂巢选择。
吴倩倩[51]通过嵌锁组装工艺方法制备出了单向纤维增强复合材料金字塔点阵结构,改善了结构夹芯杆件承载效率、面芯界面粘接强度较低的情况。通过在面板上切割嵌锁槽,对整体结构进行了加固,与其他切割工艺相比,避免了杆件在制备过程中引起的缺陷,提升了结构承载性能。
Wu 等[52]采用热压成形和嵌锁组装工艺制备了节点加固格芯以及单向纤维加固的复合材料夹芯板。如图12 所示,由于所有连续纤维都排列在杆的方向上,可以充分发挥纤维的内在强度。因此,格芯具有最大的承载能力。复合网架核心(顶部和底部铝连接件加固)具有抗压、抗剪协同变形能力。通过压缩和剪切试验研究了新型复合金字塔晶格结构的力学性能和破坏机理。试验结果表明,与现有的复合金字塔晶格结构相比,该复合金字塔晶格结构具有明显的优势,该加固方法能够有效地抵抗剪切载荷下脱粘破坏。由于底部和顶部的嵌锁连接,使得夹芯到面板的结合失效为局部失效。在目前的研究中,与其它相对密度相同的碳纤维复合晶格结构相比,碳纤维复合晶格桁架结构的抗压和抗剪强度得到了提高。

图12 热压成形-嵌锁组装工艺[52]
李晓东[53-54]以增强面芯间的粘接强度、提高结构的剪切性能为目标,采用水切割技术和嵌锁组装工艺设计并制备出节点增强碳纤维和环氧树脂基复合材料金字塔点阵夹芯结构(图13)。此外,利用理论和试验研究了结构平面外压缩刚度和强度,并得到了真空热循环下结构的剪切刚度和强度理论方程,并对不同相对密度的杆件进行了平压以及剪切试验。试验结果显示,在面内压缩载荷作用下,相对密度较低时,结构发生杆件屈曲失稳现象;相对密度较高时,结构发生杆件压溃破坏现象;在剪切载荷作用下,相对密度低时,导致夹芯杆件发生屈曲失稳以及压溃破坏;相对密度较高时,则会使得复合材料面板发生分层失效。与其它制备方法所得到的夹芯结构进行对比,在进行平压性能和剪切性能下,发现其整体力学性能得到提高。夹芯破坏主要是由于延长热循环时间后碳纤维和环氧树脂之间界面基体脱粘产生的压碎和局部屈曲过程。但是在该研究中发现,随着真空热循环时间增加,结构抗压和剪切性能得到改善,说明在某一时间限制下,对整体结构进行某一温度下加热后可以使得结构的力学性能得到较好提升。

图13 水切割-嵌锁组装工艺[53]
Hu 等[55]采用节点嵌锁工艺创建了一种新型全金属金字塔管晶格夹层结构。首先采用激光切割技术获得具有X形通槽的面板和实心面板,采用线切割技术获得多个平面连接板,用于组装三维X 形连接板,然后将用线切割技术切割中间部分开槽的倾斜管插入加工面板的X行槽中(图14)。

图14 金字塔晶格结构节点嵌锁组装[55]
在进行压缩试验时,发现经历了显著的非线性应变硬化,直至压缩应力峰值,与核心支撑出现塑性屈曲一致。持续加载导致核心软化相对温和,直到屈曲后阶段应力水平最低,随后由于夹芯致密化,承载能力迅速增加。该嵌锁金字塔焊接管晶格表现出显著的整体力学性能,特别是在比强度和比能量吸收方面性能优越。嵌锁金字塔焊管晶格芯的比强度和比能量吸收显著优于其它主流周期胞体拓扑结构,如不同拓扑形式的实心或空心桁架晶格、棱柱形核和蜂窝。同时,Hu等[55]的研究成果对填补焊管桁架晶格在某些材料性能空白具有指导意义。
3.3 负泊松比结构
三维有序负泊松比结构已成为负泊松比结构研究领域的热点,但是由于该结构通常构型十分复杂,除了选择增材制造技术之外,其它制备工艺相对较少。有学者通过有限元方法分析后,认为内部若包含呈现星型的横截面或者具有内凹角的结构单元时,即可产生负泊松比效应。
王信涛[56]用嵌锁组装工艺制备了CFRP三维内凹负泊松比结构(图15),并通过轴向压缩试验,验证了CFRP 三维内凹结构的负泊松比性质。结果表明,复合材料三维内凹负泊松比结构的泊松比值与其内凹角的大小成抛物线性关系,且负泊松比效应较金属更明显。若母材为各向异性材料,其相关性质不但与结构几何参数相关还与母材的力学性质相关。复合材料三维内凹负泊松比结构的比刚度在内凹角较大时与金属结构的比刚度相当,在内凹角较小时则优于金属结构。

图15 复合材料三维双箭头负泊松比结构制备过程[56]
Du等[57]采用嵌锁组装工艺,设计并制备了一种具有可回收性的层次化热塑性复合蜂窝状圆柱结构(Hierarchical Thermoplastic Composite Honeycomb Cy⁃lindrical Structures,HTCHCS),如图16 所示。采用准静态轴压试验,研究了复合材料的力学响应和能量吸收特性。通过优化轴向肋板布置方式,可将结构破碎力效率由0.4 提升到0.7。对HTCHCS 变形进行了试验研究,得到了典型的变形模式(图17)。不同于肋部规则的叠层塌缩,肋部交错的叠层呈现负泊松比变形。虽然其它工艺也可以制造拓扑复杂的层次结构,但是制造过程相对较长,成本相对较高。此外,目前对于纤维增强热塑性复合材料分层柱状夹芯结构的研究较少,采用简单高效的嵌锁组装工艺,为以后新型层次化热塑性复合材料夹芯结构的广泛应用提供了可能。
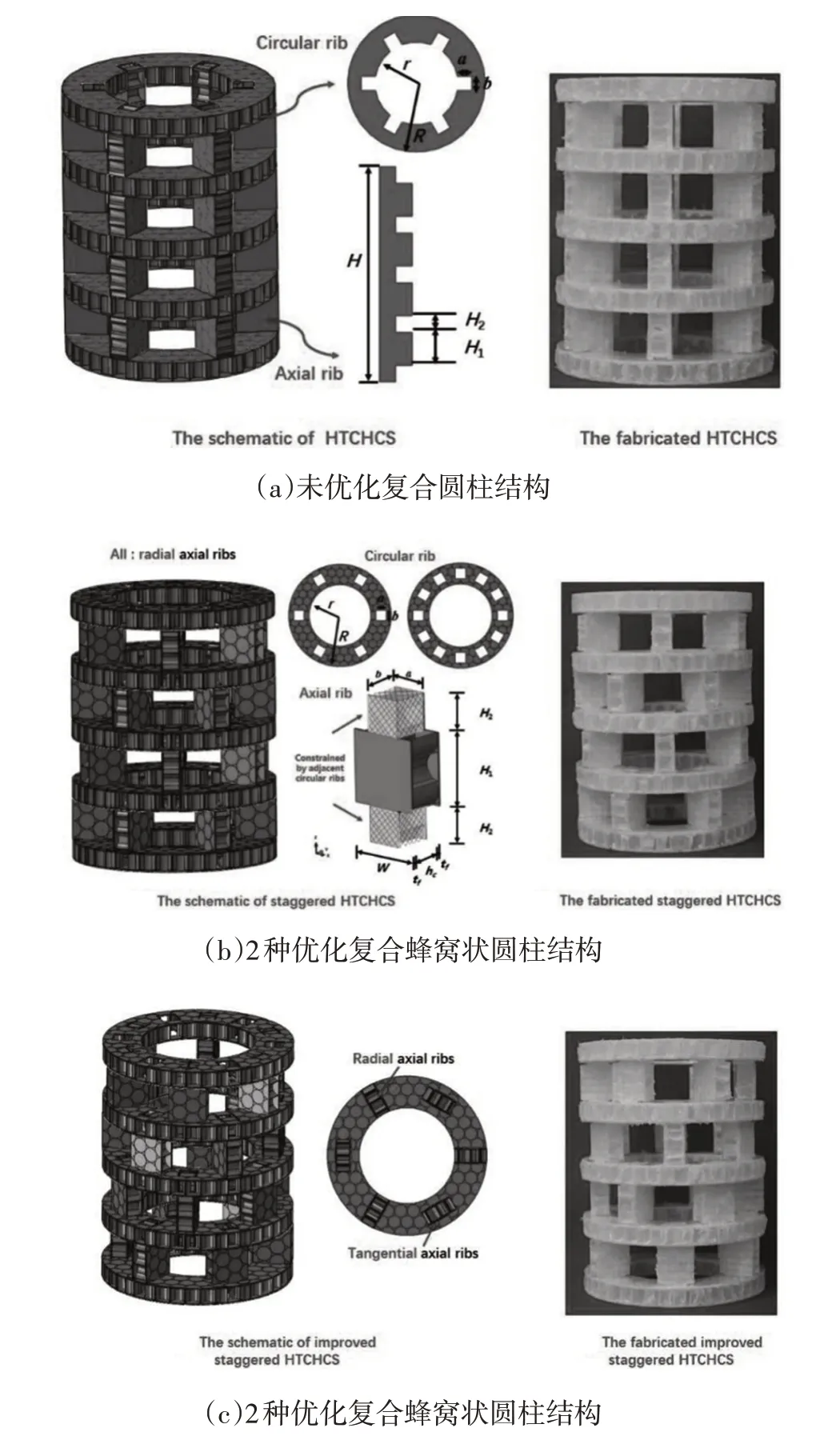
图16 HTCHCS结构及其优化[57]
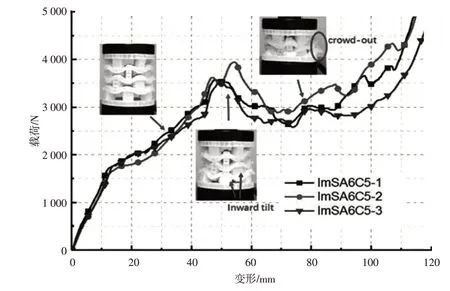
图17 轴向压缩响应[57]
Guo 等[58]采用纤维缠绕嵌锁方法,设计并制造了一种由连续玻璃纤维增强热塑性塑料复合材料面板和分层蜂窝芯组成的分层热塑性复合材料蜂窝夹层圆柱形结构。通过轴压试验对其承载能力进行评价,揭示其破坏模式。结果表明:局部屈曲和面压溃是夹芯圆柱结构的主要破坏形式;夹层柱状结构的比能吸收(Specific Energy Absorption, SEA)和极限承载能力分别是分级柱状结构的5.45 倍和15.24 倍。此外,分层热塑性复合材料蜂窝夹层柱状结构的承载效率最高可达0.75和0.76,优于参考的其它热固性复合材料柱状结构。考虑到其低成本的优点,玻璃纤维增强热塑性塑料(Glass Fiber Reinforced Thermoplastic,GFRTP)复合材料表皮和分层蜂窝芯筒型夹层设计结构,为夹层结构的应用提供了一种新的设计思路。
3.4 零泊松比结构
正泊松比结构变形后会形成马鞍形,负泊松比结构则会存在拉涨现象,而零泊松比夹芯结构却不会出现上述情况,这吸引了学者们对零泊松比结构设计、力学行为进行分析研究。高飞[59]提出一种零泊松比蜂窝结构(图18),采用一种新的多尺度分析方法(Me⁃chanics of Structure Genome,MSG)[60],分别采用嵌锁组装工艺和3D打印工艺对其进行制备,并对比分析了2种工艺对该结构力学性能的影响。结果表明,在相同条件下,由嵌锁组装工艺制备的零泊松比蜂窝结构的力学性能要更优异。由前者制备的试件比强度值比后者制备出的试件增强了53.5%,与材料为ABS-M30的3D打印试件相比增加了111.5%。后者无法保证结构交叉处纤维的连续性,使得结构存在薄弱部分,而前者可弥补这种缺陷并提升结构力学性能,从而较好地展现出结构优点。

图18 零泊松比结构嵌锁方法制备工艺[59]
Yang 等[61]为了实现完全对称的双稳态和多稳态机构,提出了一种基于多材料嵌锁装配方法和压缩扣折段的双稳态机构创新设计策略。多稳定力学超材料具有稳健的形状可重构性和零泊松比,具有较大的可恢复性变形。这种结构在理论和数值计算结果表明,可以实现一维到三维多稳定材料的正、零、负泊松比或者各向同性或各向异性热膨胀,为基于嵌锁组装工艺的多功能超材料的潜在应用提供了参考。
4 夹芯结构改进措施
复合材料夹芯结构虽然在多个领域具有巨大的应用潜力,但该结构存在着主要缺陷:端面与芯材之间容易脱粘,边缘薄弱,大大降低了刚度和强度。为了解决这个问题,Song等[61]尝试高强度、高模量的聚甲基丙烯酰亚胺(PolyMethacrylimide, PMI)泡沫填充到复合嵌锁卡格姆(Kagome)蜂窝结构(PMI foam rein⁃forced Kagome honeycomb Composite Sandwich Struc⁃ture,PKCSS)中,形成一种新型的夹层结构(图19)。填充PMI泡沫材料的整体强度、刚度和吸能性能均有较大提高,但质量增加幅度较小,增加了嵌锁卡格姆蜂窝结构脆弱边缘的局限性,但结构的抗脱粘能力得到了显著增强。

图19 PKCSS加工流程[61]
在结构空隙中插入不同的材料来构造混合夹芯层,可以进一步改善刚度、强度以及抗冲击性能。Yang 等[62]讨论了金属或聚合物泡沫填充夹芯结构以及金属-波纹型芯。
填充夹芯结构提高了夹芯层抗压强度和能量吸收能力,而金属-波纹型芯通过在面板和波纹板上引入亚毫米穿孔,成为一种新型多功能结构,具有非凡的低频吸声、优异的强度和抗冲击性能以及更强的能量吸收功能。
金字塔点阵结构存在杆易屈曲和面板易局部皱曲的问题,文献[44]和[45]设计了2 种沙漏夹芯结构,分别为单层和多层,并通过改变杆件细长比、节点间距进而解决上述问题。针对该结构制备,Feng等[45]已经探索出了包括嵌锁组装工艺在内的整套工艺路线。综合分析,此套制备工艺流程简单、制备出的结构件缺陷少、有工业批量化生产的潜力。从理论和试验上研究了沙漏格子夹芯结构面外和面内压缩性能,并将测量结果与分析预测进行了比较。结果表明,低相对密度沙漏夹芯的面外压缩峰值强度高于金字塔夹芯强度。此外,沙漏夹层结构的面内峰值压缩荷载优于金字塔夹层结构。因此,在高比强度轻质结构中,沙漏夹芯结构是一种很有前途的候选结构。
5 结束语
无论是传统燃油车还是新能源汽车,汽车轻量化与安全都是一个重要的研究课题。采用嵌锁组装工艺制备的三明治夹芯结构在汽车轻量化、汽车被动安全方面具有优异的综合性能,在汽车设计中具有很大的发展潜力。
从力学性能和质量利用效率方面出发,CFRP 作为一种先进复合材料,其制备的蜂窝结构将从母材方面进一步提升结构力学性能。但是目前的研究多集中在以下2方面:
(1)蜂窝结构成形工艺的研究主要集中于常规蜂窝上,而对于其它类型夹芯结构以及具有较为复杂拓扑构型夹芯结构的成形工艺研究较少。
(2)目前多采用3D打印工艺制备各种蜂窝结构,并对其结构的静态力学性能进行分析研究,而利用嵌锁组装工艺作为制备方法,以多种复合材料为母材的蜂窝结构,及其动态力学性能相关研究则偏少。
在调研目前国内外研究成果之后,结合当前对这一研究的认识与研究基础发现,夹芯结构研究仍存在以下局限性,因此该种结构需要得到进一步研究和发展:
(1)CFRP 蜂窝结构中嵌锁位置和蜂窝相交处是蜂窝结构易发生应力集中的区域,失效模式主要为基体开裂,解决好由于应力集中导致的失效问题才能更好提升整体性能。
(2)基体树脂的正常工作温度一般存在较低的上限,亟需探索更高温度的热固性或热塑性树脂基作为增强材料的基体,由此涉及到的疲劳等课题的研究也需要进一步深入进行。
(3)对于夹层结构,目前多考虑其力学性能,使得汽车应用中功能较为单一,因此多功能性是未来发展方向。在车辆设计时,应该对环境因素进行充分考虑,特别是火灾,因此需要将热管理、噪音和雷达波吸收功能特点,灵活应用在不同的车辆设计中。
(4)夹层结构可以采用热保护层,但由于外界因素存在,使得不容易检测到内部损伤,而内部损伤会对整体结构性能造成很大影响,未来应该对内部损伤检测采取更为有效的方法,以避免发生较为严重的后果。此外,夹层结构在环境暴露和过度机械载荷作用下的残余性能也值得深入研究。
猜你喜欢
纺织科技进展(2021年8期)2021-09-01
现代装饰(2021年1期)2021-03-29
毛纺科技(2020年6期)2021-01-06
模具制造(2019年4期)2019-12-29
四川冶金(2019年5期)2019-12-23
山东冶金(2019年5期)2019-11-16
固体火箭技术(2019年4期)2019-09-13
固体火箭技术(2019年3期)2019-07-31
制造技术与机床(2018年9期)2018-09-19
知识就是力量(2018年3期)2018-03-08
