
基于机器视觉的食品生产自动化监测系统设计
2023-05-06 17:59:49赵莹莹
无线互联科技 2023年24期
关键词:机器视觉
赵莹莹

摘要:食品生产自动化监测系统的设计一直是食品工业领域的研究热点之一,旨在提高生产效率、确保食品质量、降低人力成本。文章探讨了一种基于机器视觉的食品产品计数方法,以提高食品生产线的自动化监测效能。文章研究了食品生产自动化监测的总体方案,包括食品、流水线、机器视觉系统、图像采集卡和工控机等部分;着重关注了机器视觉系统中的光源和相机的功能,并解释了两者的协同工作;提出了一种基于图像处理的产品计数算法,涵盖了图像预处理、阈值分割和连通分量分析等步骤;提出了一套仿真实验方案,用MATLAB模拟了食品产品计数过程,以验证算法的性能。
关键词:机器视觉;自动化监测;产品计数方法;食品生产
中图分类号:TS21中图分类号 文献标志码:A文献标志码
0 引言
食品生产自动化监测系统的设计与研究一直以来都备受食品工业领域的关注,这一研究领域具有广泛的应用前景[1-3]。随着食品生产环境的不断复杂化和对食品质量稳定性的不断追求,基于机器视觉的自动化监测系统逐渐崭露头角,成为解决众多挑战的重要技术之一[4-6]。
本文的目标是针对食品生产自动化监测的需求,提供一个全面的解决方案。(1)文章探讨食品生产自动化监测的总体方案,其中包括其核心技术和必要要素。(2)文章集中研究基于机器视觉的产品计数方法。这是自动化监测系统的关键组成部分,对于生产效率和食品质量至关重要。机器视觉技术的应用能够实现准确的食品产品计数,同时还提供了数据支持,有助于实施实时的生产控制策略。(3)为了验证所提出方法的有效性,本研究进行了MATLAB仿真实验。实验结果展示了该自动化监测系统的可行性和性能。
本研究旨在为食品生产自动化监测系统的设计和实施提供有力的技术支持,推动食品工业的智能化升级,提高生产效率和产品质量,以满足市场对高质量食品的不断增长的需求。本研究的结果将为相关领域的学术界和工业界提供有价值的参考,为食品生产自动化监测系统的进一步发展助力。
1 食品生产自动化监测方案
食品生产自动化监测方案如图1所示。
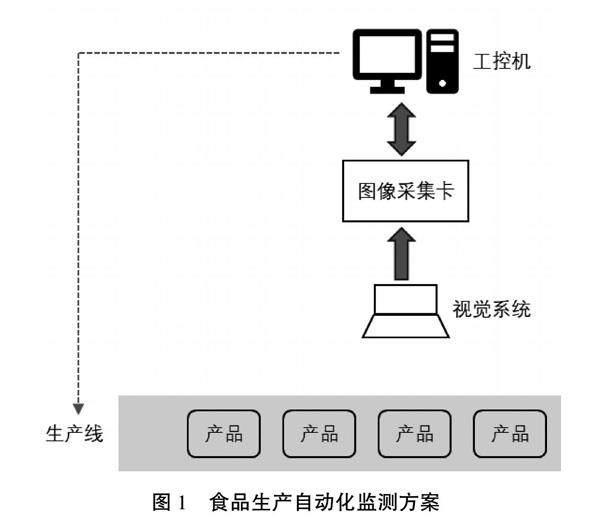
图1 食品生产自动化监测方案
食品生产自动化监测方案的构建涵盖了多个关键组成部分,每个部分在整个系统中扮演着重要的角色,共同保证了系统的顺畅运行和高效监测。如图1所示,本文构建的食品生产自动化监测方案包括食品、流水线、机器视觉系统、图像采集卡和工控机等多个部分。
食品是生产线上的主要物料,通过流水线传送至监测点。不同类型的食品在颜色、形状、大小等方面具有差异,因此需要通过机器视觉系统进行准确识别和计数。流水线是用于传送食品的物流通道,作用是将食品稳定地送至机器视觉系统的检测区域。流水线的稳定运行对于保证监测的准确性至关重要。
机器视觉系统是整个方案的核心,负责对传送至检测区域的食品进行实时图像采集、处理和分析。其主要功能包括图像采集、特征提取、食品计数等。图像采集卡[7-8]是连接机器视觉系统与摄像头的接口设备,负责将摄像头采集到的模擬图像信号转化为数字信号,以便机器视觉系统进行处理。工控机[9-10]是整个系统的控制中枢,负责监测系统的运行状态、协调各个部件之间的工作,同时提供用户界面用于操作和监控。其主要功能包括:(1)数据处理和分析。接收并处理机器视觉系统传来的数据,进行计算和分析,以实现对食品的准确计数。(2)控制信号生成。向流水线、图像采集卡等部件发送控制信号,保证各部分协调工作。在系统工作时,
(1)流水线稳定传送食品至检测区域,保证食品在机器视觉系统的拍摄范围内;
(2)机器视觉系统通过图像采集卡获取食品的实时图像;
(3)机器视觉系统对图像进行处理,提取特征信息,然后进行食品的计数;
(4)计数结果传递至工控机进行进一步的数据处理和分析;
(5)工控机根据计数结果生成相应的控制信号,以调节流水线的运行速度,保持生产过程的稳定性和高效性。
2 基于机器视觉的产品计数方法研究
本文设计的基于机器视觉的产品计数方法如图2所示,主要包括光源和工业相机2个关键组成部分。光源主要功能是提供适当的照明,以确保被检测物体的特征得以清晰地呈现在相机的图像中。光源的选择和配置直接影响了图像的质量和机器视觉系统的性能。本文将光源安置在机器视觉系统的侧面,其角度和强度会根据被检测物体的特性进行调整。工业相机用于捕捉被检测物体的图像,将其传输至机器视觉系统进行后续的图像处理和分析。工业相机负责捕获这些图像,然后将其传输至机器视觉系统,该系统会分析图像中的特征,识别并计数被检测的产品。
本研究采用基于阈值分割和连通分量分析的计数方法对食品产品进行计数。在图像预处理阶段,输入灰度图像I,其灰度值范围在[0, 255],输出为二值图像BW,其中每个像素的值为0或1。选取一个合适的阈值T,将灰度图像转化为二值图像。本文使用大津法(Otsus Method)来自适应地选择阈值。
T=argmax{σ2B(t)}(1)
其中,σ2B(t)为以阈值T分割后的前景和背景之间的类间方差。然后,根据选取的阈值将灰度图像进行二值化处理。
BW(x,y)=1,I(x,y)≥T
0,otherwise(2)
本研究进行连通分量分析,输入二值图像BW,输出各连通分量的个数,即食品产品的数量;对二值图像进行连通分量分析,将相邻的像素归为同一组,形成不同的连通区域,然后统计各个连通区域的个数,即为所求的食品产品数量。
3 基于MATLAB的仿真实验
本文采用MATLAB做了仿真实验。
(1)图像数据获取:从实际的食品生产场景或者合成的数据集中获取食品产品的图像数据。确保图像包含多个食品产品,并涵盖不同的形状、颜色和大小,以模拟真实的监测情况。
(2)图像预处理:在仿真中,可以使用MATLAB的图像处理工具箱来模拟实际的图像预处理步骤。包括灰度化、噪声去除、图像增强等操作,以准备图像用于后续的计数分析。
(3)阈值分割:使用MATLAB实现图像的阈值分割,将图像转化为二值图像。在仿真中,可以选择不同的阈值方法,如大津法或自适应阈值法,并比较其效果。
(4)连通分量分析:
利用MATLAB的图像处理工具箱,实现连通分量分析。标记图像中的连通区域,并统计各连通分量的数量,即为食品产品的估计计数。
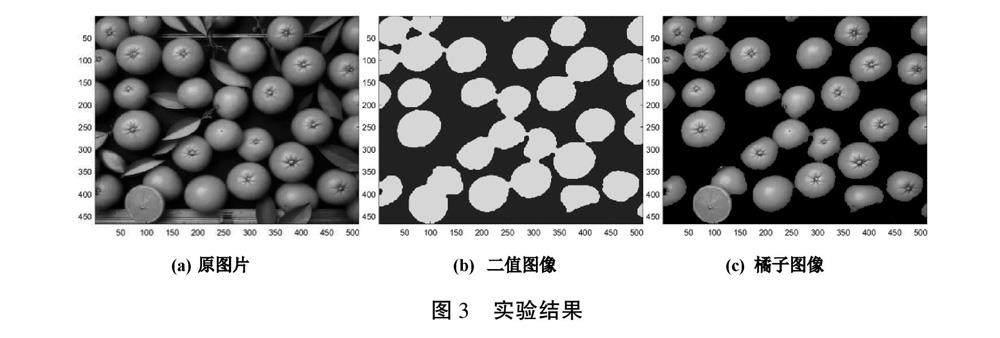
部分实验结果如图3所示,可以看出,橘子基本被提取出来,证实了二值图像的准确性,对图3进行连通分量分析可以得到该图片完整的橘子数量约为23个。
4 结语
本文研究了基于机器视觉的食品生产自动化监测系统,重点关注了产品计数方法。本研究通过阐明各组成部分的功能和工作原理,建立了一套完整的系統方案。机器视觉系统中的光源和相机的协同工作确保了食品图像的清晰度,为计数提供了可靠的图像数据。应用图像处理算法,实现了食品产品的准确计数。仿真实验验证了算法的可行性,为进一步研究和实际应用提供了理论支持。这一研究对于提高食品生产自动化监测的效率和准确性具有重要意义,有望为食品工业的智能化升级贡献一份力量。
参考文献
[1]岳艺.食品包装机械的自动化控制[J].轻工科技,2016(1):77-78.
[2]蒋秋枫.中小型食品生产企业质量管理工作的困局和对策[J].现代食品,2019(21):136-138,141.
[3]孟萌.食品机械智能化自动化的发展趋势探讨[J].山东工业技术,2018(7):17.
[4]李明.运动食品机器视觉的识别与定位技术的研 究[D].哈尔滨:哈尔滨商业大学,2014.
[5]晏祖根,李明,徐克非,等.高速机器人分拣系统机器视觉技术的研究[J].包装与食品机械,2014(1):28-31.
[6]晏祖根,王立权,孙智慧,等.面向食品生产的高速自动分拣系统的研究[J].包装工程,2009(7):16-18.
[7]刘焕军,王耀南,段峰.机器视觉中的图像采集技术[J].电脑与信息技术,2003(1):18-21.
[8]曾晔,项安,牟翔.一个基于Camera Link的图像采集系统的研究[J].计算机应用与软件,2010(11):245-249.
[9]龚爱平.基于嵌入式机器视觉的信息采集与处理技术研究[D].杭州:浙江大学,2013.
[10]王起.论PLC、单片机、工控机在工业现场中的应用及选用方法[J].广西轻工业,2011(1):60-61.
(编辑 王永超编辑)
Design of food production automation monitoring system based on machine vision
Zhao Yingying
(Guangxi Vocational & Technical Institute of Industry, Nanning 530001, China)
Abstract: The design of automated food production monitoring systems has always been one of the research hot views in the food industry, aiming to improve production efficiency, ensure food quality and reduce labor costs. This article explores a food product counting method based on machine vision to improve the efficiency of automated monitoring of food production lines. First, the overall plan for automated monitoring of food production was studied, including food, assembly lines, machine vision systems, image acquisition cards and industrial computers. It then focuses on the functions of light sources and cameras in machine vision systems and explains how they work together. Subsequently, a product counting algorithm based on image processing is proposed, covering steps such as image preprocessing, threshold segmentation and connected component analysis. Finally, a set of simulation experiment plans was proposed, and MATLAB was used to simulate the food product counting process to verify the performance of the algorithm.
Key words: machine vision; automated monitoring; product counting method; food production
猜你喜欢
软件导刊(2016年11期)2016-12-22 21:52:17
电脑知识与技术(2016年28期)2016-12-21 12:13:14
科技视界(2016年26期)2016-12-17 17:31:58
科技视界(2016年25期)2016-11-25 19:53:52
科技视界(2016年25期)2016-11-25 09:27:34
科教导刊(2016年25期)2016-11-15 17:53:37
软件工程(2016年8期)2016-10-25 15:55:22
科技视界(2016年20期)2016-09-29 11:11:40
科技视界(2016年6期)2016-07-12 09:12:40
科技视界(2016年15期)2016-06-30 19:03:30
