
一种面粉包装质量和效率较高的设备
——半自动包装机
2023-04-22 00:17闫志强刘素山
现代面粉工业 2023年6期
闫志强 刘素山
(河北苹乐面粉机械集团有限公司,石家庄 050800)
因不同消费群体的需求,面粉生产出来后需要采用不同规格的包装,通过散装或管道输送到食品企业的还较少。面粉包装作为面粉生产的最后一个工段,其技术发展经历了4 个阶段,即手工包装、机械化包装、半自动包装和全自动包装。手工包装是指人手持缝口机,面粉灌装后,对包装袋进行缝口的包装;机械化包装是利用自动称重设备对面粉进行灌装,人工套袋、折边,由固定缝口机进行缝口;半自动包装由自动包装秤、折边机、缝口机和输送机组成,套袋采用人工方式,其他工序实现自动化;全自动包装则是完全不用人工操作,送袋、套袋、计量、灌装、输送、折边和缝口全部自动化完成。半自动包装是目前使用最多的包装方式,掌握其工作原理、主要结构和操作维护方法,对正确使用很有益处。
1 半自动包装基本原理
面粉半自动包装包括套袋、罐装、输送、扶袋、折边及缝口等6 个工序(图1)。通过6 个工序有序组合,实现无差错运行,实现半自动化包装。半自动包装机只有套袋由人工完成,其他工序实现自动化。灌装采用粉料自动包装秤完成,由输送设备配合扶袋机构将灌装好的面粉袋运送到扶袋工位,由扶袋装置对面粉袋缝口部位进行整理,再输送到折边装置进行面粉袋折边,折边后由缝口机缝口,完成包装。
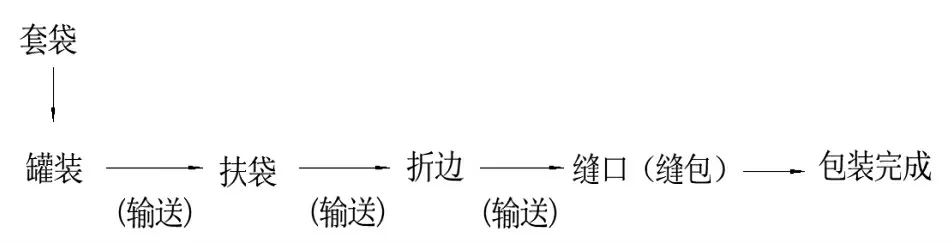
图1 半自动包装机主要工序
2 半自动包装机主要结构
半自动包装机主要由储料斗、称重、灌装、套袋、扶袋、输送、折边及缝口等构成(图2)。
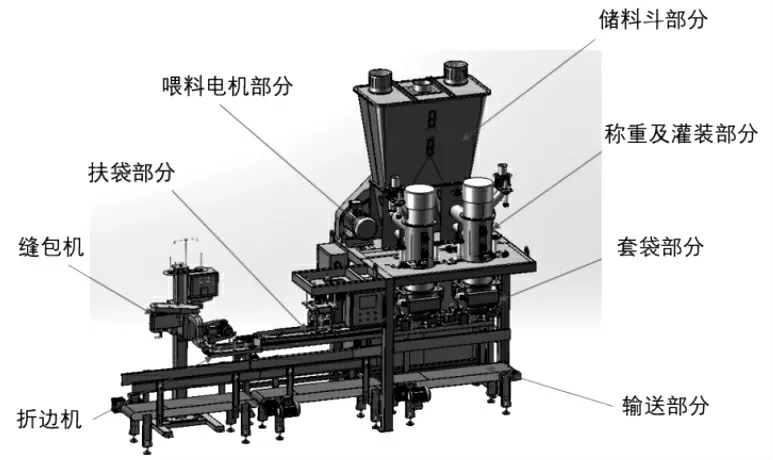
图2 半自动包装机主要结构图
2.1 储料斗
储料斗是为实现称量包装的连续性而设计的临时储料装置,容量根据包装产量定,一般设计为1~1.5 min 包装一包。为使面粉流动性更好,储料斗上部设置排气口,同时储料斗还安装了防止面粉结拱的装置、料位探测传感器及观察窗等。
2.2 称重机构
称重机构是包装机的核心,由喂料机构和承重机构组成。喂料机构设计型式直接决定包装机称重精度。面粉包装机称重精度一般要求10~20 g。半自动包装机喂料机构由双绞龙组成,双绞龙上下布置。下面为大绞龙,实现快速喂料,以提高包装机产量;上面为小绞龙,实现精准喂料,以保证包装机称重精度。由仪表控制面粉的大投和小投,即快速喂料和精准喂料。在喂料绞龙的出口还设置了防止误投料的机械机构。在绞龙传动上配置电磁离合器,以实现精准控制,避免机械冗余导致的称重误差。
称重机构最主要的工作单元是称重传感器,市场上普遍使用有托利多、柯力及中航电测等品牌。为保证满足差异化需求,可以根据客户需要选配不同品牌传感器。
2.3 灌装机构
半自动包装机属于无斗结构,称重和灌装同时进行,灌装部分由夹袋、墩包机构组成。人工套袋后,自动夹袋,灌装称重的同时进行墩包动作,使灌装后面粉密实,以便折边和缝口。
2.4 夹袋输送机构
面粉灌装完毕,面袋落到输送带上,扶袋气动夹板伸出夹住面袋上部侧边,将面袋抻展,气动夹板与面袋同步运送到扶袋链条夹缝中,气动夹板松开退回,完成面袋整形、移送。
气动夹板机构由伺服电机驱动,输送机采用变频控制,便于输送速度和伺服电机驱动的移送平台速度匹配。
2.5 扶袋机构
整形后的面袋被输送到折边机的一个中间输送机构,输送链条在输送过程中可以将面袋缝口处的空气排出,以便于折边。扶袋输送链条的运行速度保持和输送机速度匹配,以使面袋以正确的形态进入折边机。
2.6 折边缝口机构
折边机固定在缝口机立柱上,折边机链条夹送面袋缝口部位,依靠输送机把面袋移到折边机折边,面袋折边后送入缝纫机针头缝纫处,实现缝口。
3 半自动包装机控制系统
半自动包装机控制系统一般由西门子SMART S7 PLC、多种扩展模块、伺服控制器和变频器等器件组成。气动元件的气缸、阀一般采用亚德客品牌,以确保性能稳定可靠。
输送机的减速电机采用变频器控制,以便调节输送速度,实现与扶袋、折边及缝口速度匹配,由光电传感器实现各个动作的信号反馈(图3)。

图3 控制系统信号反馈示意图
4 半自动包装机的操作
半自动包装机只有套袋由人工作业完成,其他工序已全部自动化运行。在更换产品包装规格时,需调整称重参数,如净重25 kg 更换为20 kg 等,同时调整扶袋机构和缝口机高度。
5 半自动包装机应用前景
由于面粉生产企业利润比较低,而人力成本又在逐年增加,所以减少劳动力成为企业降本增效重要途径。采用一台半自动包装机至少可以节省一个劳动力,同时提高了打包质量和效率,市场前景广阔。目前,河北苹乐面粉机械集团有限公司陆续推出了FBZS-F25A、FBZS-F25AL、FBZS-F25N、FBZSF25NB、FBZS-F45N 等多种型号半自动包装机,同时开发了麸皮半自动包装机、化工行业专用半自动包装机等产品,满足了客户多种需求。
猜你喜欢
今日农业(2022年15期)2022-09-20
包装与食品机械(2021年4期)2021-09-17
装备制造技术(2021年1期)2021-05-21
电子制作(2019年19期)2019-11-23
电子制作(2019年23期)2019-02-23
中国果业信息(2019年1期)2019-01-05
酒·饮料技术装备(2018年1期)2018-04-28
商业文化(2017年26期)2017-03-20
电子制作(2016年23期)2016-05-17
山西果树(2014年3期)2014-07-15
