
纳秒脉冲激光在Q235表面污染漆层的清洗工艺研究*
2023-03-23 07:44招观荣雷泽勇黄灿裕
机电工程技术 2023年2期
招观荣,雷泽勇,邓 健,黄灿裕
(南华大学机械工程学院,湖南衡阳 421001)
0 引言
激光清洗作为一种新型的表面清洗技术,尤其是在近些年来随着光电技术的快速发展,激光清洗技术在日常生活以及工业应用领域得以广泛使用[1]。与传统技术相比较,激光清洗技术有较多的优点[2],例如清洗参数可调,可灵活组合[3],适用于各种清洗对象及复杂曲面[4],其与清洗表面为非接触作用,几乎不会对基体带来新的污染[5],清洗效率高且清洗成本低,是一种绿色安全的清洗方式[6]。
我国核工业在经过多年来的蓬勃发展,带来巨大成就的同时也带来新的挑战,许多核设施将面临着退役[7],但由于部分核电设备长期处于具有放射性污染的场所,表面都会伴随着一些污染核素,如钴、锶等核素,对人体具有一定的害处,因此为其安全退役提出了高的要求[8-10]。本文基于这一要求,对核设施退役废金属,主要是碳钢,对其表面核污染漆层进行激光清洗的工艺研究,在激光清洗运用于核废金属去污领域具有一定的参考意义。
1 试样制备与实验方法
实验所用的材料为Q235钢,其主要化学成分为(质量分数%):C 0.17、Si0.18、Mn0.28、P0.015、S 0.014、Fe余量。Q235钢板经电火花线切割后成20 mm×20 mm×5 mm 的长方体块状样品,使用180#~1500#SiC 砂纸对其表面进行逐级打磨,用无水乙醇作为介质进行超声波清洗,吹干后在样品的上表面涂一层约为50 μm 厚的丙烯酸树脂漆,待表面漆层干后,在其表面均匀涂上一层1 g/L 的硝酸钴溶液,放入恒温加热干燥箱中保存24 h后完成Q235表面污染漆层样品的制取。丙烯酸树脂漆的主要成分如表1 所示,样品表面涂抹硝酸钴溶液后的主要成分如表2所示。

表1 丙烯酸树脂漆的主要化学成分wt%

表2 Q235表面污染漆层样品的主要化学成分wt%
实验时采用大族激光HLCM 系列纳秒脉冲激光清洗机,设定激光脉冲频率为100 kHz,脉冲宽度为100 ns,光斑直径为0.1 mm,激光作用点始终在焦点处,扫描宽度为10 mm。控制激光能量密度为3.175~5.715 J/cm2,扫描速度为1 000~5 000 mm/s,清洗速度为5~15 mm/s,分别进行单次清洗。实验后采用3D电子显微镜、扫描电镜对样品表面进行二维形貌观察以及进行能谱仪EDS 分析等。
2 结果与分析
激光除漆的主要过程是金属表面漆层吸收激光能量,从而加热使温度不断升高,促使材料发生一系列的物理现象,例如烧蚀、熔化、气化等等,最终使得漆层从基体表面去除。但在这个过程中影响清洗效果的激光参数有很多,其中影响较大包括激光的能量密度φ、激光扫描速度Vx、清洗速度Vy,以及其影响的重叠率等[11-14]。激光能量密度φ可以表示为[15]
式中:P为激光功率,W;f为激光脉冲频率,kHz;D为激光光斑直径,mm。
激光扫描方向重叠率Ox可以表示为[16]:
式中:Dx为激光扫描方向相邻光斑间距,可表示为:
激光清洗方向重叠率Oy可以表示为:
式中:Dy为清洗方向相邻光斑间距,可表示为:
式中:WX为扫描宽度,mm。
2.1 能量密度对清洗效果的影响
为探索激光能量密度对Q235表面污染漆层的清洗效果的影响,选取了5组不同激光能量密度进行工艺试验,其中激光的光斑直径为D= 0.1mm,脉冲频率为f=100 kHz,激光扫描速度Vx= 3 000 mm/s,清洗速度Vy=10 mm/s,实验结果的二维图如图1~2 所示。当激光能量密度为φ= 3.175 J/cm2时,从宏观的二维形貌可观察到表面污染漆层有大量的残余,从SEM 形貌可观测到,Q235 金属表面裸漏的基材宽度为20 μm 左右,周围覆盖着薄薄的膜状物质,激光功率过低导致清洗效果不佳;当激光能量密度为φ= 3.81J/cm2时,从宏观的二维形貌可观察到表面污染漆层有部分的残余,从SEM 形貌可观测到,金属基材裸露宽度大概为30 μm,基材上面也有膜状物质覆盖,但较图2(a)有较明显的纹路,漆层去除区域较为干净;当激光能量密度为φ= 4.445 J/cm2时,从宏观的二维形貌可观察到表面污染漆层只有少量残余,从SEM 形貌可观测到,金属基材裸露的宽度为45 μm 左右,同时基材上面也覆盖有膜状物质,但较图2(b)明显可看到膜状物质较薄,漆层去除区域也较为干净,表面孔洞很少说明对基材的损伤也小;当激光能量密度为φ= 5.08 J/cm2时,二维形貌可观察到表面污染漆层基材无残余,从SEM 形貌可观测到,金属基材裸露的宽度为50 μm 左右,对比图2(c),虽然漆层去除区域也较为干净,但可明显看到基材表面有较多的孔洞,说明激光功率过大对金属基体造成了损伤;当激光能量密度为φ=5.715 J/cm2时,金属表面无残余污染漆层,从SEM 形貌可观测到,金属基材裸露的宽度也是为50 μm 左右,但与图2(d)相比较,可明显观察到基材表面的孔洞减少了,表面也更为光滑,认为是激光功率加大后,孔洞周围金属重新融化造成的。
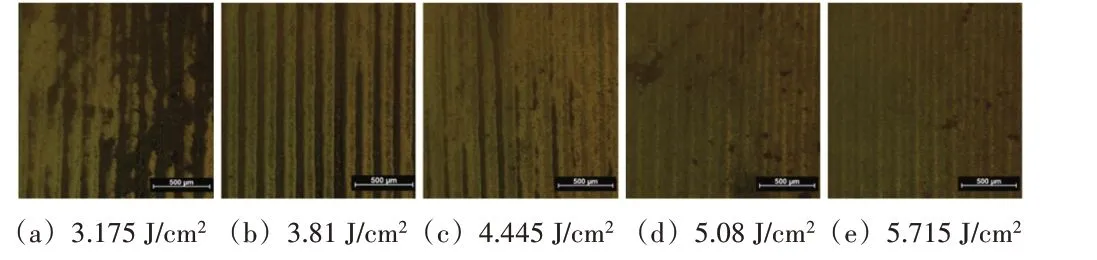
图1 不同能量密度下激光清洗的宏观二维形貌
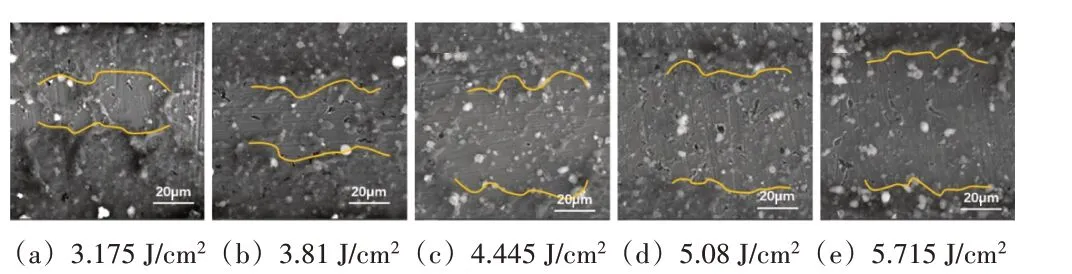
图2 不同能量密度下激光清洗的SEM形貌
由图3 可知,随着激光能量密度的升高,金属样品表面的碳元素含量在一段区间内持续下降,在能量密度为φ= 5.08 J/cm2时达到最低,再缓慢升高,结合图1、图2 分析可知,在激光功率低的时候,激光无法把金属表面漆层去除,因而表面碳含量较高,增大激光功率,随着漆层的去除碳含量随之下降;同理,随着激光能量密度的升高,更多的漆层从表面去除,裸露出金属基材,从而导致金属表面的铁元素含量升高;金属表面的氧元素以及钴元素含量基本不变,分别为5%与0.2%左右,氧元素主要存在于漆层去除得较为干净的区域,因此认为是清洗过程中基材与空气接触并在温度较高的情况下生成的氧化膜。钴元素含量几乎没有,说明激光对清洗金属表面污染漆层有显著效果,为激光应用于核污染金属表面的工业试验提供了一定数据支持。
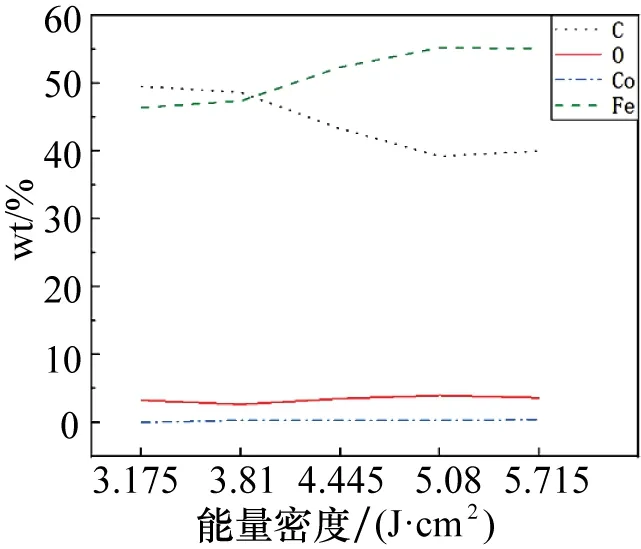
图3 不同能量密度下激光清洗的样品EDS分析
2.2 扫描速度对清洗效果的影响
为探索激光扫描速度对Q235表面污染漆层的清洗效果的影响,选取了5组不同激光扫描速度进行工艺试验,其中激光的光斑直径为D= 0.1mm,脉冲频率为f=100 kHz,激光能量密度φ= 4.445 J/cm2,清洗速度Vy=10 mm/s,实验结果的二维形貌如图4~5 所示。当激光的扫描速度为Vx= 5 000 mm/s 时,从图4(a)可观察到,金属表面漆层残余较多,残余漆层与裸露的基材分布也较为均匀,从图5(a)可以观察到,由于扫描速度过高,激光搭接率偏低,基材漆层并没有清洗完全,基材表面覆盖着一层薄膜;当激光的扫描速度为Vx=4 000 mm/s, Vx= 3 000 mm/s 时,从宏观的二维形貌图观察,两个样品表面漆层的去除效果是相差不大的,较图4(a)去除的漆层面积更广,观察两个不同扫描速度下的SEM 形貌图,可观察到扫描速度为Vx= 3 000 mm/s 时基材表面更为光滑,无明显凹坑,清洗效果更好;当激光的扫描速度为Vx= 2 000 mm/s, Vx= 1000 mm/s 时,观察其宏观二维形貌图,可见在该功率参数下,激光除漆的效果较好,基材表面基本无残余漆层,从SEM 形貌可观测到,基材表面依然有部分膜状物粘附着,而且其表面有较多的凹坑,扫描速度低导致激光搭接率升高,可能对清洗过程中基材造成一定的损伤。由图4、图5 可知,随着激光扫描速度的降低,激光搭接率的升高,表面漆层的去除率也随之升高,但过低的扫描速度会导致基材的损伤。
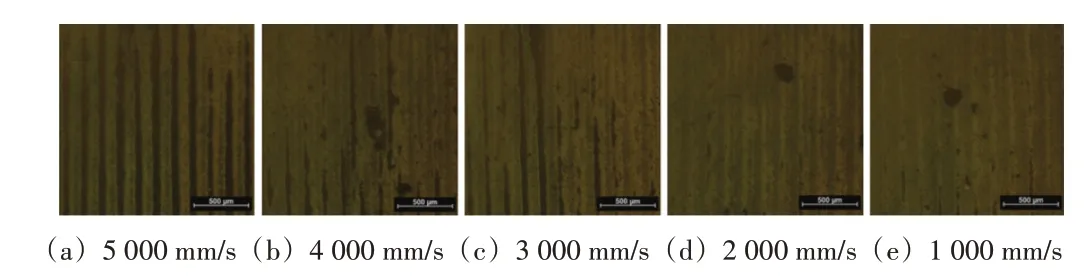
图4 不同扫描速度下激光清洗的宏观二维形貌

图5 不同扫描速度下激光清洗的SEM形貌
由图6 可知,随着激光扫描速度的提高,样品表面铁元素含量呈现先缓慢降低,在扫描速度3 000~4 000 mm/s 区 间 上升,随后再降低。结合宏观二维图以及SEM 形貌观察分析可推测,在激光扫描速度低的时候,激光搭接率高,样品接受的能量也越高,因此表面漆层去除得更为彻底,样品基材裸露的区域也就越大,因此铁含量更高;同理,样品表面碳含量随着扫描速度的升高而升高,即随着表面漆层的残余量升高,漆层的主要元素碳元素含量也随之升高;金属表面的氧元素含量与铁元素含量的变化基本一致,但在扫描速度为1 000~2 000 mm/s的时候,激光搭接率过高,导致基材表面在完全去除漆层后,在高温下与空气接触氧化,从而氧元素含量变高;金属表面的钴元素含量基本保持在0.2%左右,证明激光在去除表面漆层的时候,能有效去除漆层表面的钴元素,基本无残留。

图6 不同扫描速度下激光清洗的样品EDS分析图
2.3 清洗速度对清洗效果的影响
为探索清洗速度对Q235表面污染漆层的清洗效果的影响,选取了5 组不同清洗速度进行工艺试验,其中激光的光斑直径为D= 0.1mm,脉冲频率为f= 100 kHz,激光能量密度φ= 4.445 J/cm2,激光扫描速度Vx=3 000 mm/s,实验结果的二维形貌图如图7~8 所示。当清洗速度为Vy= 5 mm/s 时,从宏观的的二维形貌图可观察到样品表面漆层已完全去除,基材呈现规则条纹状,从表面SEM 形貌图可看出,样品表面基本无膜状物质,除了少量颗粒状的油漆飞溅物;当清洗速度为Vy=7.5 mm/s 时,从图7(b)可见样品表面漆层基本得到去除,只有少量的油漆残余,对比图7(a)可明显观察到条纹之间的间隔变宽了,清洗搭接率降低,从图8(b)可看出表面有较多的白色颗粒,结合图9 可知主要物质为氧化物;当清洗速度为Vy= 10 mm/s 时,根据宏观二维形貌图可知样品表面的漆层有小部分残余,从表面SEM 形貌图可看到样品表面粘附着部分薄膜状物质,结合图9 以及上述分析,可初步判断该物质为残余漆层,表面也较为干净与平整;当清洗速度为Vy= 12.5 mm/s时,观察图7(d)可得样品表面有较多的油漆残余,且油漆与基材的分布呈间隔条形状,从图8(d)可观察到圆弧形热影响区,周围围绕着残余薄薄的漆层;当清洗速度为Vy= 15 mm/s 时,观察图7(e)可得样品表面大部分都是油漆残余,但由于油漆的上层被清除,可看到部分样品基材,从图8(e)可观察到圆弧形热影响区,周围围绕着较厚的漆层,对比图8(d),热影响区缩小了。

图7 不同清洗速度下激光清洗的宏观二维形貌

图8 不同清洗速度下激光清洗的SEM形貌
由图9可知,随着清洗速度的提高,样品表面铁元素含量在一定清洗速度区间不断下降后平缓,结合宏观二维图以及SEM 形貌观察分析可推测,在清洗速度低的时候,清洗方向重叠率较高,从而表面漆层的残余率变低,样品基材裸露出来,因此铁元素含量较高,随着清洗速度的提升,清洗方向的重叠率降低,表面漆层接受的能量减少,漆层残余率升高导致铁元素含量降低;同理,样品表面碳元素含量随着清洗速度的提升而提高;值得注意的是样品表面氧含量在清洗速度为5 mm/s 时最低,在清洗速度为7.5 mm/s 时元素含量最高,之后随着清洗速度的升高而下降,结合图7、图8推测在清洗速度过低的情况下,样品接受能量过多,不仅表面漆层被完全清除,在去除的过程中产生的氧化物也同时被一并去除,而在清洗速度为7.5 mm/s 时,仅仅是表面漆层被完全清除;样品表面的钴元素基本保持在0.2%左右,无明显变化。综上所述,激光清洗速度是影响清洗效果的重要因素。
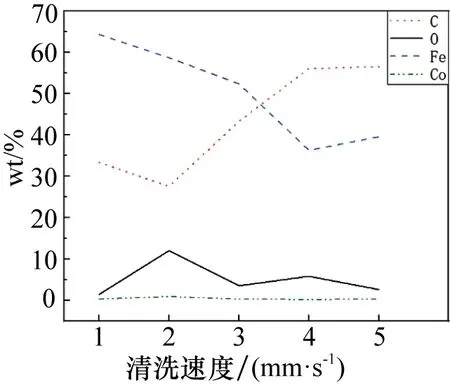
图9 不同清洗速度下激光清洗的样品EDS分析
3 结束语
(1)随着激光能量密度的增大,样品表面污染漆层吸收的能量越多,清洗效果也越明显,但过大的能量密度也会造成基材的损伤,基材表面出现不同程度的凹坑。
(2)当激光能量密度与清洗速度一定时,随着激光扫描速度的增大,扫描方向重叠率降低,清洗效果也随之变差,但影响并不十分明显;当激光能量密度与扫描速度一定时,随着清洗速度的增大,清洗方向重叠率降低,清洗效果也变差,且影响非常明显。
(3)在本文的试验条件下,清洗Q235表面污染漆层的最优激光参数为激光能量密度为4.445 J/cm2,激光扫描速度为3 000 mm/s,清洗速度为10 mm/s,此时的样品表面污染漆层全部去除且对基材的损伤最小。
猜你喜欢
今日农业(2022年16期)2022-11-09
建材发展导向(2021年14期)2021-08-23
昆明医科大学学报(2021年6期)2021-07-31
锻压装备与制造技术(2021年2期)2021-07-19
科学(2020年5期)2020-11-26
小哥白尼(趣味科学)(2019年2期)2019-04-17
材料科学与工程学报(2016年4期)2017-01-15
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14
中国光学(2015年1期)2015-06-06
