
医院制剂中心生产管理系统建设的探索与实践
2023-03-21 14:41刘继业李宏妍曾蔚欣姜德春
中国医药导报 2023年5期
刘继业 李宏妍 曾蔚欣 张 蕾 姜德春
首都医科大学附属北京世纪坛医院药剂科,北京 100038
医院制剂是指医院根据本单位临床需要经批准而配制、自用的固定处方制剂,且应是市场上没有供应的品种[1-2]。医院制剂作为市售药品的有益补充[3],同样需要对使用的安全性负责[4-5]。新版《药品管理法》明确要求药品在研制、生产、经营、使用的过程中始终要保持信息的真实性、准确性、完整性和可追溯性[6-7]。医院制剂中心与制药企业一样,产品生产要素包含人员、物料、公用设备、工艺设备、生产文件(处方、工艺参数、质量标准)等相关信息[8-9]。长期以来,制剂生产一直缺乏合适的在线监测手段,通常采用预先打印纸质批生产记录,现场填写或后期补充填写数据的方式进行[10-12],这样直接导致制剂生产过程中缺乏实时性、全程性管理[13],容易导致数据的缺失和不完整。随着国家药学部门监管体系的不断完善,制剂注册标准的逐步提高,制剂生产过程中涉及的工艺、设备等关键参数数据更加重要,这也对制剂生产过程中信息的采集、提取与存储提出了更高的要求[14-15]。现有的管理方式已经不能完全满足需要,迫切需要一套全新的生产管理系统解决上述问题。
1 构建制剂生产管理系统的必要性
1.1 互联互通的需要
根据医疗机构现有制剂许可证配制范围和今后生产剂型的需要,制剂中心新配备了很多制剂生产所需的工艺和公用设备。这些设备全都具有智能化、信息化的特点,全部能够实现人机界面(human machine interface,HMI)和可编程逻辑控制(programmable logic controller,PLC)管理。但由于从不同厂家采购,各个厂家选用的PLC 型号不尽相同,造成了设备之间无法实现互联互通,导致整个制剂中心的信息呈现高度离散状态[16-18],呈现信息孤岛现象,信息集中化管理无法实现,不能够完全发挥新设备的优势。
1.2 监管的需要
药品监管管理部门作为日常监管部门,每年定期对制剂中心进行例行检查,检查内容包括(动态生产检查和文书档案检查)。文书档案检查多以现场填写的纸质资料为主,产品生产过程中的数据收集主要依靠人工,包含的信息量很少还不够完全,不能全面如实反映整个生产过程,在生产过程中出现的隐患或偏差容易被隐藏,从而不能起到对差错事故的追溯作用[19]。同时药剂科主任或制剂中心负责人也不能全面掌握制剂中心员工的真实工作状态及表现,工作过程中是否严格按照标准操作规程操作,有无违规操作现象。产品质量管理大多采取事后检验的方式,出现差错事故后,不能及时进行调整,责任也不够明确,造成科室绩效考核方案难以推行。
2 构建制剂生产管理系统的设计思路
结合医院制剂生产的特点,明确以制剂生产工艺流程作为主要设计思路,将制剂生产全过程分解为3 个方面(包含物料采购、仓储、配制、质量检验)[20-21]。通过对制剂管理系统功能模块的设计,赋予各个部门负责人和操作人员的不同权限,结合自身需求,采集和记录相关数据,实现制剂生产过程可视、实时、精细、可追溯的目标。
3 实现制剂生产管理系统的方式与需求设置及功能界面
在上述需求背景条件下,即数据采集与监视控制系统(supervisorycontrol and data acquisition,SCADA)应运而生。SCADA 系统主要是通过对制剂生产设备远程监督控制和数据实时采集计算,实现制剂生产过程的全面管控[22]。
3.1 系统描述
制剂生产管理系统主要由PLC 通信层和数据监测层构成,PLC 通信层通过采用工业以太网协议实现制剂生产设备工艺段内数据采集并实现数据互通[23]。数据监测层主要监测是公用设备和工艺设备的相关参数信息。并通过上位机获取被监测设备实时运行状态及相关参数的变化趋势图,通过显示器上的监测画面实现数据采集、数据通信、数据显示、数据存储和数据查询、故障报警、参数报表等功能显示[24-25]。制剂中心一期对四条工艺生产线(乳膏剂、搽剂、冲洗剂、口服液)和公用设备(制水系统、空调系统)进行控制管理,能够实现设备工作状态、阀门工作状态、净化房间压差、温湿度、风量等关键参数的监测和显示。
3.2 系统操作
制剂生产管理系统通过输入用户名和登录密码进入功能界面,根据需求快速进入相应的功能模块调取相关数据(图1),功能界面上的每个功能模块可以根据需求进行设计,提供所需信息。

图1 制剂生产管理系统功能界面
3.2.1 审计追踪模块 记录SCADA 系统运行时数据的变化。
3.2.2 生产趋势模块 可以选择在设定的时间下查询产线和设备的生产运行情况并以趋势图显示。
3.2.3 生产报表模块 可以选择设定的时间下选择查询产线和设备的生产运行情况并以报表的形式进行导出和打印,作为归档档案留存备查。
3.2.4 报警信息模块 预先设定好设备运行时关键参数信息,出现参数偏差及时报警并记录报警设备的相关信息。
3.2.5 数据监测模块 系统依据设备运行状态判定工艺的开始节点和结束节点,提供关键参数的存储,曲线的查询并可以报表形式导出和打印,作为归档档案留存备查。
3.2.6 视频监控模块 通过各个功能区、生产区安装的监控摄像头,做到生产全过程可视并能保留相关影像数据。
3.2.7 生产看板模块 显现生产执行系统(manufacturing execution system,MES)生成执行情况。
3.2.8 环境监测模块 实时显示生产区环境信息(包含温度、湿度、压差等),做到一目了然。
3.2.9 工艺过程监控模块 以各个设备的通讯状态,展示设备当前的上电情况并判断设备的运行状态,并在“工艺流程”的组态画面中体现。
4 制剂生产管理系统在维生素E 乳膏生产中的实际应用
维生素E 乳膏是首都医科大学附属北京世纪坛医院(以下简称“我院”)传统制剂,其主要生产工艺流程包括物料的请领、称量、配制、乳化、检验、分装、入库等环节。每个环节都应该按照标准操作规程规范操作,其中一些关键环节参数需要严格控制,只有这些关键参数符合要求且保持一致,制剂的质量才能达到可控、均一、稳定,制剂生产管理系统实现了制剂生产的全过程控制。
4.1 物料请领
制剂中心办公室下发批生产指令,MES 系统根据配方生成批指令领料单包含(批号、品名、规格、数量、物料名称、物料编码、请发量)等相关信息。领料单经多级审批后,库房组人员按照领料单信息称量物料,逐包打印物料标签并绑定托盘后交付制剂生产组人员。制剂生产组领料员收到物料后扫码确认物料。以上全部按照物料请领标准操作规程进行操作。见图2。
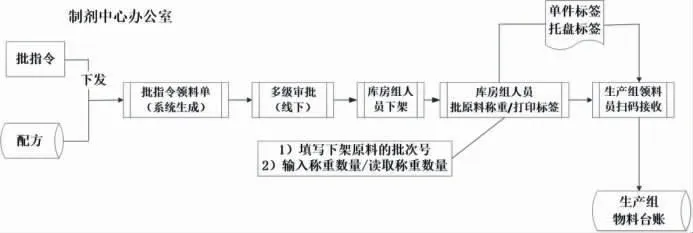
图2 物料请领流程图
4.2 物料称量
制剂生产组领料人员目测检查外包装上的物料信息,然后运用移动平板扫描原辅料外包条形码信息再次核对物料的名称、物料代码、生产日期、有效期、生产厂家。制剂生产组负责人下发称量生产指令,生产组称量人员按照MES 系统中生成的工单扫码核对物料信息,然后进行称量操作,系统自动记录称量数据。操作人、复核人签字确认后同一批次称量后的物料集中码放。以上全部按照称量标准操作规程进行操作。见图3。
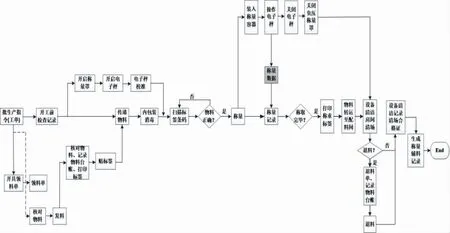
图3 物料称量流程图
4.3 制剂的配制
制剂生产组配制人员使用扫码枪扫描容器包装上的条形码进行物料信息确认,在工作站中进行记录后根据物料油相、水相的分类,按照制订好的加入顺序分别投入相对应的油相和水相反应罐中,通过HMI 输入加热温度、搅拌速度、乳化时间等相关参数信息后在真空乳化机组中进行配制[26-27],以上全部按照真空乳化机组标准操作规程进行操作,配制完成后提取中间品送至质检部门进行检测。
5 讨论
制剂生产管理系统经过1 年半在制剂中心的运行,在乳膏剂等生产线管理控制上取得了非常显著的成效。通过建立智能化的生产执行系统,在统一的信息平台上实现了生产过程中的调度、质量控制、物料平衡、过程追踪、产品追溯、生产管理、设备状态管理、报表分析等功能。
制剂生产过程中影响乳膏稳定性的因素很多,包括乳化温度、乳化时间、搅拌速度和物料的加入顺序等。我院维生素E 乳膏原有制法中对以上关键工艺参数没有具体说明,只对油相和水相的加热温度设定一个温度范围(75~80℃),由于许多关键参数的不固定,配制时只能依靠制剂生产人员多年积累的生产经验去判断,可能对制剂质量产生影响,容易造成批次间质量的差异。制剂生产管理系统的启用,使制剂中心质量控制人员可以通过制剂生产管理系统,对真空乳化机组进行数据进行实时采集和存储,记录下设备的运行状态和运行参数。经过多次比较系统生产趋势图,统计、分析、实验、验证,制订出一套完整的维生素E 乳膏工艺参数(加热温度为77℃、搅拌时间6 h、搅拌速度40 r/min、乳化转速1 200 r/min、乳化时间1 h)。形成了一套完整的标准化操作化规程,保证每批的制剂工艺参数的一致性,减少人为因素对制剂质量的影响,为今后制剂的质量一致性提供数据支持。
药剂科主任或制剂中心负责人通过该系统的应用,让制剂生产过程更加透明,对维生素E 乳膏每个生产工艺流程中的人员进行实时的监控,了解人员工作状态及标准操作规程的执行情况,并通过提前设置好的设备预警提示,及时发现生产过程中可能出现的质量风险点,及时进行调整。同时也更加明确了每个工作人员的责任,为科室绩效考核方案的推行提供依据。制剂生产管理系统的应用不仅提高了工作效率和管理水平,同时也避免了单纯依靠手工填写批生产记录带来的错填和漏填,为监管部门的日常监管提供了数据支持。
制剂生产管理系统的建成为制剂发展提供了一套全新的管理模式,实现生产管理数字化、精细化;生产决策可视化、智能化;推动了制剂中心成本的降低和效率的提升。通过利用不断积累的大量原始数据,通过生产过程中的偏差分析和工艺周期回顾性分析,为制剂的持续改进提供了数据支持,为传统制剂室向信息化、数字化、智能化制剂中心转型提供参考与借鉴。
猜你喜欢
承德医学院学报(2022年2期)2022-05-23
今日农业(2020年18期)2020-12-14
石油沥青(2019年3期)2019-07-16
中国交通信息化(2018年8期)2018-11-09
石油沥青(2018年3期)2018-07-14
中国公路(2017年17期)2017-11-09
中国船检(2017年3期)2017-05-18
中成药(2017年4期)2017-05-17
中国中医药现代远程教育(2014年11期)2014-08-08
塔里木大学学报(2014年3期)2014-03-11
