
一种新型闭锁机构的闭锁力自动测试装置设计
2023-03-19 11:25刘敏李家春余芳
机械设计与制造 2023年3期
刘敏,李家春,余芳
(1.贵阳学院数学与信息科学学院,贵州 贵阳 550005;2.贵州大学机械工程学院,贵州 贵阳 550025)
1 前言
闭锁机构是火箭弹发射系统中对弹体进行定位和闭锁的一种重要机构,其闭锁性能的好坏直接影响到火箭炮的发射精度。闭锁机构所能承受的最大闭锁力是决定其闭锁性能的关键,因此对闭锁机构的闭锁力测试是确定该机构是否满足工作性能要求的关键环节[1]。
传统闭锁力检测装置通常采用与弹簧称相类似的工作原理[2],此类设备操作复杂,设备自动化水平低,设备在测试操作过程中,闭锁机构的临界最大闭锁力主要靠人的主观判断,判断主要靠个人经验,其误差大,检查费时费力,工作效率低,检查一门40管的火箭炮,需要两人8h才能完成[3]。
研究旨在从多管自动对准测试平台方面讨论如何使测试设备操作流程简易、自动化水平高、工作效率高、测试数据稳定、尽可能的模拟火箭弹发射时闭锁机构的实际工况。针对该目标设计了一种多管全系列闭锁机构的闭锁力全自动检测设备,介绍整机结构及关键零部件设计,样机制作,最后与传统设备测试数据进行对比分析。
2 整机结构
目前,闭锁机构的闭锁力测试常用的传统设备大多采用液压装置,测试完一根炮管后需人工换装,在某企业现有测试设备基础上对整机进行结构改进和设计,可以对多管进行自动测试,无需人工换装。该设备主要由吊挂装置、多管导轨自动对准装置和测试执行装置组成,如图1所示。
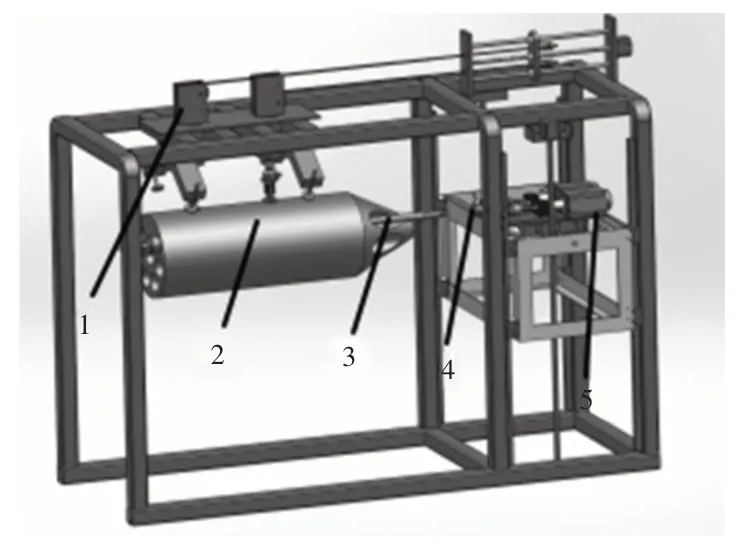
图1 某多管闭锁机构闭锁力测试设备结构Fig.1 Locking Force Test Equipment Structure
其中,吊挂装置由钢丝绳、私服电机、限位装置及限位开关等组成;自动对准装置由伺服电机、上下及左右导轨、定位传感器等组成;测试执行机构由伺服电机、滚动丝杠、拉压传感器、限位开关等组成。
为了提高测试设备的自动化水平,对卡弹机构闭锁力测试设备的整机控制结构进行设计,整机设计结构和控制系统结合,通过人机界面控制驱动装置和对信号数据的处理,测试设备整机结构逻辑图,如图2所示。
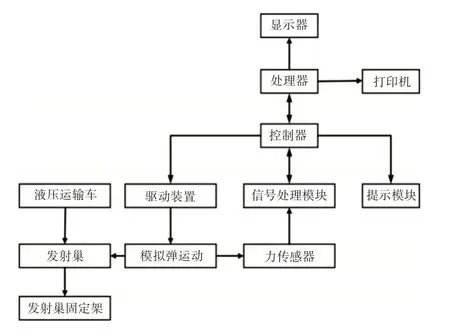
图2 整机结构逻辑图Fig.2 Logic Diagram of the whole Machine Structure
3 关键零部件设计
3.1 设备执行机构设计
动力输出及传动装置的选择会影响测试数据的稳定性,液压传动的动力需要用传动比来计算,传动会受介质(液压油)影响,介质的温度和粘性等都会对传动效率产生一定影响。气压传动的介质(空气)压缩比较大,控制精度不高。考虑到测试设备的动力传动效率和后期方便设备的检修和维护,采用电机作为动力输出,用丝杠进行传动,卡弹机构闭锁力测试设备执行机构,如图3所示。

图3 测试设备执行机构部分Fig.3 Test Equipment Actuator
该执行机构部分主要有两台伺服电机、丝杠、左右移动滑块、拉压力传感器等组成。两台伺服电机同时联动拉动丝杠,模拟弹头部与执行机构前端的卡口连接,当模拟弹向前被拉动时,模拟弹与卡弹机构脱离,丝杠前端的拉压力传感器记录整个脱钩过程力的变化,通过拉压力传感器采集的数据可以查看卡弹机构能够承受的最大拉力,且可以直观观察最大拉力出现在脱钩过程中的时间,无需人工操作就可以完成闭锁力测试任务。
3.2 快速脱钩弹簧设计
考虑到卡弹机构挂钩达到极限力后的脱钩瞬间,弹体的速度瞬间由0增加到某一固定值这个过程持续时间极端,以毫秒(ms)为单位。与此同时,电机的运转速度不能在极短的时间内迅速提升,不能达到与弹体的运动速度同步,会产生不真实的脱钩力。
为了解决上述所诉问题,在卡弹机构闭锁力测试设备的执行机构设计中加入快速脱开弹簧。开始加载拉力时,首先压缩快速脱开弹簧(移动距离为≤10mm),弹簧压缩到底后,随着电机的转动持续位移,弹体的卡弹力继续增大,当达到脱钩力时,快速脱开弹簧迅速释放弹力,快速拉动弹体移动,使产品上的抓钩快速从模拟弹的抓钩槽分离开,完成卡弹机构闭锁力测试任务,如图4所示。
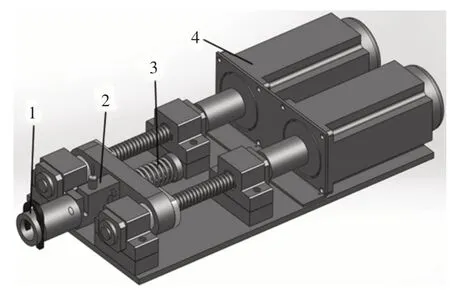
图4 快速脱开弹簧Fig.4 Quick Release Spring
3.3 模拟弹快速连接器
目前多数的测试设备进行多管测试时需要人工对准测试平台的对接口,一根炮管固定对接一个对接口进行测试,需要专用的工装和夹具,专用测试平台无法对不同型号的炮管进行闭锁力测试,当前旧设备测试卡弹机构向前脱钩闭锁力现场图,如图5所示。

图5 旧设备测试卡弹机构向前脱钩闭锁力现场图Fig.5 Old Equipment Test Card Bomb Mechanism Decoupled Forward
为了解决不同型号模拟弹与测试设备执行机构无法直接进行连接,需要加装专用夹具装置进行连接;不同型号模拟弹尺寸有差异,在与执行机构进行连接时需要进行调节等问题。在模拟弹与执行机构进行连接处设计卡环槽和U型弹簧卡,当模拟弹的导向锥对准执行机构的卡环槽后,向前移动会自动进行卡紧,如图6所示。
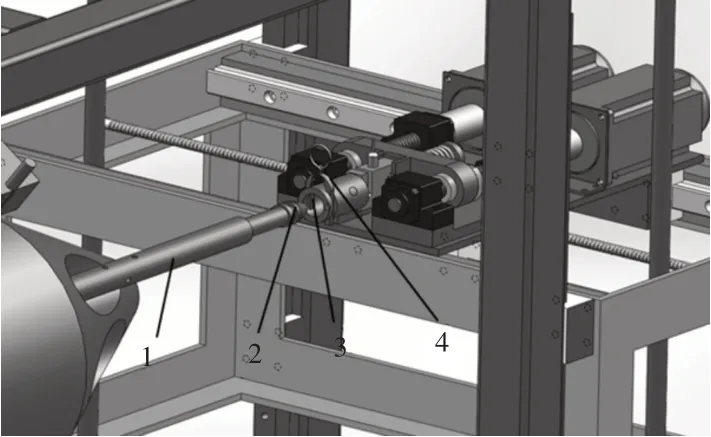
图6 模拟弹与执行机构连接示意图Fig.6 Simulated Bomb Connected with Actuator
在模拟弹与执行机构之间设计模拟弹加长杆长度调节螺母,可以通过调节螺母方便解决不同型号模拟弹长度不同与执行机构的快速连接的问题,如图7所示。
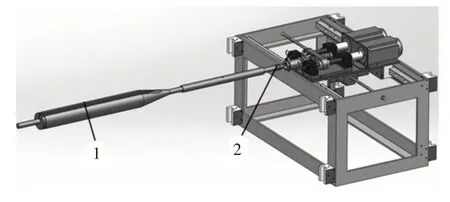
图7 模拟弹加长杆长度调节示意图Fig.7 Length Adjustment of Analog Bullet Extension Rod
3.4 模拟弹自动对准平台
为了提高测试效率,减少人工对准消耗的时间成本,设计系统自动检测工件位置和工件自动对准,测试设备自动对准工作平台采用激光自动对准技术。自动对准即调整两个平台上的光轴,使之时刻保持共轴状态[4]。激光对准系统可以实时对光束进行监控和调整[5−6]。
激光对准系统是由低能激光器发射出激光束,经分光镜到达快速控制反射镜后,由快速控制反射镜反射到高能激光器输出镜,由高能激光器输出镜入射的光线按原光路返回,到达分光镜后激光束被反射到CCD[7]。
激光对准系统用于实现对高能激光器输出镜监测,正常状态时位置检测器输出信号为零,此时控制系统没有信号输出;当高能激光器输出镜变动时,返回光束发生平移,在位置检测器上产生偏差信号。该信号输入到快速控制反射镜控制系统,驱动电机带动反射镜旋转改变进入快速控制反射镜的光束方向,从而校正激光倾斜的方向,使偏差信号减小,实现对高能激光器输出镜的监测[8−9],如图8所示。
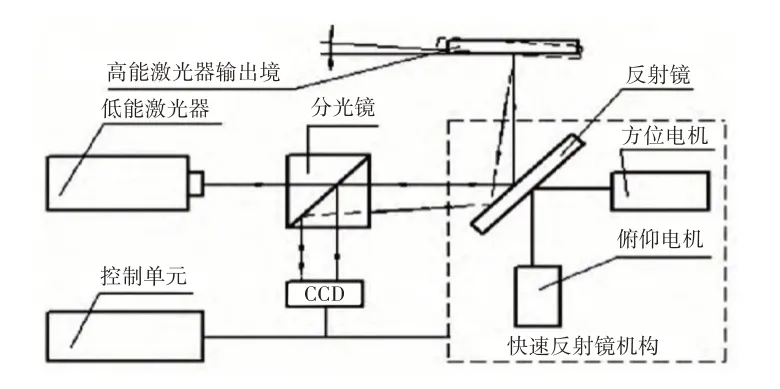
图8 激光对准系统工作原理Fig.8 Laser Alignment System
4 设备传动结构
带动火箭弹脱钩的驱动装置动力源为伺服电机,动力通过丝杠传动,拉动火箭弹向前或者向后运动。设备的吊挂装置由步进电机驱动,工作平台的左右上下移动由伺服电机驱动,研究的测试设备传动结构图,如图9所示。
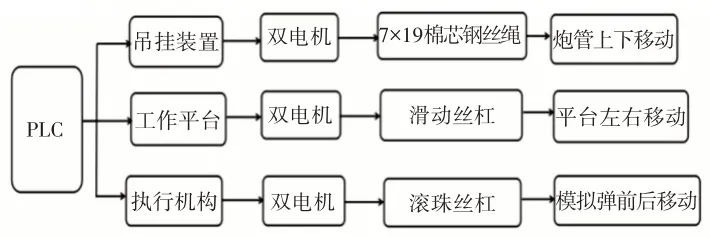
图9 设备传动结构图Fig.9 Equipment Transmission Structure Diagram
5 控制系统设计
5.1 逻辑控制器及工作原理
经过对比分析,综合考虑测试设备的控制器采用德国西门子公司生产的s7−1200。它具有设计紧凑,组态灵活,成本低廉,具有功能强大的指令集,这些优势的组合在使得它在各种控制小型应用中得到广泛采用,并且完全可以满足这里研究测试设备的控制需求。
PLC主要通过循环周期扫描的方式来执行任务或者指定程序,在不断循环扫描过程中对输入信号进行采样和输出信号进行刷新。PLC的工作过程主要有初始化、自诊断、通信处理、外设服务、执行程序、I/O刷新,不间断周期循环,
5.2 系统控制流程
设计控制系统主要对电机进行精确控制、输入信号处理和输出刷新、对工件位置进行监控以及通过工件位置信息自动对准工作平台[10],系统控制流程图,如图10所示。
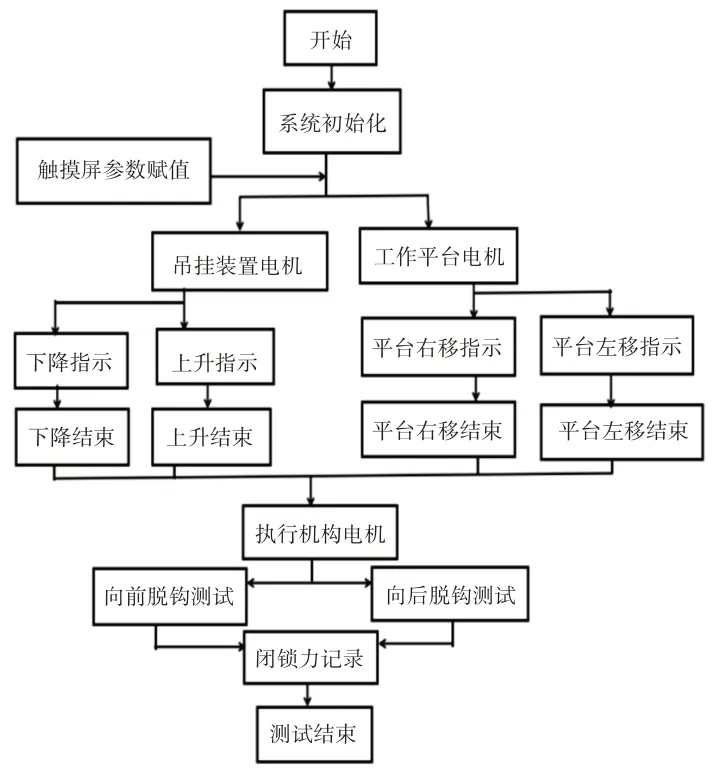
图10 系统控制流程图Fig.10 System Control Flow Chart
5.3 触摸屏界面
工业控制领域最早对触摸屏进行开发和应用,使用者可以通过触摸屏与PLC进行直观的人机交互,从而对控制系统进行操作来驱动和控制设备的运行。根据卡弹机构闭锁力测试设备的设计和控制需求,测试设备的人机界面设计主要包括:起始界面、登陆界面、主界面、参数设置界面等。
5.3.1 起始界面
系统通电后,首先进入起始界面,在起始界面可以显示出设备名称、公司logo、公司名称、时间和日期。通过起始界面的进入系统按钮使用者可以选择是否进入系统控制,
5.3.2 登陆界面
考虑到研究测试设备的特殊性,为了防止试验数据和测试数据的泄露以及非相关人员的误操作,设计了登陆界面,使用者需要使用用户名和密码才可以进行控制系统进行数据查看或者测试任务等相关操作,
5.3.3 主界面
主界面包括四个部分,分别是吊挂系统、定位系统、拉力系统和推力系统。这四个系统分别执行相应的电机驱动和数据采集和反馈。
吊挂系统是测试前期的准备工作,是将模拟弹通过驱动电机上升到测试工作平台,界面可以显示吊挂拉力的实时数值,使用者可以通过界面手动控制模拟弹的上升和下降以及停止操作,还设计了吊挂传感器差值超限提示和吊挂限位报警,
定位系统即工件自动对准系统,主要是对模拟弹进行定位控制,通过扫描传感器以及限位开关的位置反馈到控制系统对模拟弹进行定位控制,定位系统界面主要包括工件定位、返回原点、升降未扫描到工件报警、左右未扫描到工件报警、报警界面、电机故障重启、报警消除,
拉力系统是测试模拟弹向前脱钩过程中卡弹机构闭锁力值,主要控制两台伺服电机联动拉动模拟弹向前移动来测试卡弹机构的闭锁力值。拉力系统界面主要包括:拉力测试、拉力回原点、拉力卸载、拉力实时值和拉力最大值,
推力系统与拉力系统相反,是测试模拟弹向后脱钩过程中卡弹机构闭锁力值,同样是通过控制两台伺服电机联动向后拉动模拟弹向前移动来测试卡弹机构的闭锁力值,推力系统界面主要包括:推力测试、推力回原点、推力卸载、推力实时值和推力最大值、参数设置、更改用户、测试复位,
5.3.4 参数设置界面
在参数设置界面使用者可以根据测试任务的需要设置合适的数值进行闭锁力测试操作,主要包括吊挂参数、坐标定位参数、拉力参数等,可以设置速度、坐标增益值、拉对接力值和推对接力值等。
6 测试闭锁力数据对比分析
6.1 传统旧设备测试闭锁力
企业当前所用的传统旧设备采用液压驱动,需人工操作来完成测试任务和最大闭锁力的读取。测试面板一个孔对应一个炮管,需手动进行对准所需测试的管后与测试面板进行连接,才能开始测试。数据的处理和读取主要靠工作人员的经验,现场工作人员测试操作。
采用传统旧设备测试七根炮管的闭锁力,对每一根炮管的卡弹机构测试三次,七组炮管的平均闭锁力为1631N左右,七组数据中最大闭锁力为1732N,最小闭锁力为1567N,全部数据的最大误差为165N。但最大和最小闭锁力不再同一组测试数据中出现,最大闭锁力出现在第一组和第四组测试数据中,最小闭锁力出现在第七组数据中。七组数据中,误差最大的在第4组,误差为159N,误差最小的在第3组,误差为52N,最大误差和最小误差之间的差值为107N,测试的闭锁力数据,如表1所示。
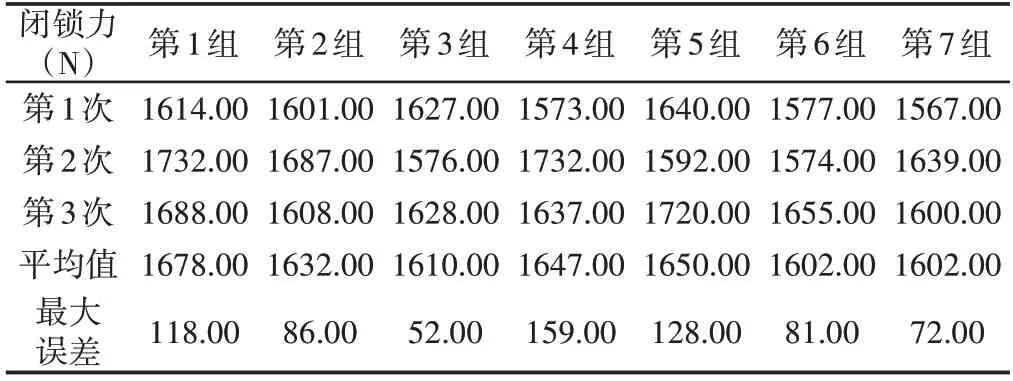
表1 传统旧设备测试闭锁力数据Tab.1 Locking Force Data of Traditional Old Equipment Test
七根炮管的卡弹机构属于同一批次生产产品,且七跟炮管测试时采用同一根模拟弹,但测试的闭锁力会上下波动。可以看出误差曲线虽然有波动,但总体趋于平稳。平均值曲线基本上属于平稳趋势,第二次测试数据曲线波动最大,第一次测试数据曲线和第三次测试数据曲线相对较为平稳一些。考虑到卡弹机构在使用过程中的疲劳寿命影响,从卡弹机构测试的曲线可以看到,曲线没有明显的递减趋势,即闭锁力没有随着测试次数的增加而逐渐递减,因此卡弹机构在使用前期受疲劳寿命影响因素极小,排除这个因素外,可以推断测试的数据受工作人员的经验和外界因素影响较大,如图11所示。
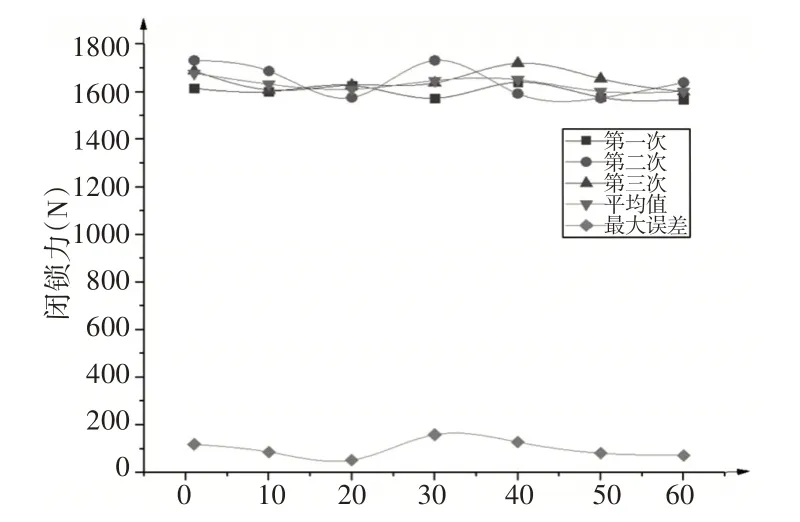
图11 传统设备闭锁力测试曲线Fig.11 Locking Force Test Curve of Traditional Equipment
6.2 样机测试闭锁力
样机采用伺服电机驱动代替传统旧设备的液压驱动,闭锁力数据的采集通过拉压力传感器采集,经过A/D模拟量转换后通过PLC来识别和读取并进行保存,因此可以降低数据受人为因素的影响。为了与传统旧设备测试闭锁力数据形成对比参照,本文样机对旧设备测试七跟炮管,也分别对其对应卡弹机构的闭锁力进行5次测试,测试数据,如表2所示。
从表2 可以看出,七组数据中最大闭锁力为1715N,出现在第1组炮管测试中;最小的闭锁力为1584N,出现在第6组炮管测试数据中。整个测试数据中最大闭锁力和最小闭锁力误差为131N,七组数据中误差最大的为第1组,误差为63N,误差最小的在第3组数据中,误差仅有38N。七组测试数据中平均闭锁力都在(1600~1700)N 之间,误差值在(38~63)N 范围内,整体测试的闭锁力数字波动较小。可以看出整个曲线的波动较小,每1组的闭锁力数据基本上已经很接近。整个七组测试闭锁力数据的误差趋于平稳,无明显波动。与旧设备测试同样情况,若不考虑卡弹机构使用过程中疲劳寿命的影响,测试的闭锁力数据受人为因素影响降低以后,可以初步推断测试的闭锁力数据波动和误差都有所减小,本文样机测试闭锁力数据曲线,如图12所示。
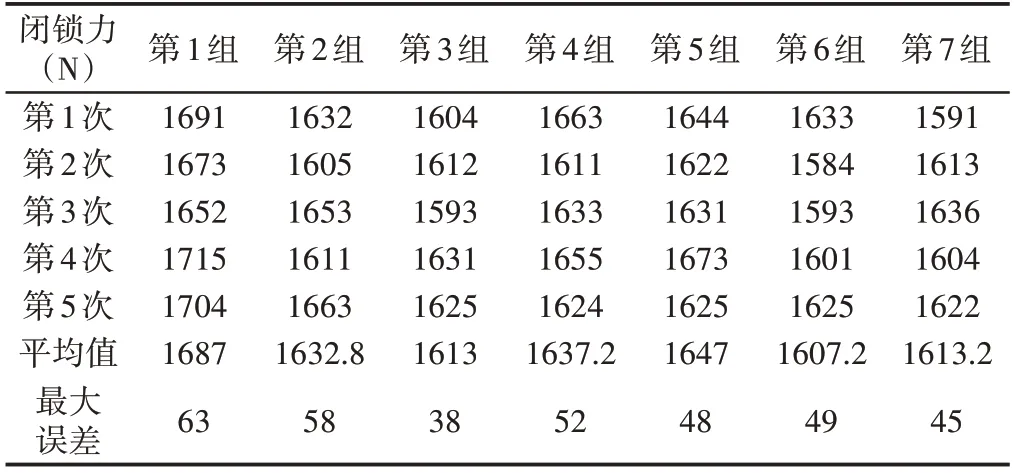
表2 样机测试闭锁力数据Tab.2 Prototype Test Locking Force Data

图12 样机测试闭锁力数据曲线Fig.12 Prototype Test Locking Force Data Curve
6.3 样机与旧设备闭锁力对比
样机测试闭锁力数据曲线与旧设备测试闭锁力数据曲线对比图,如图13所示。
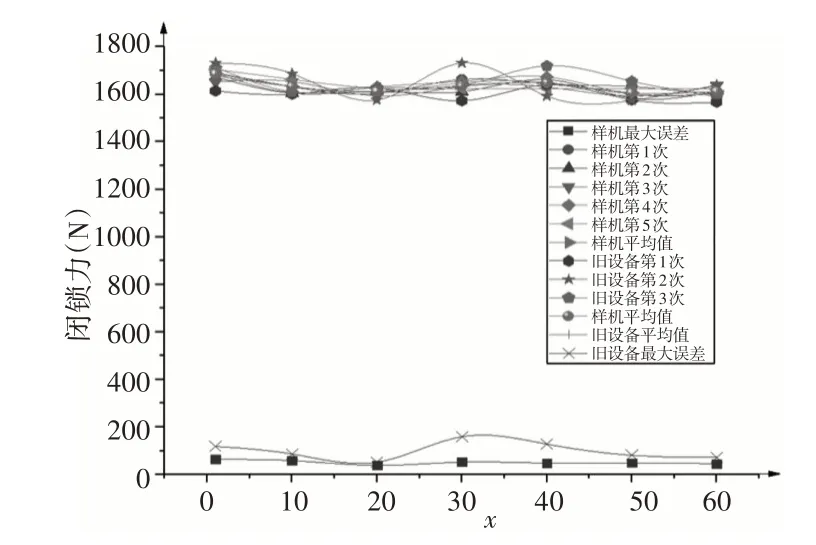
图13 样机与旧设备测试闭锁力曲线对比Fig.13 Comparison of the Locking Force Curve Between the Prototype and the Old Equipment
可以看出,样机的最大波动只有63N,而旧设备测试的最大波动为159,波动幅度为样机的2.5倍左右。样机的最小波动为38N,而旧设备测试的数据最小波动为52N,是样机的1.4倍左右。相对于样机测试的闭锁力数据曲线,旧设备测试的三条闭锁力数据曲线的波动范围较大,旧设备的最大值与最小值误差可以直观明显的观察到。反观样机测试的闭锁力数据曲线比旧设备测试的数据曲线更加趋于平稳的状态。
从对比曲线可以明显看出,不管是测试的闭锁力数据曲线、测试的闭锁力数据平均值、还是测试的闭锁力数据的最大误差曲线,样机测试的数据曲线波动范围更小,曲线更加平稳。可以看出样机测试的闭锁力数据受到的人为因素影响较小,数据更加接近仿真闭锁力数据曲线的理想状态,样机的测试数据可靠性和可信度更高。
7 结论
针对现有闭锁机构的闭锁力测试设备大多存在的测试效率低、只能静态测试且数据不稳定、自动化程度低、测试对象单一等问题,在某企业现有设备的基础上,对整机结构进行改进和设计,以及对控制系统的设计,实现了测试设备能够完成自动测试任务。
闭锁力数据对比结果表明:本设计样机测试的闭锁力最大误差和最小误差均较旧设备小;样机最大误差是旧设备的2/5左右,最小误差是旧设备的7/10左右;数据曲线波动范围相对较小,数据更加平稳,表明本文样机测试的闭锁力数据可靠性和可信度更高;同时,测试过程中样机的测试效率和性能更加稳定,研究为设备的实际应用提供了理论依据。
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08
装备制造技术(2020年4期)2020-12-25
当代陕西(2020年13期)2020-08-24
科学与财富(2018年30期)2018-12-28
制造技术与机床(2017年5期)2018-01-19
潍坊学院学报(2016年2期)2016-12-01
时代农机(2016年6期)2016-12-01
计算机应用(2016年9期)2016-11-01
体育科技(2016年2期)2016-02-28
环境科技(2015年4期)2015-11-08
