
CIMT2023展品预览
2023-03-16 09:03:58
金属加工(冷加工) 2023年3期
编者按:迈入2023,制造业景气水平明显回升,线下交流逐步重启。在行业人士的共同期待下,CIMT2023(第十八届中国国际机床展览会)将于2023年4月10—15日在北京·中国国际展览中心(顺义馆)举办,展会总面积达14万平方米,相信会在极大程度上促进行业交流、提振行业信心、推动行业高质量发展。本文将为大家展示刀具领域的部分精彩展品,带您先睹为快。
伊斯卡NEODOS90方肩铣刀
伊斯卡最新推出的铣削新产品NEODOS90方肩铣刀系列(见图1),充分体现了伊斯卡独有的“创新永不停止”的产品设计理念,该产品具有如下特征。
多指标评分法优选野马追抗动脉粥样硬化有效部位的乙醇提取工艺 ……………………………………… 李 卿等(6):753

图1 NEODOS90方肩铣刀
1)切削深度5mm之内的90°精准方肩铣削。
2)刀盘直径40~125mm。
3)高经济性双面8刃口,燕尾槽定位方式有效提高刀片锁紧刚性。
4)修光刃口有效提高表面加工质量。
5)可选疏齿、密齿刀盘规格。
6)硬质合金刀片采用先进的SUMO-TECH技术,使刀片具有更优异的性能及更长的刀具寿命。
7)全系刀盘配有内冷出水孔,切削液可以对刀片刃口精准冷却。
以加工喷油器为例,应用类型为铣搭子面,加工材料为316不锈钢,机床设备为双主轴立式加工中心,切削液为乳化液,用户提出需要降低加工成本。经实际加工验证,与用户原有刀具相比,伊斯卡NEODOS90刀具寿命提升23%,节省了换刀时间,单件刀具成本降低43%,加工表面质量稳定。
NEO FEED FFQ8/MFQ8快进给铣刀
伊斯卡最新推出的高效快进给铣削新产品NEO FEED FFQ8/MFQ8快进给铣刀系列(见图2),在快速去除余量的加工应用中给客户提供更多选择,其中FFQ8可用于高进给铣削,MFQ8可用于中速进给但切削深度随之增加,该产品还具有如下特征。

图2 NEO FEED快进给铣刀
松德PSC接口阻尼减振车刀(见图18)主要特点如下。
2)FFQ8刀盘每齿进给1~1.5mm,最大切削深度1.5mm。
物理学科的知识与我们实际的生活具有密切的关系,学好高中物理知识,对于学生未来的发展具有极大的影响,所以,教师在开展课堂教学活动时,必须激发学生的学习兴趣,引导学生认真听讲,做好基础知识累积,引导学生严格按照步骤进行物理题的计算,并帮助学生弄清物理实验的过程与原理,从而帮助学生掌握学习物理知识的方法与提分技巧,切实有效地提升学生的物理成绩。
3)刀盘直径50~100mm,两种刀盘使用同一种刀片。
松德大直径系列阻尼减振车刀(见图17)主要特点如下。
5)加强型圆角有效提升刃口刚性,并且提高加工时侧壁表面质量。
农历正月十六,家中的老奶奶或妈妈闻鸡而起,从北锅台锅底取下锅底黑灰,在睡梦香甜中的儿孙们的脑门上或脸上抹上点黑灰,目的是避免儿孙们受到鬼怪邪魔的侵扰,保佑儿孙们一年平安。年轻人都起得很早,带着锅底黑灰到亲属家、到左临右舍家相互涂抹黑灰。有的懒散的人起的晚了,在被窝里就被人家抹的满脸黑,走在大街上的人们不论认识与否,都会趁对方不备,突然袭击,抹个满脸黑。这一天,最倒霉的是当嫂子的,她们成了前来抹黑者的主攻对象,孩子们也屋里屋外你追我赶,相互涂抹,活动场面非常活跃热闹。
6)大正前角设计有效降低切削功率消耗。
7)硬质合金刀片采用先进的SUMO-TECH技术,使刀片具有更优异的性能及更长的刀具寿命。
8)全系刀盘配有内冷出水孔,切削液可以对刀片刃口精准冷却。
以轴承座的面铣开粗为例,加工材料为QT600,机床设备为立式加工中心(BT40),切削液为乳化液,经实际加工验证,粗加工效率提升50%,单件刀具成本降低23%,实现了降低加工成本、提高生产效率的目标。
(展位号:E4-B211)
泰珂洛四刀尖内孔槽刀AddInternalCut
1)内置阻尼减振系统,有效抑制切削加工中的振动。

图3 四刀尖内孔槽刀AddInternalCut
使用可转位刀片进行内孔切槽会受其孔直径的限制,因此,传统的小孔内孔切槽刀片只能有1个或最多2个刃口。
AddInternalCut独特的夹紧方法有助于提升加工的稳定性。TCIG四刀尖刀片是用螺钉固定在刀杆上的,刀片整面安装在刀杆上,有互锁限位功能,不像传统槽刀那样支撑点在切削刃下方。而且,在加工过程中,如果切削刃断裂,这种装夹方法可以保护刀杆以及未使用的切削刃免受损坏。相同的刀片可以分别安装在右手或左手刀杆上。
TCIG刀片可用于1.5~2.5mm槽宽和2.0mm槽深的加工。刀片经过精密研磨,切削力小,刃口锋利。该系列刀具的最小加工内径可达10.5mm,并能够通过高压冷却,引导切削液接近切削点,以确保提高刀具寿命和顺利排出切屑。
Signif. codes: 0 ‘***’ 0.001 ‘**’ 0.01 ‘*’ 0.05 ‘.’ 0.1 ‘ ’ 1
可换钻尖式钻头AddMeisterDrill
首先,把县域作为一个单位,构建“中心城市—中心镇—新型农村”的城乡聚落体。其次,给乡村建设基本的基础设施,完善城乡公共服务设备,增强城市与乡村的关系。再次,根据资源合理分配的原则,对居民区、工厂区、农业区以及环境进行合理的规划。将工厂聚集区逐步进行分开,规划建设城镇工业园。
泰珂洛推出了钻孔直径4.0~5.9mm的可换钻尖式钻头AddMeisterDrill(见图4)。AddMeisterDrill同时具有整硬合金钻头卓越的切削性能和可换钻尖式钻头DrillMeister的易用性,可以满足小直径孔的加工要求。
提出了一种考虑含有分布式发电系统的配电网调度平衡新型PPF算法,并应用于对输电系统的可靠性进行评估,并以经济调度策略中的过载概率为约束条件,给出了概率最优调度策略,将概率结果的精度与Monte Carlo模拟结果进行了比较。

图4 可换钻尖式钻头AddMeisterDrill
AddMeisterDrill可换钻尖式钻头技术取消了重磨的需要,从而减少了刀具设置次数并简化了刀具库存管理。其钻尖是预先安放在专用扳手中的,以便于快速将钻尖安装到钻杆上。此外,钻杆上优化的内部冷却孔能够有效排出切屑,提供稳定的钻削加工。
钻尖采用作为通用加工首选的DMP几何形状和AH725材质,确保在广泛的被加工材料中实现高的生产率和长的刀具寿命。
此外,AddMeisterDrill可提供DMC高精度钻尖。DMC钻尖具有独特的自定心刃口几何形状,能够快速钻入材料,实现高精度和稳定的钻孔。可提供5.0~5.9mm的直径规格。采用AH9130 PVD涂层,在加工碳钢和合金钢材料方面可实现超长的刀具寿命。
(展位号:E4-B201)
大昭和角度头刀柄
大昭和角度头刀柄(见图5)可以进行ATC自动换刀,通过改变加工方向缩短加工工序,从而使加工效率提高。该产品系列丰富,刀尖方向可360°任意设置。传动伞齿采用特殊设计,均为大昭和自己生产,热处理之后进行精加工,从而抑制齿圈跳动,消除噪声、振动,确保加工精度。

图5 角度头刀柄
2022年大昭和推出新品BBT30轻量化型,总质量2kg以下,可对应高速ATC的加工需求。
(展位号:E4-B306)
京瓷非标高效率精加工镗刀盘
随着全球范围内新能源汽车的制造产业扩大,行业对新能源汽车零部件高效率、集约化加工,以及在小型设备、低刚性条件下使用的刀具越来越重视。京瓷针对市场需求,持续对各类新能源汽车零部件的加工进行解决方案的提供。本次要介绍的是其中一个加工方案中具有代表性的刀具,这款刀具是为了进行电机壳体的精加工而设计制作的镗刀盘(见图6)。其主要目的为追求大直径、深孔加工,追求高品质、高精度加工,并且追求实现稳定的切屑处理。

图6 非标高效率精加工镗刀盘
这款刀具具备3大特点:①采用铝合金制造,兼具轻量化与刚性。②采用螺旋横梁构造,在主轴方向上产生上升力,带动切削液流动,从而促进切屑排出。③搭载高刚性微调单元“K-Bore”。
本工程案例水道系统围岩的最大工程压力约为6 MPa,此次取2 MPa~6 MPa的割线模量计算复合灌浆前后的变形模量值。
通过特殊微调机构,可以实现平滑的高精度调整,调整间距为每1个刻度、径方向调整5μm。也可根据工件形状进行非标设计,对应实现高刚性以及平滑的调整。
③ 结果运用:主要用于决定绩效工资,各部门按每个员工的综合评分排序,基本工资全额发放,排名最末的扣发40%绩效工资,按人数以此往上类推。连续两次排名最末的,人力资源部负责安排待岗15天,并在此期间对其后续工作做好安排,基本工资和绩效工资比值为8∶2。公司在薪酬调整、岗位培训等方面还没有统一的标准。
锥度桶形铣刀
伴随着新的生物相容性材料的开发,医疗行业持续增长。京瓷与医疗器械制造商密切合作,开发了许多创新的铣削和钻孔解决方案,专为克服医疗器械制造行业遇到的加工难点而设计。
锥度桶形铣刀(见图7)在医疗零件加工方面具有优势。桶形铣刀是锥度球头铣刀的变种,用大切向半径代替直线锥度(φ50~φ1500mm),主要用于替代低效率的球头铣刀,在仿形精加工及半精加工方面可以获得很高的效率。
近年来,长春市食品药品监管局药品稽查分局高位对标“四个最严”,按照省市两级部署要求,坚持问题导向,突出风险防范,狠抓稽查治理,充分发挥了系统的“尖刀”“利剑”作用,为公众用药安全和社会和谐稳定做出了积极贡献。先后被国家总局评为“全国食品药品监督管理系统先进集体称号”和省政府评为“行政执法先进单位”。连续两年获全省稽查业务考评第一名。

图7 锥度桶形铣刀
应用领域多为仿形和型腔铣削,特别适合加工深腔和悬深较长的工况,代替昂贵的加长铣刀。而铣刀的多功能性也可满足复杂的曲面加工。
文革期间,“枫桥经验”受到冲击,曲折前行。1971年春的第15次全国公安会议上,周恩来总理亲自到会讲话,再次肯定“枫桥经验”是依靠群众专政的好典型。1973年,公安部到枫桥蹲点半年,形成《“枫桥经验”在前进》调查报告以及8个典型材料。1977年10月6日,公安部又蹲点调查14个月,总结出普及“枫桥经验”的6条标准。
(展位号:E2-A103)
株洲钻石CVD涂层P类材料车削新品YBC103、YBC203
株洲钻石推出了新一代引领CVD涂层P类材料车削新品YBC103、YBC203(见图8)。YBC系列涂层牌号,提升了刀片的刃线强度、抗磨损和高温抗氧化综合性能,适合各种钢材的高效加工。

图8 YBC103、YBC203
YBC103主要特点:①全新合金基体。热力学及动力学理论模型优化的合金组分和微结构,提升产品抗高温磨损和塑性变形能力;合金晶粒调节技术,立方相晶粒更细、分布更均匀,增加了刀片的高温性能,粘结性和固溶体梯度耦合变化,提升刀片刃线强度。②双氧梯度过渡层技术。双氧梯度过渡层采用晶核预植(PCN)技术,涂层晶粒细小致密,进一步提升刀片的高温性能和抗氧化磨损能力。③细晶柱状结构Al2O3超厚涂层技术。具有极其突出的高温性能和耐磨损能力,双色标识层和超平滑Al2O3涂层前刀面,改进刃线的平滑均匀性,提升表面加工质量。
YBC203主要特点:①全新合金基体。采用全新组织结构及烧结技术,细化合金组织的同时,强化粘结相,组织更均匀,控制更精准,显著提升了刀片抵抗高温下塑性变形和高温氧化的能力,持续应对各种高效加工。②新一代超细晶涂层。涂层晶粒细小致密,进一步提升刀片的高温性能和抗氧化磨损能力,双色标识层和超平滑Al2O3涂层前刀面,提升刀片加工性能。
(展位号:E3-A301)
厦门金鹭小零件车削刀具
2)各种直径规格可供选择。
经过我院积极的手术治疗,24例患者的病情得到了有效控制,患者住院14只22天,平均住院(17.1±2.2)日,24例患者均在完全康复后出院。
1926年,毛姆在法国的费拉角买下了心爱的房子——玛莱斯科别墅,在此度过了39年时光。1929年的经济大萧条,毛姆有如神助毫发无伤,他写的戏剧继续在英美乃至全球范围上演,当时《大都会》等杂志给他的短篇小说开出一字一美元(相当于今天的二十美元左右)的稿酬,近乎天文数字。

图9 小零件车削刀具
产品均为磨削系列产品,可实现高精度的加工需求;特殊断屑槽型设计,断屑及排屑性能优异;锋利刃设计,实现高表面质量加工。
借助独特涂层平台技术,小零件刀片的涂层具备低摩擦系数和高光滑表面的优异特点,搭配不同需求的基材,实现良好的工件表面质量及刀具寿命稳定性,产品规格丰富,应用覆盖面广。
小零件车削刀具最小圆弧半径达0.03mm,IC值与刀尖高等关键尺寸精度达到±0.025mm,采用高精微处理技术提升刃口质量,实现顺畅的刃尖圆弧过渡,保证工件高精度及高表面质量加工需求。
(展位号:E3-A306)
欧科亿BXKT_小清风系列多功能方肩铣刀
BXKT_小清风系列多功能方肩铣刀(见图10)主要特点:①适用于多种铣削加工方式。②带鼓形修形的切削刃微观形状设计。③采用大螺旋角主切削刃结构。④高垂直精度和表面质量。⑤高精度可换头与合金刀杆的牢固连接解决长悬深切削振动。

图10 BXKT_小清风系列多功能方肩铣刀
SDKT_龙卷风系列方肩铣刀
SDKT_龙卷风系列方肩铣刀(见图11)主要特点:①直径40~200mm,覆盖范围广。②正前角设计,切削平稳轻快。③直径80mm以内带内冷设计,提高刀具寿命。④高精刃形设计,超高垂直度和表面质量。⑤切削深度最高可达10mm。

图11 SDKT_龙卷风系列方肩铣刀
WNM(G)X_直角王系列方肩铣刀
W N M(G)X_直角王系列方肩铣刀(见图12)主要特点:①直径20~200mm,覆盖范围广。②高精刃形设计,垂直度优。③大容屑槽刀体,排屑无忧。④6条切削刃,超高性价比。⑤直径100mm以内带内冷设计,切削液直入切削部位。

图12 WNM(G)X_直角王系列方肩铣刀
(展位号:E3-A419)
华锐精密数控刀具
华锐精密专注于硬质合金数控刀具(见图13)的研发与应用,本次展品主要特点如下。

图13 数控刀具
1)华锐精密钢件车削牌号全面升级,在提高耐磨性的同时适当提升刀片的韧性,保证了钢件车削加工的安全和高效,增强了刀片的应用范围、提高了通用性。可选HR8105、HR8115、HR8225和HR8135四个牌号,覆盖钢件车削范围。
2)高性能多刃双面经济型铣削刀具系列具备切削轻快、高效、耐磨性好和加工材料广等诸多优点,主打牌号HR5120具有较强的通用性,HR8140为钢件、铸铁粗铣牌号。
3)高性能整体硬质合金铣削刀具,具有卓越的结构设计,即使面对难加工材料及复杂工况,也能轻松面对。
4)高效整体钻削刀具是通用性强的钻削刀具系列。低摩擦的涂层制备技术,使加工变得简单。标准产品系列长度可达8倍径,非标定制长度可以超过50倍径。
(展位号:E7-B106)
沃尔德PCD/PCBN超硬刀具——MANANOVA标准品系列
沃尔德继续将目光聚焦到汽车行业应用。从传统汽车到新能源汽车,不论是发动机、变速器、离合器、转向系统和制动系统等核心零部件生产制造的降本增效,还是新能源汽车三电系统、副车架等零部件的高效加工,沃尔德可为客户提供高精高效、高性价比的PCD非标刀具加工应用解决方案。
PCD非标刀具加工应用解决方案
“易选 速达”是沃尔德高端标准品系列,自推出以来,凭借稳定、通用和高效的切削性能,快速供货能力和具有竞争力的价格优势,收获了国内外众多客户的青睐。即将展出的PCD/PCBN标准刀片系列和PCD可转位面铣刀系列,将为更多华北区域的客户群体提供快速、高效的服务,以满足对于标准化、通用化刀具的需求。
硬质合金刀具——数控刀片
首次登陆CIMT展会,嘉硬将启用全新LOGO,即“JUSTALOY”,中文释义“正是合金”,向行业传递精密切削、质量过硬的品牌形象。同时,作为其全新产品系列——涂层硬质合金数控刀片(见图14)在华北市场的首秀,展出展品主要包括硬质合金铣削刀片、切槽切断刀片、U钻刀片及车削刀片等产品及配套刀杆。嘉硬合金刀片采用通用性高的CT5025材质,基体呈细晶粒状,具有良好的耐磨性,表面涂覆复合纳米结构、高铝含量的涂层,摩擦系数低,加工寿命长,主要覆盖模具行业、仪表仪器、汽车零部件、工程机械及能源装备等领域。此外,还将展示嘉硬多种特性和多种用途的硬质合金棒料(见图14)。
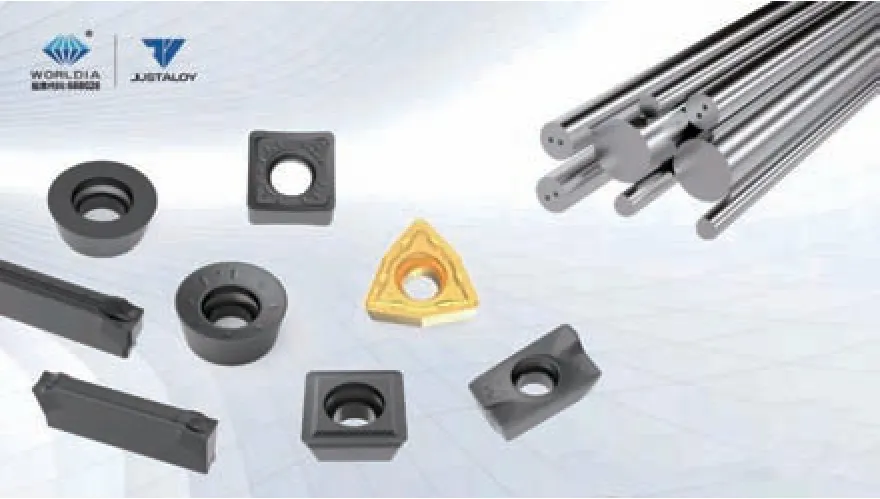
图14 嘉硬数控刀片及硬质合金棒料
(展位号:E7-B101)
澳克泰RPM柳叶铣刀
球头铣刀广泛应用于曲面类零件的粗加工、半精加工和精加工,按类型分有刀片式和整体硬质合金两类,其中整体硬质合金刀具可以制作成多齿类型的,而刀片式的因空间限制一般为两齿结构。柳叶形球头铣刀的特点为两齿结构(部分区域为单齿),单个刀片可转位两次,凸显刀具使用的经济性,具备一定的推广价值。
澳克泰工具的RPM柳叶铣刀(见图15)赋予了该刀具澳克泰自身特点的符号。主要体现在刀片的防转设计。对于球头铣刀而言,刀具的轮廓失真会导致零件欠切或过切,从而使零件尺寸超差或报废,故刀片的防转设计显得尤为重要。为此,澳克泰在刀片的底部设计了防转槽,与之匹配的刀体同样也设计了防转凸台,两者配合安装后可避免圆弧刀片后刀面欠安装约束带来的刀片位移。目前全系有R8、R10和R16三款烧结精度等级刀片,主要面向粗加工和半精加工场合。
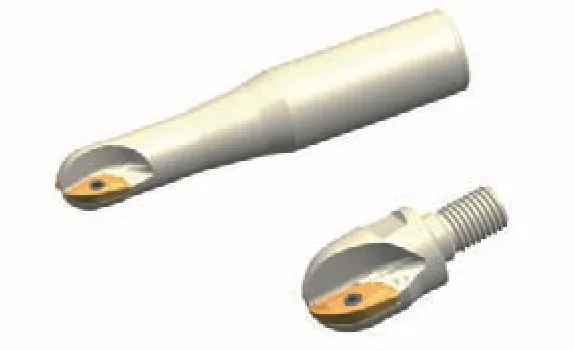
图15 RPM柳叶铣刀
现有刀片主要面向钢件和不锈钢类材料的加工,刀杆柄部类型有螺纹联接式和圆柱柄式两种供选择。
槽刀
澳克泰槽刀(见图16)主要有以下特点。

图16 槽刀
1)搭配TS/TM/RM三大系列多功能应用槽型,适用于不同工况的加工需求,能实现钢件、灰口铸铁和球墨铸铁类零件在高线速度下的切槽、车槽以及仿形加工。
2)全新涂层:等轴纳米晶结构赋予涂层更好的耐磨性和稳定性,梯度过渡层设计使涂层具有杰出的抗剥落能力。
3)全新基体:搭配具有梯度结构的基体,赋予刀片高韧性、高耐磨性。
4)搭配公司常规槽刀杆,一刀多用,即一款刀片型号可满足外圆、端面和内孔工况的车槽加工。
(展位号:E3-A016)
松德大直径系列阻尼减振车刀
4)高经济性双面8刃口,燕尾槽定位方式有效提高刀片锁紧刚性。

图17 大直径系列阻尼减振车刀
四刀尖内孔槽刀AddInternalCut(见图3)是泰珂洛公司推出的用于内径槽加工的高精度可转位工具系统。该系统采用革命性的四切削刃刀片,可用于直径小至10.5mm的内孔槽加工。
厦门金鹭小零件车削刀具(见图9)主要应用于3C、汽车和医疗等行业小型零部件的前扫、后扫、切断切槽及螺纹等加工,可满足碳钢、合金钢和不锈钢等不同材料的加工。
3)最大可提供14倍径悬伸长度。
4)刀杆前端标准接口,可根据加工需求更换不同类型刀座。
5)刀杆柄部带冷却接头,可连接高压冷却水管。
PSC接口阻尼减振车刀
1)MFQ8刀盘每齿进给0.5~0.7mm,最大切削深度3mm。

图18 PSC接口阻尼减振车刀
1)内置阻尼减振系统,有效抑制切削加工中的振动。
2)PSC接口覆盖C3、C4、C5、C6和C8系列。
3)标准品提供5倍径及9倍径悬长刀杆,其他规格可定制。
当所有支管按照设计流量正常运行时,持压稳压阀阀前压力低于阀门设定压力,阀门处于关闭状态,使阀前自动维持一定背压,防止末端压力过低影响分支管流量;当支管用水量减小,持压稳压阀阀前压力上升,超过持压稳压阀设定压力时,阀门自动打开,泄放多余的流量。当发生关阀水锤时,持压稳压阀可具有泄压阀的功能,及时泄放管道内多余的压力,降低水锤危害。
4)安装刀座采用可换式接口,通过更换刀座满足各种不同的加工工况。
(展位号:E3-A411)
刃天行阀芯孔精加工刀具解决方案
工程机械液压阀中的阀芯孔在珩磨前精加工时主要的加工难点为:圆柱度要求高;表面质量要求高;材料内部铸造缺陷导致局部过硬、加工余量不均,造成刀具偏斜;阀芯孔存在分段结构,断续切削下很难保证多项精度要求。刀具解决方案如下。
1)利用短刃铰刀刚性好的特点对预铸孔进行双头粗加工,对预铸孔进行纠偏。
2)使用带有导条支撑结构的硬质合金铰刀进行半精加工与精加工,导条与铰刀经过一体磨削,无需人工调节。这样不仅缓解了精铰刀因长径比大导致刚性差的难题,而且在阀芯孔的多段结构中,能够起到保证阀芯孔的圆柱度与同轴度符合加工要求的作用。
3)刃天行组合刀具(见图19)不仅制作周期短,而且采用内冷特殊细颗粒高硬度棒料磨制,切削刃经过精抛光工艺处理,保证阀芯孔加工稳定,大幅提升了刀具寿命,同时大幅降低了此类零件的加工成本。

图19 组合刀具
三刃钻铣刀——腰型孔加工新方案
加工φ10mm的“腰型孔”,孔最深处超过2.5倍径,且分布不均匀。经分析,主要加工难点为:零件材料为钢+表面覆铜(超1mm),材料硬度差异大;相对铣削来说孔深且余量分布不均匀;孔底为不规则的铸造毛坯面,有硬质点。经过对零件的了解以及深入研究,制定刀具设计方案如下。
1)采用三刃高强度、强定心、高效钻孔结构,既保证了刀具强度,又能保障在切削过程中好的排屑能力。
2)采用特殊的既适于钻又适于铣的槽型结构。
3)没有常规钻头的刃带,取而代之的是类似于铣刀的周刃后角,且在钻尖和刀肩进行了补强,防止刀尖过快磨损。
4)针对双层且硬度差异大的材料特性,采用了可变的刀具前后角设计,使之不仅能切削钢材,而且在切削铜的时候不易产生翻边毛刺。
刃天行采用钻铣一体的新型加工方式,使用D9.5mm三刃钻铣刀(见图20),先钻孔,后直接横向铣削,大大缩短了加工时间,相比原有方案,提升了刀具使用寿命,降低了生产成本。

图20 三刃钻铣刀
(展位号:E4-B306)
猜你喜欢
重型机械(2020年3期)2020-08-24 08:31:42
模具制造(2019年10期)2020-01-06 09:13:08
城市轨道交通(2019年7期)2019-08-15 01:47:24
汽车维修与保养(2019年3期)2019-06-19 11:22:50
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2017年3期)2017-06-23 08:11:47
中外玩具制造(2017年3期)2017-03-31 03:59:33
生活用纸(2017年2期)2017-02-22 10:41:50
工业设计(2016年4期)2016-05-04 04:00:26
工程建设与设计(2016年4期)2016-02-27 10:50:57
