
隔离座形体要素分析与注塑模结构设计
2023-03-16 09:04:50张骏绅熊利军文根保
金属加工(冷加工) 2023年3期
张骏绅,熊利军,文根保
1.湖南长沙航空职业技术学院 湖南长沙 410007
2.湖北航宇精工科技有限公司 湖北襄阳 441007
3.中国航空工业航宇救生装备有限公司 湖北襄阳 441007
1 序言
注塑模在结构设计和造型前,先要进行形体要素的可行性分析,之后再对模具的结构方案进行分析与论证,通过分析对比多个模具结构方案,找出优化模具结构的最佳方案后,才能进行模具的设计和造型。
2 隔离座的形体要素分析

图1 隔离座形体要素分析

图2 隔离座造型
由图1 可知,隔离座在注塑模中为竖立摆放的形式,隔离座在2×R1 m m 象限点处设计分型面Ⅰ—Ⅰ。隔离座存在着垂直于开闭模方向的0.8m m×90°×0.8m m×φ3.2m m×(3-0.8)m m 的型孔要素[1],垂直于开闭模方向的两处3.1m m×2.2m m×R2m m×12.6m m的型槽要素;平行于开闭模方向的12.6m m×(13.1-3)m m×6m m的型槽要素[2];垂直于开闭模方向的12.1mm×8.1mm×5mm×(5-3)×45°×(14.1-6)mm的凸台要素[3];以及2×R1mm弓形高障碍体和外观要求。
3 隔离座注塑模结构可行性方案分析
隔离座在注塑模中有平卧和竖立两种摆放形式,便存在着2种注塑模结构方案,并随着所选用的分型面位置的不同,产生不同的注塑模结构方案。隔离座注塑模结构方案可行性分析如图3、图4所示。图3中,表示顶杆位置,表示几何体与开闭模方向垂直,//表示几何体与开闭模方向平行,Ⅰ—Ⅰ、Ⅰ'—Ⅰ'和Ⅰ"—Ⅰ"分别表示不同位置的分型面。
(1)隔离座注塑模结构方案一 如图3 所示,隔离座在注塑模中为平卧摆放形式。由于0.8mm×90°×φ3.2mm×(3-0.8)mm的型孔和2×3.1mm×2.2mm×R2mm×12.6mm的型槽及12.1mm×8.1mm×5mm×(5-3)mm×45°×(14.1-6)mm的凸台要素均平行于开闭模方向,所以型孔采用定模镶嵌型芯,型槽和凸台采用动模镶嵌型芯,利用定、动模的开闭模进行隔离座模型孔的注塑、型槽和凸台型芯的成型及复位运动。对于垂直开闭模方向12.6mm×(13.1-3)mm×6mm的复杂型槽要素,可以采用斜导柱滑块抽芯机构实现隔离座复杂型槽注塑模成型的型芯抽芯和复位。该方案的顶杆处在隔离座的背面A,背面A将会产生顶杆脱模痕迹,影响外观要求。

图3 隔离座注塑模结构方案一
(2)隔离座注塑模结构方案二 如图4所示,隔离座在注塑模中为竖立摆放形式。由于0.8m m×90°×φ3.2m m×(3-0.8)m m型孔、2×3.1mm×2.2mm×R2mm×12.6mm型槽和
12.1mm×8.1mm×5mm×(5-3)mm×45°×(14.1-6)mm的凸台要素均垂直于开闭模方向,所以可以分别采用斜导柱滑块抽芯机构实现型孔、型槽的成型和凸台型芯的抽芯和复位。平行开闭模方向的12.6mm×(13.1-3)mm×6mm的复杂型槽要素,则可以采用动模镶嵌型芯构件,利用定、动模的开闭模进行成型和复位。为了避让如R1mm的弓形高障碍体要素,设计分型面Ⅰ—Ⅰ,并采用点浇口的浇注系统。该方案的顶杆处在隔离座的背面B。
(3)隔离座注塑模结构方案三和方案四 如图4所示,方案三和方案四的隔离座在注塑模中均为竖立摆放形式。但分型面选取的位置不同,制订注塑模的结构方案也不同。方案二采用分型面Ⅰ—Ⅰ,方案三采用分型面Ⅰ'—Ⅰ',方案四采用分型面Ⅰ"—Ⅰ"。方案三的分型面Ⅰ'—Ⅰ'在隔离座上端,隔离座成型面的绝大部分在动模部分。方案四的分型面Ⅰ"—Ⅰ"在隔离座下端,隔离座的绝大部分型面位于定模部分,此时斜导柱滑块抽芯机构的斜导柱应该安装在动模部分,滑块和型芯应该安装在定模部分,重叠双型槽的抽芯机构的成型不易实现。
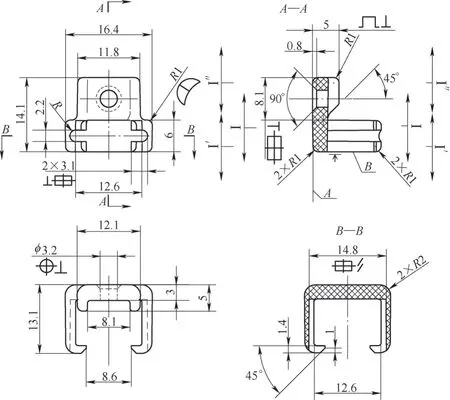
图4 隔离座注塑模结构方案二、方案三和方案四
(4)隔离座优化注塑模的最佳结构方案 方案一以复杂型槽进行抽芯,简易的型孔、型槽和凸台的型芯则采用定、动镶嵌件成型,互为正交的型芯嵌件与复杂型槽斜导柱滑块抽芯及复位运动同时进行,容易产生运动干涉,为了避免两种抽芯的运动的碰撞,采用了复杂的时差抽芯,加上顶杆痕迹处在有外观要求的A面,显然不符合使用要求。故方案一不可行。
方案二采用镶嵌件成型复杂型槽的型芯,镶嵌件抽芯运动依靠顶杆的脱模运动完成。成型简易的型孔、型槽和凸台的型芯采用斜导柱滑块抽芯机构。由于模具开模运动先于脱模运动,使得斜导柱滑块抽芯先于镶嵌件的抽芯且斜导柱滑块复位运动晚于镶嵌件的复位。因此,方案二是可行方案。
方案三的分型面Ⅰ'—Ⅰ'处在隔离座上端R的象限点处,隔离座成型面的绝大部分在动模部分。由于隔离座下端宽(16.4mm)、上端窄(11.8mm),隔离座无法脱模,所以为了使隔离座顺利脱模,需在隔离座中心处的两边设置抽芯机构。该模具需要有4处抽芯机构。
方案四的分型面Ⅰ"—Ⅰ"处在隔离座下端R的象限点处,隔离座成型面的绝大部分在定模部分,导致成型的型芯深度深,会影响定模板的刚性,需要加大模板的厚度。
方案二、方案三和方案四均为可行性方案,比较三种方案,方案二需要2处抽芯,方案三要4处抽芯,方案四定模刚性差。因此,选用方案二最为可靠。
4 注塑模结构设计
隔离座注塑模结构由模架、定模部分、动模部分、成型件、浇注系统、冷却系统、抽芯机构、脱隔离座和脱浇注系统的冷凝料机构、回程机构、限位和导向组件等组成。隔离座注塑模结构二维设计如图5所示,三维造型如图6所示。
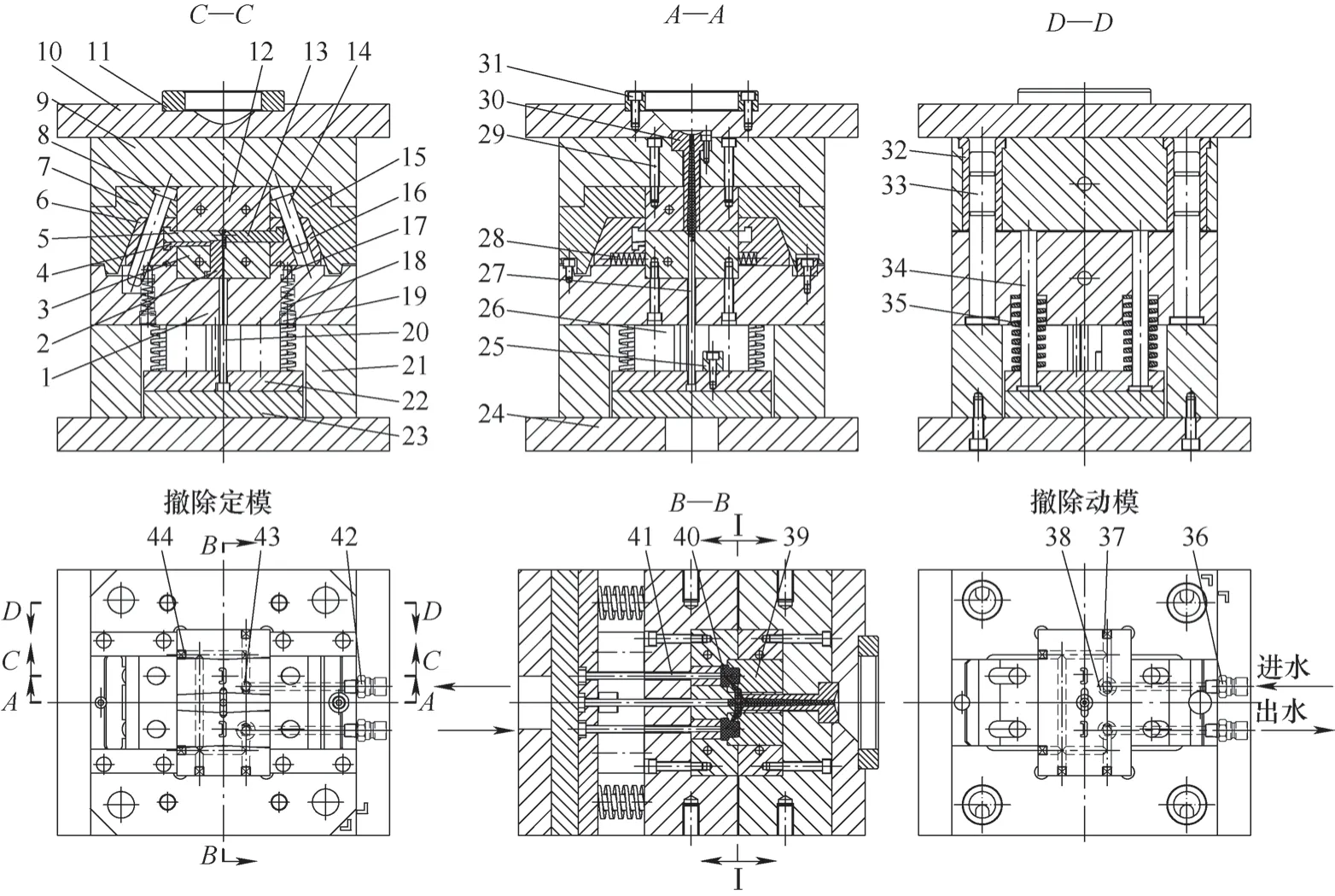
图5 隔离座注塑模结构二维设计

图6 隔离座注塑模结构三维造型
(1)模架 由动模板1,定模板9,定模垫板10,定位圈11,弹簧35,顶杆20、41,模脚21,安装板22,推件板23,底板24,推板导柱26,拉料杆27,内六角螺钉29、31,浇口套30,导套32,导柱33和回程杆34等组成。模架是整副模具零部件安装及与注塑机连接的平台。
(2)定模部分 由楔紧块7、15,斜导柱8、14,定模板9,定模垫板10,定位圈11,定模型芯12,内六角螺钉29、31和浇口套30等组成。
(3)动模部分 由动模板1,动模镶件2,动模型芯3,型孔型芯13,限位销17,弹簧18、28、35,螺塞19、37、44,顶杆20、41,模脚21,安装板22,推件板23,底板24,推板导柱26,内六角螺钉29、31,导套32,导柱33和回程杆34等组成。
(4)成型件 包括动模镶件2、型槽型芯4、凸台型芯5、定模型芯12和型孔型芯13等。由于塑料的热胀冷缩,成型件的尺寸设计需要考虑塑料的收缩率。实际成型件的尺寸=成型件图样尺寸+成型件图样尺寸×2%。2%为30%玻璃纤维增强聚酰胺-6的平均收缩率。为了隔离座便于脱模,成型件平行脱模方向的型面必须制成1.5°~2°的脱模斜度。
(5)冷却系统 包括定模板9与定模型芯12的冷却系统以及动模板1与动模型芯3的冷却系统。在注塑模成型加工过程中,熔融的塑料会将热量传递到定模和动模部分。随着不断地连续加工,模具热量的不断积累会导致定模和动模的热量飚升,最终过热而失去其机械性能。
1)定模冷却系统由定模板9与定模型芯12中的冷却水通道、螺塞37、O形密封圈38和冷却水接头36组成。冷却水从冷却水接头36进水口流入,经过定模中的冷却水通道,从冷却水接头36出水口流出,将热量带走,起到降低模温的作用。
2)动模冷却系统由动模板1与动模镶件2中的冷却水通道、螺塞44、O形密封圈43和冷却水接头42组成。冷却水由冷却水接头42进水口流入经动模中的冷却水通道,从冷却水接头42出水口流出,将热量带走,起到降低模温的作用。
(6)回程机构 由安装板22、推件板23、回程杆34和弹簧35组成。该机构可以实现模具脱模和脱浇注系统冷凝料机构的复位,有利于注塑加工自动循环进行。
(7)限位构件 由限位销17,弹簧18、28、35和螺塞19、37组成。
(8)导向构件 由4组导柱33和导套32组成。用于定、动模的定位与开闭模运动的导向。回程机构的脱模与回程运动的导向由推板导柱26保证。注塑模浇口套30的主浇道与注射机喷嘴的定位由定位圈11保证。
正确设计和制造上述各个机构、系统、组件和零部件,才能确保合理设计出隔离座注塑模,最终确保隔离座成型加工的合格。
5 隔离座注塑模抽芯机构的设计
隔离座注塑模抽芯机构(见图7)由注塑模开闭模的主运动派生出抽芯和复位运动及抽芯机构的限位动作,由注射机顶杆的顶出运动派生出隔离座和浇注系统冷凝料的脱模与回程运动。
1)隔离座注塑模闭模状态如图7a所示,当定、动模闭合时,斜导柱8、14分别插入型槽型芯滑块6和型孔型芯滑块16的斜孔中,拨动型槽型芯滑块6和型孔型芯滑块16并且压缩弹簧进行复位运动。型槽型芯滑块6和型孔型芯滑块16底面的半球形凹坑迫使限位销17压缩弹簧18,使得限位销17退回安装孔中,解除了限位销17对型槽型芯垫片4、型槽型芯5、型槽型芯滑块6、型孔型芯滑块16和型孔型芯13的限位。
为了防止斜导柱8、14因刚性不足,在大的注射压力和保压力作用下,造成型槽型芯垫片4、型槽型芯5、型槽型芯滑块6、型孔型芯13和型孔型芯滑块16的退让,进而影响到隔离座28的宽度,导致型孔的尺寸不符合图样要求,可运用楔紧块7、15的斜面分别楔紧型槽型芯滑块6和型孔型芯滑块16的斜面。当隔离座28被顶出脱模,在注射机顶杆撤退后,脱模机构和回程机构在弹簧26的弹性恢复作用下开始复位。为了使防止弹簧26使用时间过长后出现疲劳失去弹性,导致脱模机构和回程机构无法恢复最终位置,可依靠闭模运动使定模板9推着回程杆27、安装板22、推件板23和顶杆20精确复位。
2)隔离座注塑模开模状态如图7b所示,当定模开启时,斜导柱8、14分别拨动型槽型芯滑块6、型槽型芯5、型槽型芯垫片4、型孔型芯13和型孔型芯滑块16产生抽芯运动。为了防止型槽型芯滑块6和型孔型芯滑块16在大的抽芯运动惯性作用下滑离动模板1,以及确保型槽型芯滑块6和型孔型芯滑块16在抽芯后斜孔的位置正好对准斜导柱14,设置了螺塞19、弹簧18和限位销17等限位组件。当型槽型芯滑块6和型孔型芯滑块16底面的半球形凹坑抽芯至限位销17位置上方时,在弹簧18的作用下限位销17进入半球形凹坑,锁住型槽型芯滑块6和型孔型芯滑块16。
3)隔离座与浇注系统冷凝料脱模状态如图7c所示,当注射机顶杆顶着安装板22、推件板23和顶杆20移动时,可将隔离座28顶出,脱离动模镶件2和动模型芯3。同时,也可以将浇注系统的冷凝料顶脱模。
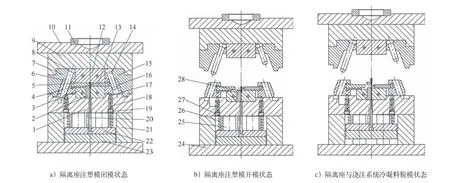
图7 隔离座注塑模抽芯机构的设计
6 注塑件与浇注系统冷凝料脱模机构的设计
解决了隔离座垂直开闭模方向的型孔、型槽和凸台的抽芯,实现隔离座连续自动化加工,还必须要完成浇注系统冷凝料的脱模。注塑件与浇注系统冷凝料脱模机构的设计如图8所示。
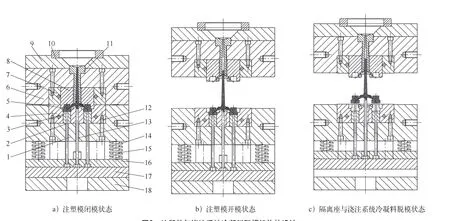
图8 注塑件与浇注系统冷凝料脱模机构的设计
1)注塑模闭模状态如图8a所示,当定、动模闭合时,熔融塑料的料流通过注射机喷嘴进入浇口套11的主流道,再进入动模型芯4和定模型芯8之间的分流道与潜伏式点浇口,最后进入模腔,通过浇注系统冷凝料冷却成型隔离座5。当注射机顶杆撤回后,弹簧14的弹力恢复,推动安装板16、推件板17、顶杆2和拉料杆13复位,实现隔离座5的循环自动注塑加工。
2)注塑模开模状态如图8b所示,当定、动模开启时,浇口套中主流道的冷凝料被拉料杆13的Z字形钩拉脱模。
3)隔离座与浇注系统冷凝料脱模状态如图8c所示,当注射机顶杆推着安装板16、推件板17、顶杆2和拉料杆13做脱模运动时,主流道、分流道和潜伏式点浇口及隔离座5分别被顶杆2和拉料杆13顶拉脱模。
7 结束语
分析和论证注塑模结构方案的可行性,方案一会产生运动干涉,需要时差抽芯;方案二只需要2处抽芯;方案三需要4处抽芯;方案四定模刚性差。相较之下方案二为最佳方案。选用方案二进行注塑模结构的设计和造型,有助于确保注塑模结构设计的正确性,避免造成模具非必要的复杂结构,甚至造型失败。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
机械设计与制造工程(2021年5期)2021-06-15 02:43:04
装备制造技术(2020年9期)2021-01-26 00:14:48
橡塑技术与装备(2018年14期)2018-07-20 03:21:58
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
电镀与环保(2018年1期)2018-04-04 05:21:18
金属加工(冷加工)(2018年2期)2018-03-22 09:29:52
制造技术与机床(2017年5期)2018-01-19 02:48:52
现代工业经济和信息化(2016年22期)2016-08-23 11:55:42
