
基于数字化分析的翼子板与车灯平度优化方法
2023-03-11 08:24:26王鹏程赵绍昕陈清亮牟少志芦成龙一汽大众汽车有限公司
锻造与冲压 2023年4期
文/王鹏程,赵绍昕,陈清亮,牟少志,芦成龙·一汽-大众汽车有限公司
汽车翼子板部件形状复杂,表面质量要求高,在整车上与多种零件存在匹配关系。因此,翼子板冲压模具在汽车制造中是最难成形、尺寸问题最多的零部件。采用ATOS 扫描分析配合AutoForm 模拟的数字化方法,为我们解决翼子板模具问题提供了新的思路。以某车型翼子板为例,针对此车型翼子板与大灯匹配平度差的缺陷,采用数字化方法,利用ATOS 扫描及三坐标测量设备,分析确定造成翼子板尺寸偏差的工序及原因,通过AutoForm仿真寻求最优方案并对相应工序模具进行优化。最终完成对翼子板A 面尺寸优化,解决此车型翼子板与大灯平度差问题。
翼子板特点
翼子板是遮盖车轮的车身外板,因车身上该部件形状及位置似鸟翼而得名。在整车上,翼子板与大灯、前保险杠、车门、侧围、发动机盖、轮罩衬里等十几种零件存在间隙和平度的匹配关系,相邻零件的公差带要求在±0.5mm 以内,重点部位楔形量甚至需要控制在0.3mm 以内。众多零件搭配及在整车中的位置,决定了翼子板形状的复杂性。同时,翼子板为典型的外表面件,A 级曲面占绝大部分,对表面质量的要求非常高。形状与表面的高要求决定了模具成形工艺的高难度与复杂性。我公司所产车型的翼子板冲压模具一般由六序构成。通过六序模具的依次工作将完整的翼子板零件制作出来。每一款车型的翼子板模具都需要反复地调试、整改,从而在单件质量和生产效率上达到要求。
ATOS 扫描设备在冲压模具优化中的应用
图1 所示的ATOS 扫描设备,通过三维激光扫描技术可以快速准确地获取物体表面的三维数据,与接触式测量技术相比,光学测量设备可以快速扫描被测物的整个表面,并且没有任何盲区。在图像采集过程中,光源强大的LED 投影头通过释放蓝光,精确地将蓝色条纹图案投射在三维物体表面,完成产品的数据采集和三维逆向建模。

图1 ATOS 扫描设备
在模具维修中,可通过对零件表面与模具型面的扫描获取所需三维数据。将逆向获取的三维数据与产品数模进行比较,辨明尺寸偏差出现工序。针对偏差工序进行模具优化,达到质量提升的目的。
某车型翼子板与大灯匹配问题
某车型自投产以来,翼子板与大灯的平度一直存在波动(图2),无法达到设计上的理想状态。整车设计要求此处位置翼子板与大灯平度需要达到(-0.4±0.5)mm,翼子板不能低于大灯0.9mm。实际生产中部分整车平度达到-1mm,超出公差带要求。通过测量大灯与翼子板零件,发现翼子板与大灯搭接位置型面低于产品数模0.5 ~1mm 不等,如图3 所示,加大了总装调装翼子板的难度。由于生产节拍的需求,在单节拍内部分车调整不到公差位置,需要将整车下线,然后针对此处进行精细调整,保证整车质量符合标准。这严重影响整车生产节奏,制约生产的产能。因此对翼子板型面的Y 向尺寸优化成为一个急需解决的问题。
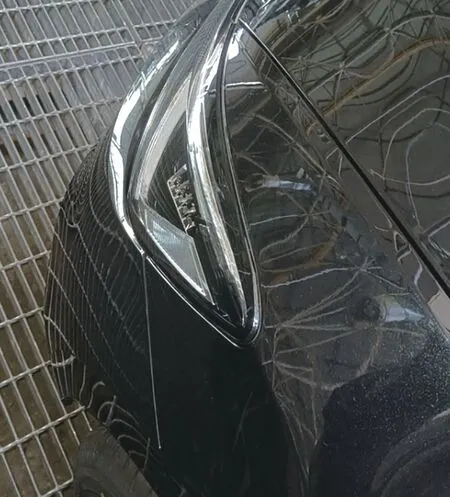
图2 翼子板与大灯匹配

图3 翼子板尺寸
翼子板与大灯匹配处Y 向偏差分析
针对此翼子板的尺寸偏差,对翼子板的成形工艺进行分析。此翼子板成形共六序,如图4 所示。与大灯匹配位置的Y 向型面区域由OP20 拉延一次成形取得,后续经过对轮廓区域的修边、翻边等工序,最终得到成品零件。
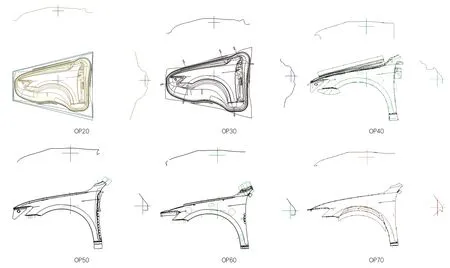
图4 翼子板成形工序
当前三坐标测量设备只能测量成品零件,无法对各工序零件进行定量分析提供相关数据。为探明各模具工序对此处Y 向偏差的影响量,制定相应措施,对成形后的各个工序件进行ATOS 扫描,将扫描结果与成品件数模进行对比。图5 为各工序扫描对比结果。从扫描对比结果可以看出,OP20 拉延工序完成后即出现了明显的尺寸偏差。

图5 各工序扫描结果
方案制定与实施
综合扫描与模拟数据,制定两个更改方案。方案一:将OP20 拉延工序中与大灯匹配位置做局部隆起处理,利用AutoForm 软件模拟补偿量,将全工序模具补焊、机加工、研修。方案二:将后序翻边序中与大灯匹配位置做局部隆起处理,利用AutoForm 软件模拟补偿量,将翻边序模具补焊、研修。
对当前生产需求及模具状态进行评估,模具检修时间只有10 天,后续需要连续生产,供应焊装成品件,不能继续更改模具。查看拉延模具,如图6 所示,已经经过电镀处理,按照方案一更改需要将拉延模具进行整体脱镀,烧焊研修,周期较长,成本较高。在10 天内无法完成整体的模具调试工作,影响整车生产计划。综合评估后决定,按照方案二对翻边序模具进行更改,如图7 所示。

图6 OP20 拉延模具
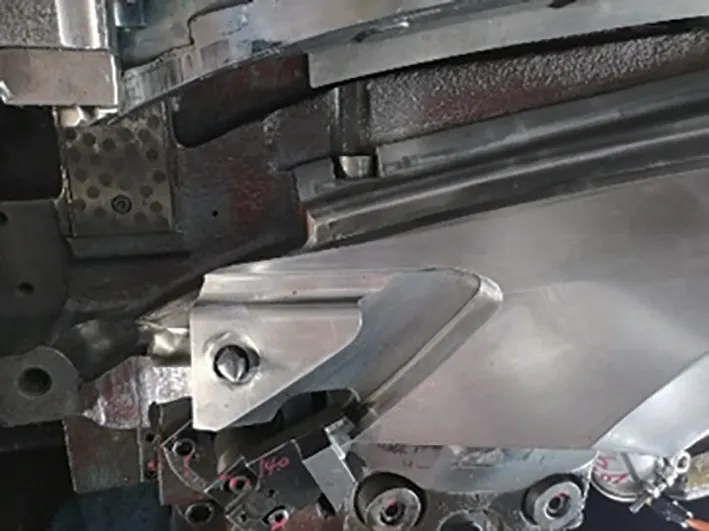
图7 OP40 翻边模具
与大灯匹配存在缺陷区域主要集中在靠近虎口的半段内,此部分翻边工序主要集中在OP40。对OP40翻边模具进行烧焊研修,通过AutoForm 软件模拟出前端位置需要隆起0.8mm,成品零件在此处位置有0.4mm 的好转,表面质量没有明显的恶化,如图8所示。
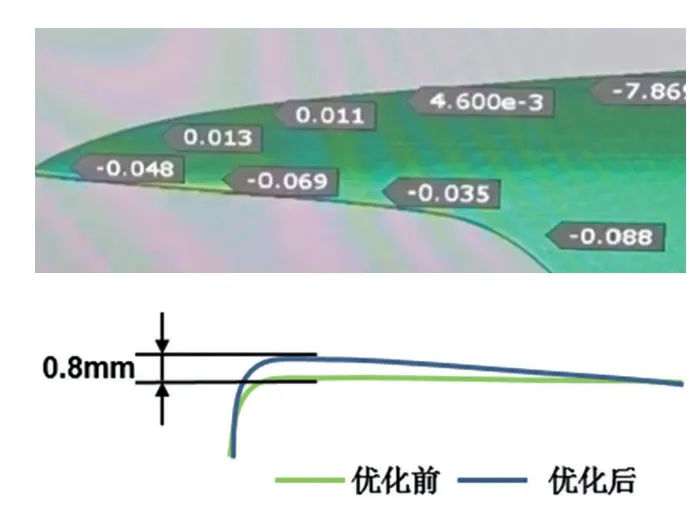
图8 模拟及翻边断面图
结果验证
经过烧焊、研修及多轮次的调试,翻边序模具优化完成,如图9 所示。大线试生产,表面质量状态满足质量要求,经过三坐标测量,尺寸达到更改预期,Y 向尺寸偏差在公差范围内。
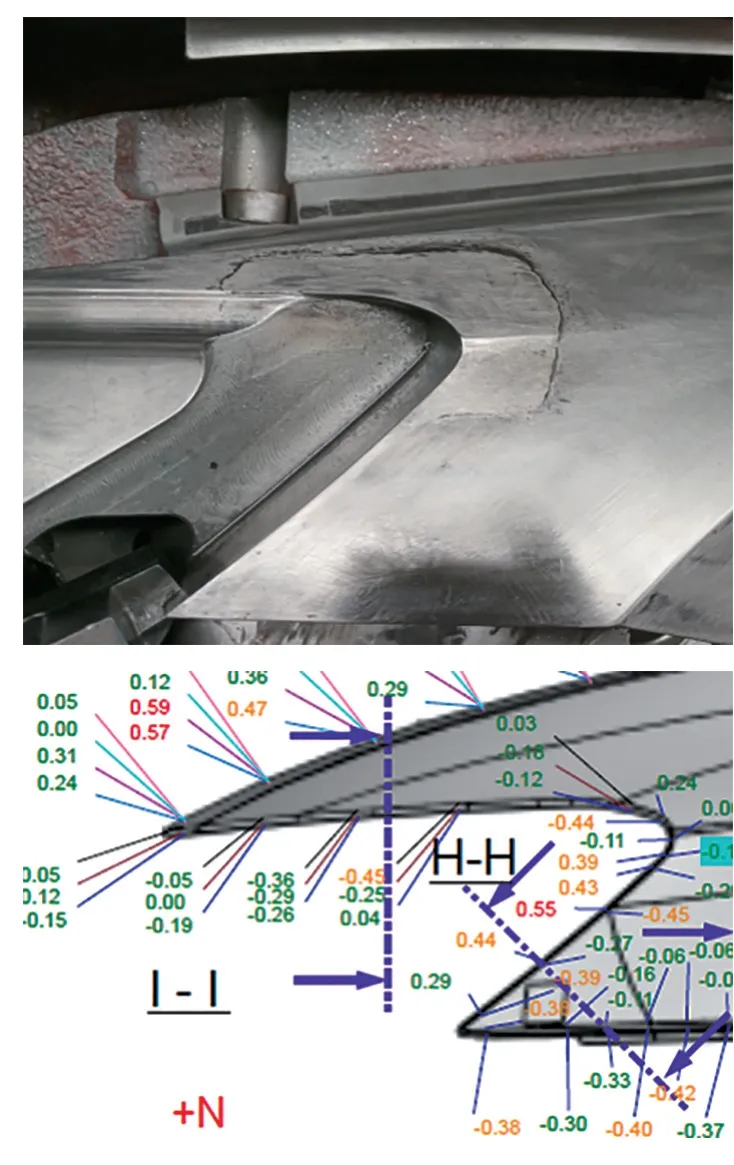
图9 更改后模具及测量报告
结束语
批量生产阶段,车身外覆盖件的A 面尺寸更改需要综合考虑表面质量、生产计划、风险、资源等因素。在各工序着色合格,拉延工序是造成尺寸偏差的主要原因时,通过更改翻边序将搭接面抬高,有效地降低了更改风险,缩短了更改周期,可作为类似问题的参考。
猜你喜欢
汽车零部件(2022年7期)2022-08-03 07:37:32
汽车实用技术(2022年5期)2022-04-02 09:36:26
农业知识(2021年19期)2021-10-16 10:14:18
模具技术(2021年5期)2021-10-13 09:00:56
模具制造(2019年10期)2020-01-06 09:12:58
制造技术与机床(2019年6期)2019-06-25 10:18:24
青岛画报(2017年12期)2018-02-06 13:06:38
商周刊(2017年22期)2017-11-09 05:08:38
制造技术与机床(2017年2期)2017-05-04 04:17:36
锻压装备与制造技术(2016年3期)2016-06-05 09:36:08
