余热发电锅炉低温过热器连接弯头开裂及处理对策
2023-03-09 03:27于建红
黑龙江科学 2023年2期
于建红
(嘉峪关大友企业集团有限责任公司铁合金厂,甘肃 嘉峪关 735100)
过热器是锅炉系统中最为重要的组成之一,主要由多根并联管子及进出口集箱组成。实际工作中,烟气往往会以对流方式将热量传输到管子,随着运行时间的延长,锅炉过热器的管弯头位置容易开裂(主要由于向火侧表面产生裂纹引发弯头损坏)而造成过热器泄漏,影响整个锅炉系统的正常运行。为了降低此类问题的影响,需对余热发电锅炉过热器连接弯头开裂原因进行分析,采取针对性的措施进行解决。
某建材企业水泥窑生产线余热发电锅炉采取了9 MW低参数混压纯凝汽式汽轮发电机组作为动力源,完成安装并煮炉完成后,整个生产系统进入试运行阶段,但在系统运行3个月之后进行定期巡检时发现余热发电锅炉低温过热器出口集箱连接弯头及附近相关附件[相应弯头和附件都符合《低中压锅炉用无缝钢管(GB/T3087-2008)的标准要求,所用材料为20号钢]发生开裂问题。为避免出现较大事故,及时解决此类问题,需对连接弯头和周边相关附件开裂原因进行分析。
1 开裂分析
1.1 分析方法
对发生开裂的弯头所在区域进行外观检验,明确裂纹具体位置及可能的扩展形态,确定裂纹区域附近是否存在较为显著的机械性破损及腐蚀问题,同时对不同弯头的开裂位置、裂纹形态等实施对比分析,确定不同裂纹的相似性和差异性,以此为参照,对弯头发生开裂的可能原因进行初期判定[1]。完成外观检验后,对开裂弯头进行理化性能检验。针对发生开裂的弯头进行取样,利用专业仪器设备对弯头不同的特性进行检测,具体为:利用OPTIMA2100DV型全谱只读等离子发射光谱仪对取样进行化学成分分析;通过402MVD型自动转塔数显维氏硬度计对弯头及直线段分别实施硬度检测;利用ZeissAxiovert200MAT倒置万能材料显微镜对取样的金相进行仔细观测,并对裂纹的微观形态进行深入分析判定;通过VE-GATS5136XM/IntegratedEDS&EBSD扫描电子显微镜对裂纹打开之后的断口表面进行能谱分析。
以上述分析检验结果为基础,参照弯头的实际制造情况及具体应用环境等影响因素,对弯头的具体开裂原因进行综合性分析判定。
1.2 具体检验
外观检验。对发生开裂的弯头及周边区域进行观察可知,连接弯头母材的内外表面都出现了多条较长的裂纹,这些裂纹更多分布在弯头母材位置及焊缝的周边,呈现较为弯曲的态势,但是总体上和焊缝相平行且呈环状分布[2]。另外,弯头外表面焊缝已进行过补焊,此次事故在补焊位置出现了较长的裂纹,可以初步判定裂纹初始于弯头侧母材内表面,以此为起点不断向外表面进行扩展。
化学成分检验。弯头材料采用的是《低中压锅炉用无缝钢管》(GB/T3087-2008)中规定的20号钢,同时在此标准中对于每种材料钢管的化学成分进行了限定,一定要满足《优质碳素结构钢》(GB/T699-2015)中的相应规定。OPTIMA2100DV型全谱只读等离子发射光谱仪对弯头材料化学成分分析的结果如表1所示,可知弯头材料满足标准的规定。

表1 开裂连接弯头裂纹附近弯头侧母材的化学成分Tab.1 Chemical composition of base material on the side of the elbow near the crack of the cracked joint elbow
硬度检验。《低中压锅炉用无缝钢管》(GB/T3087-2008)中只对不同钢材的拉伸性能进行了明确规定,所以需确定开裂弯头材料的拉伸性能是否满足标准规定。但是开裂的连接弯头壁厚相对较薄,很难对其进行取样完成拉伸检测。为了确定最终的拉伸强度等指标,以《黑色金属硬度及强度换算值》(GB/T1172-1999)为依据,对发生开裂的弯头焊缝、弯头侧母材、集箱侧母材等实施硬度检测,通过相应换算得到抗拉强度数值,具体情况如表2所示。

表2 开裂连接弯头焊缝、弯头侧母材和集箱侧母材硬度检测值Tab.2 Hardness test values of cracked joint elbow weld, base material on elbow side and base material on box side
从表2检测结果可知,各个位置的硬度大体接近,按照《黑色金属硬度及强度换算值》(GB/T1172-1999)标准,将其换算成抗拉强度后,焊缝和弯头侧母材的抗拉强度分别为520 MPa、491 MPa,此抗拉强度值满足《低中压锅炉用无缝钢管》(GB/T3087-2008)中对20号钢抗拉强度的指标要求(410~550 MPa)。
金相检验。为了明确连接弯头及相关焊材的具体金相结构,对发生开裂的连接弯头焊接接头位置实施取样,利用ZeissAxiovert200MAT倒置万能材料显微镜,对取样内表面进行显微组织观测分析,通过显微分析结果可知,发生开裂的连接弯头焊缝两端母材属于同种组织结构,均为“铁素体+珠光体”,但是不同之处在于弯头端的母材珠光体组织相对更加细小,同时铁素体也产生了一定程度的延展变形。而在弯头端的熔合区和焊缝位置都没有发现比较显著的夹渣、气孔、热裂纹等焊接方面的缺陷,同时在弯头一端热影响区具有相对较大的晶粒,伴有一定量的魏氏组织。除此之外,对于集箱侧的母材进行金相分析可知,其铁素体主要表现为等轴状[3]。分析开裂连接弯头不同位置的裂纹微观形貌的具体情况如图1所示。
从图1中能够看出,焊接接头母材的内表面裂纹会从多个方向进行扩展,在主要裂纹的周边存在大量的二次性裂纹,同时这些裂纹会顺着晶界不断扩散。焊缝位置的裂纹表现为曲折形态,同时在主裂纹的边缘位置存在大量顺着晶界进行扩展的二次性裂纹。
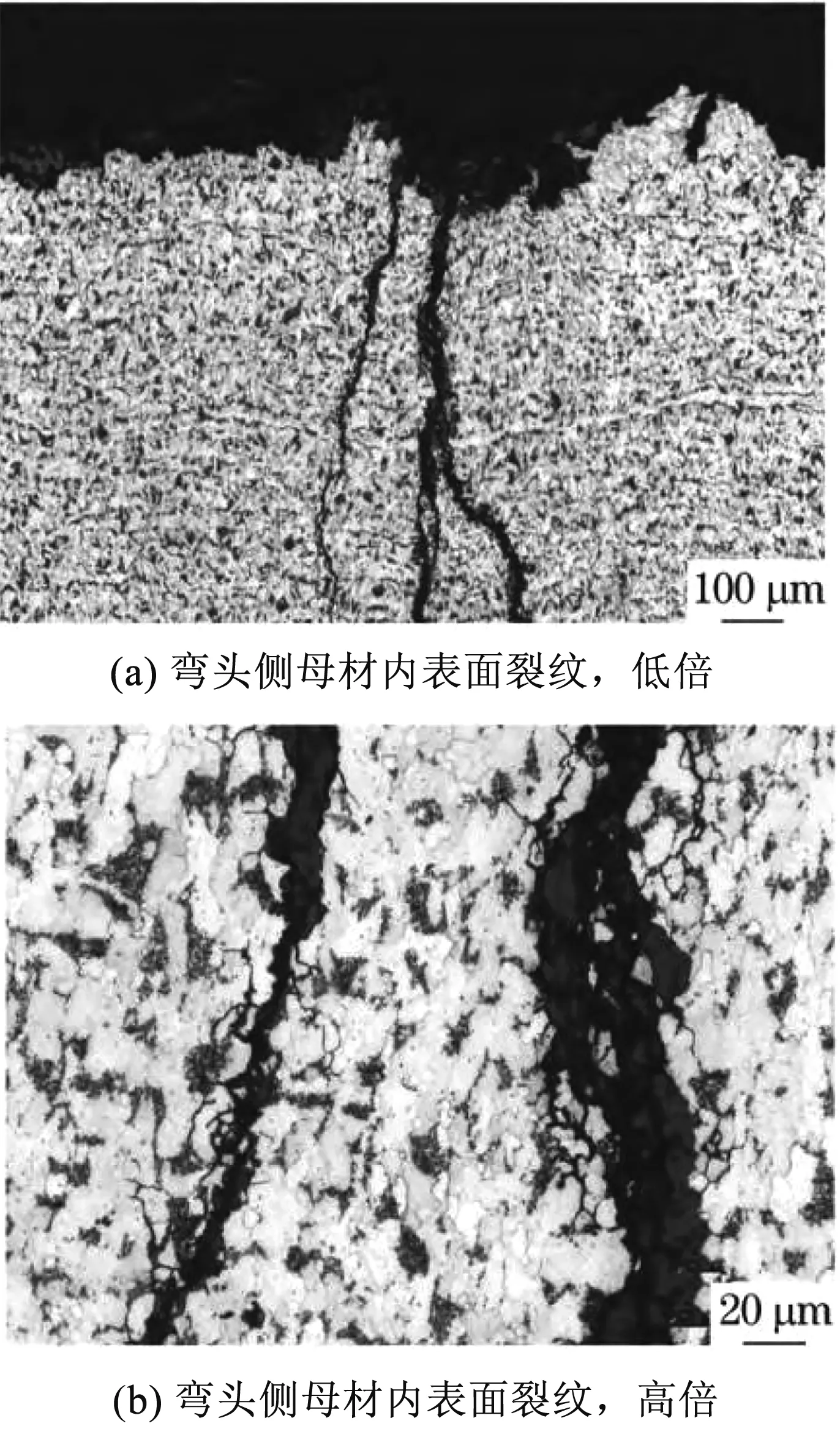

图1 开裂连接弯头不同位置的裂纹微观形貌Fig.1 Crack morphology at different positions of cracked joint elbow
能谱分析。利用光电效应测量单色辐射从样品上打出来的光电子的动能、强度和这些电子的角分布,根据上述测量得来的信息,研究原子、分子、凝聚相等内容。将已经开裂的连接弯头顺着裂纹将其断开,对断口实施能谱分析,具体情况如图2所示。
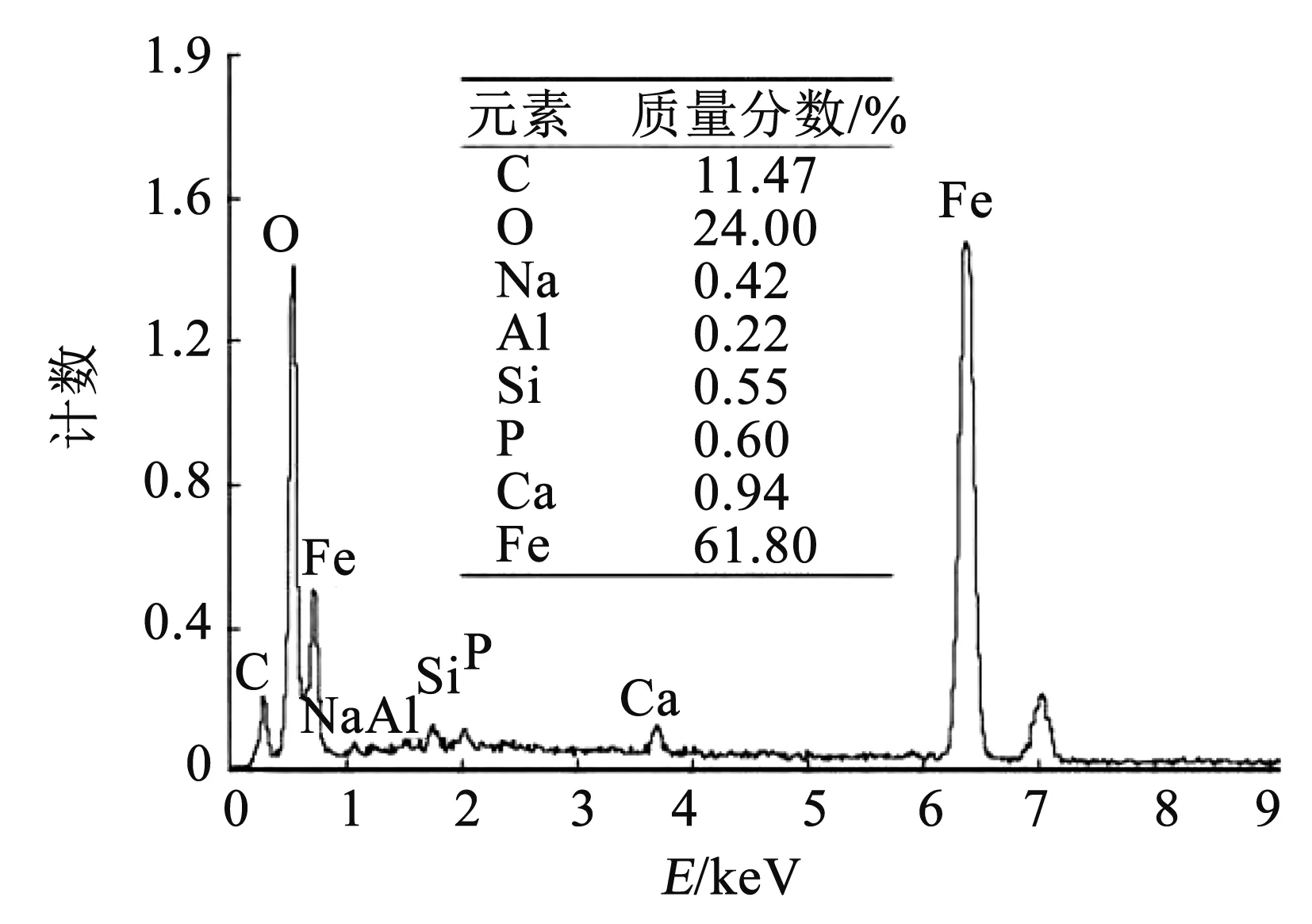
图2 断口表面的能谱分析结果Fig.2 Energy spectrum analysis of fracture surface
从具体分析情况来看,断口表面呈现的是铁氧化物,包括相应量的钠、磷元素。
2 弯头开裂分析及讨论
通过各种类型的检验分析可知,弯头端的母材化学成分满足《低中压锅炉用无缝钢管》(GB/T3087-2008)中对20号钢的技术指标要求,同时焊缝和两边母材具有大体相似的硬度,按照《黑色金属硬度及强度换算值》(GB/T1172-1999)的标准,将硬度值换算成抗拉强度后,抗拉强度满足《低中压锅炉用无缝钢管》(GB/T3087-2008)中对20号钢的技术指标要求,利用设备对连接弯头进行显微分析,没出现较为显著的异常。总的来说,过热器连接弯头发生开裂的原因和材料并没有直接关联,绝大多数裂纹都发生在补焊位置弯头端的母材上,同时在没有进行补焊位置的弯头端母材产生了较长的裂纹,所以弯头发生开裂的原因并非外表面进行补焊造成的。
利用金相检验分析可知,弯头端母材内表面是开裂的初始位置,以此为起点不断向外表面进行延展。碳钢及低合金钢“碱脆”裂纹的基本特征是在焊缝的内表面和弯头端母材的主裂纹边缘,出现的大量细小二次裂纹会顺着晶界不断发生延展。顺着裂纹对连接弯头进行断开,利用能谱分析可知,在断口表面存在钠元素和磷元素。这是因为余热发电锅炉正式运行前往往会通过NaOH及Na3PO3实施煮炉,该过程中加入的碱液可能会析出钠元素和磷元素[4]。
3 弯头开裂处理对策
通过以上分析可知,弯头开裂的根本诱因是锅炉煮炉时碱液进入过热器中,聚集在弯头内表面缝隙位置,受到较高温度、热应力的影响,造成碱脆开裂的情况。针对此问题,按照碱液流入过热器的具体方向,利用超声波及射线检测方式,对所开裂的连接弯头周边区域实施检测,从而确定产生裂纹的位置,以此为基础对裂纹管段进行更换,防止锅炉后续运行中产生裂纹扩展的问题,进而造成管道开裂问题。除此之外,以产生裂纹位置的不同对开裂连接弯头周边管段内壁进行彻底冲洗清理,从而减少管段内壁的碱含量。
加强设备的验收是确保整个系统稳定运行的根本,要将可能存在的缺陷控制在设备正式应用之前。严格落实设备的管理及验收机制,例如:通过旁站监理等方式增强质量管控;对锅炉进行有效调整,确保其受热面均匀受热;检修时避免出现烟气走廊的情况,降低发生局部过热的情况。要想有效提升管弯头的抗疲劳力,一定要降低温度的周期性影响而产生的过量应变情况,进一步提升运行过程中材料的热疲劳稳定性。
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
湖南电力(2021年4期)2021-11-05
中国特种设备安全(2019年5期)2019-07-16
电子制作(2018年10期)2018-08-04
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
电测与仪表(2016年9期)2016-04-12
焊接(2016年2期)2016-02-27
电测与仪表(2014年14期)2014-04-04