
浮法玻璃生产线投产初期板面气泡的治理
2023-02-13 09:02鲍翠鹏
玻璃 2023年1期
鲍翠鹏
(河北金宏阳太阳能科技股份有限公司 沙河 054100)
0 引言
气泡是玻璃均化重要工具之一,因此配合料中必须含有一定的气体比例,才能达到熔制均化的目的。然而在日常生产当中不免会遇到各种各样的气体缺陷,为了能很好地利用配合料当中的气体,使其在生产工艺方面发挥好的作用,避免产生缺陷问题,研究各类气体的物理化学特性是十分必要的。借助先进的气泡检测设备,结合实际案例研究解决浮法玻璃生产线投产初期遇到的气泡问题,提出相应治理措施。
1 案例1
某公司F线,熔化量为600 t/d的天然气窑炉,可生产3~19 mm厚度玻璃,主要侧重生产离线镀膜产品。在投产初期的2~3个月的时间里,微气泡问题一直制约着产品的上档升级。为治理微气泡,公司成立专家小组,分析研究产生微气泡的几种因素,先后在原料方面和熔化方面采取了调整措施,最终收到了好的效果。
1.1 F线工艺背景及微气泡取样信息
工艺背景:原料方面主要使用澄清剂芒硝,未加炭粉。配料各项指标均在合理范围。600 t/d天然气窑炉,六对小炉,热点在5#小炉,热点温度为1570~1575 ℃,澄清温度为1430 ℃,有0#氧枪做辅助助熔,鼓泡枪做辅助对流。投产初期微气泡数量80~100 个/m2。
F线缺陷样品特征见表1。

表1 缺陷样品特征
通过对以上取样信息进行分析讨论,怀疑大水包有漏水嫌疑,更换大水包后板面微缺陷没有变化。通过观察窑内泡界线情况,分析有澄清不良因素,决定进行气泡内气体成分检测。
1.2 气泡内气体成分检测
利用GIA522质谱仪进行气泡内气体成分检测,结果见表2。
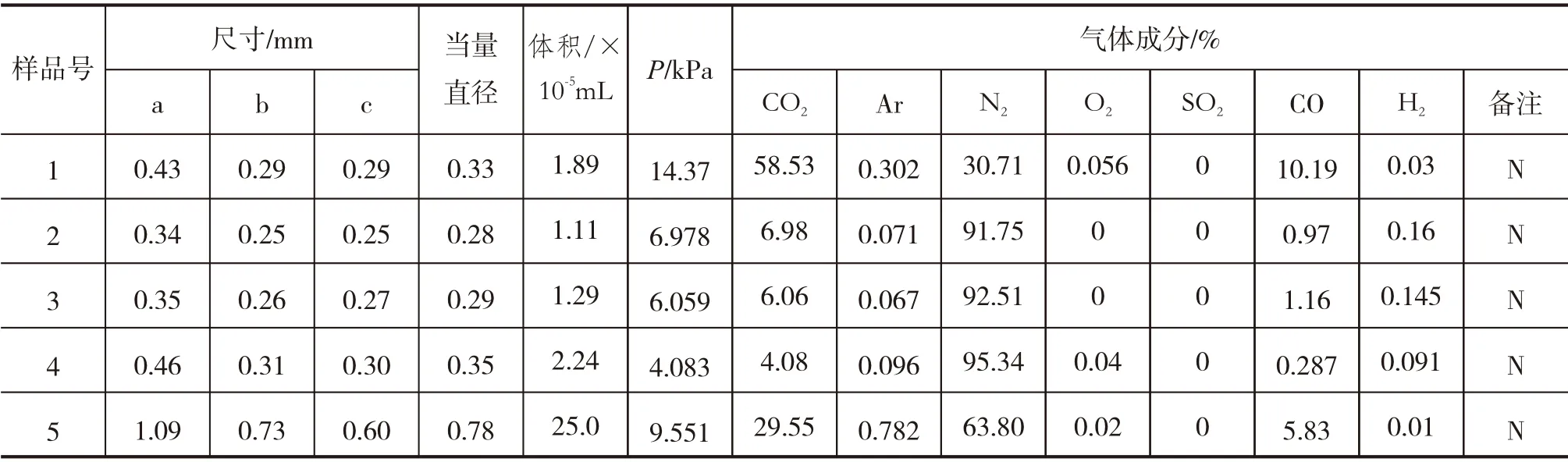
表2 气泡内主要气体成分检测结果
以上检测结果显示气泡内气体以CO2+ N2和N2为主。怀疑是澄清不良气泡。
1.3 气泡产生原因分析
结合化学澄清机理分析气泡产生原因:
(1)澄清初期,气泡中CO2的含量比较高,由于温度比较低时,熔体中CO2的过饱和程度比较大,直到约1250 ℃气泡中的CO2含量还明显增大,但超过1250 ℃后,气泡中的澄清气体增加很快,同时N2和CO2含量减少。
(2)从气泡排出机理当中我们得出,气泡上升到液体表面时会受到一定的阻碍,原因是液体的表面张力。若气泡的上升力>表面张力,气泡顺利排出。提高最高澄清区的温度可以降低玻璃液表面张力,研究表明,在相同温度还原性熔制条件下的表面张力可增大20%,从而使气泡排出困难。
(3)澄清过程中气泡排出N2具有重要意义。因为N2的溶解度很小,扩散流几乎小到可以忽略,只能通过气泡的上升将它排出。澄清状况良好时,残余的微小气泡中很少或几乎不含N2,只含有大量的CO2和 H2O ,温度降低时CO2的溶解度增大,因而在静置阶段这种残余气泡会消失。澄清不足时,可溶解的气体被吸收之后,N2的含量就很高了,玻璃中许多小气泡含N2从半数到很高百分数很明显是澄清不足所致。
1.4 缺陷治理方案
首先是原料方面的调整:由于是天然气窑炉,料堆区还原性相对较差,在配合料当中加入一定量的炭粉,增加配合料还原性,有助于料堆区芒硝(Na2S O4)的提前分解发挥作用。
其次是熔化方面的调整:各小炉风火配比,使其符合料堆区还原性,泡沫区中性,热点后区氧化性的特点。这样更有利于二氧化硫的排出和三氧化硫的吸收。料堆区各小炉残氧量控制在1%~2%;泡沫区各小炉残氧量控制在2%~4%;热点之后小炉残氧量控制在5%~8%。
最后是逐步关小并均衡各鼓泡器流量,使鼓泡器发挥正常作用,稳定玻璃液对流。提高热点温度和澄清温度,提高该区域玻璃液上表温度,降低玻璃液表面张力,有助于气泡的排出。
以上措施调整完毕之后,板面微气泡数量逐渐由80~100个/m2,下降到15个/m2以内。
2 案例2
某公司T线,熔化量为900 t/d的一窑两线天然气窑炉,主线生产3 mm以下厚度玻璃产品,用于汽车玻璃、制镜、太阳能背板用户。支线生产4 mm以上厚度产品,主要侧重于离线镀膜等高端用户。投产一个月时间里,主支线板面缺陷较多,有透明节瘤缺陷、固态结石缺陷、气泡缺陷,类型复杂,不好做分析判断。在排查原料问题之后将治理板面问题的重点就放在了熔化方面。调整鼓泡枪的深度和流量,调整各小炉风火配比和温度制度,前区温度由1430 ℃上调到1438 ℃,热点温度由1558 ℃调整到1567 ℃。目的是使料堆前移,不超过料堆最末端501#枪。料堆和泡界线前移使板面夹杂物缺陷明显减少,气泡缺陷没有变化,仍然是每小时100多个。一等品率在70%以下。
T线气泡缺陷取样特征见表3。
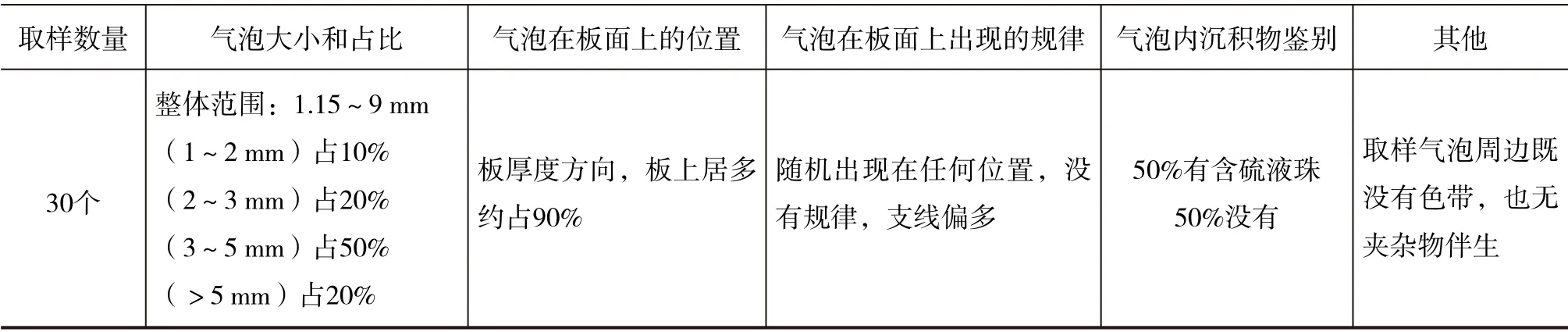
表3 T线气泡取样特征
通过对以上取样信息进行分析讨论,由于气泡接近玻璃上表面,且核心尺寸较大,怀疑流道闸板处有问题,随后对流量闸板进行倒换,板面气泡没有变化。
利用GIA522质谱仪进行气泡内气体成分检测,结果见表4。

表4 气泡内主要气体成分检测结果
以上检测结果显示气泡内气体以N2为主,同时含有Ar气,并且发现N2和Ar存在比例等同于空气当中的比例。鉴定结果为空气气泡。
2.1 气体成分分析
(1)气泡当中CO2含量很低,个别气泡含有较高的O2,说明它们在熔体内停留时间比较短,因此判断它们的来源应该位于熔窑下游的低温区域。大多数气泡内含有Ar和N2,它们共同存在的比率等同于周围环境空气,表明环境空气或窑炉气氛影响气泡。
(2)Ar被认为扩散很慢的气体,Ar在玻璃气泡中的存在是个重要的判定基准。它与N2同时存在,在一定程度上不得不怀疑有空气成分的介入。
(3)个别气泡显示出浮法玻璃气泡不寻常的气体组成,相对较高的氧含量怀疑是低温区域(冷却部)的电化学反应。将产生气泡的电极的温度降低原则上也可减少单位时间内形成的气泡数,这是因为提高了熔体的黏度从而减慢了熔体中的物质传递。
2.2 缺陷治理方案
经技术小组讨论之后,将冷却部锁定为重点观察区域。通过在观察孔长时间地观察发现,冷却部玻璃液上表面有不间断冒泡现象,这一发现和气泡鉴定结果相吻合。最后决定逐步拆除冷却部池底保温材料,历时四天拆除完毕。拆除之后主线冷却部池底温度下降26 ℃,支线冷却部池底温度下降30 ℃。
板面质量变化:板面气泡个数由原来的每小时40~50个,下降到每小时10个左右。主支线板面质量均提高20个百分点,主支线质量均达到优等品标准,满足制镜、镀膜客户使用要求。
3 结语
由于氧化性配合料有增加微气泡的倾向,故生产中尽量采用还原性配合料。单纯增加炭粉含率不能保证热点处熔制的还原气氛,需要火焰空间气氛的配合。通过研究各类气体在玻璃液中的物理化学特性,有助于分析判断气泡的成因和来源。准确分析气泡成因是正确处理气泡缺陷的必要前提,借助先进的检测设备是判断气泡成因的一种有效手段。
猜你喜欢
作文小学中年级(2021年12期)2022-01-21
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
消防界(2019年9期)2019-09-10
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
建材与装饰(2018年44期)2018-11-21
江苏建材(2018年2期)2018-05-21
财经国家周刊(2017年13期)2017-07-12
佛山陶瓷(2017年1期)2017-02-23
西南交通大学学报(2016年6期)2016-05-04
