RFID车型识别技术的应用研究
2023-02-08 02:05施国栋韦军孙国林毛柏吉姜淮李长松
汽车工艺与材料 2023年1期
施国栋 韦军 孙国林 毛柏吉 姜淮 李长松
(中国第一汽车股份有限公司工程与生产物流部,长春 130000)
1 前言
随着国民经济的发展,汽车已经成为人们生活中的必需品。2021 年中国汽车产销量均超过2 600 万辆。如何在保证产量增长的前提下节约生产成本是各大汽车厂商面临的首要难题。无线射频技术(RFID)为解决该问题提供了新的思路,本文将结合实际项目与大众VASS05 标准对RFID 技术的应用进行深入研究。
2 RFID技术
2.1 RFID技术概述
RFID 又被称作电子标签或无线射频识别,是一种前沿的通信技术,它可以通过无线电信号识别特定目标并读写相关数据,且识别系统与特定目标之间无须建立机械或光学接触。它能够实现瞬间的读写、非可视状态的识别、移动目标识别、多目标识别、定位以及长期的跟踪管理工作,且恶劣环境对识别工作影响很小,读取信息过程安全可靠,因此RFID 技术在自动化生产线中有着广泛的应用前景。
RFID 技术还是一种非接触式自动识别技术,它能够通过无线射频信号自动识别目标对象并获取有用的数据,识别工作能够适应包括焊装车间等各种恶劣环境。RFID 无线系统组成比较简单,由一个询问器和若干应答器组成。
随着技术的不断发展,应答器已经发展为智能标签的形式。RFID 的询问器能够通过天线与智能标签进行无线通信,并且能够对标签识别码和内存数据进行读出和写入等操作,典型的询问器包括高频模块、控制单元以及阅读器天线。
2.2 国内外研究现状
RFID 产品种类比较多,目前已经形成了从低频到高频和从低端到高端的一系列产品,且行业上的应用规模也在不断地扩大,形成了相对成熟稳定的产业链。
RFID 技术在国外发展迅速,并且种类十分丰富,例如著名厂家Philips 垄断了短距离HF 频段的RFID 技术,包括读写器与标签;而长距离HF 频段的RFID 技术则被少数其他外国企业垄断;IBM 和微软公司也在计划研发与发展RFID 技术。在中国,RFID 技术的研究已经有20 多年的历史,经济部技术处早在1992 年就开始研究高频段的RFID技术,读写器与IC 芯片等重要技术也正处在开发阶段。国内对于RFID 技术的需求十分广泛,大连港集装箱管理、全国铁路车号识别系统以及第2 代居民身份证都是RFID 技术应用的鲜明例子。
2.3 RFID系统的组成
RFID 系统组成主要包括电子标签、阅读器、天线以及应用软件[1]。从图1 可以看出阅读器与电子标签模块中都包括数据的输入和输出过程,并且这个过程还涉及到能量和时钟。
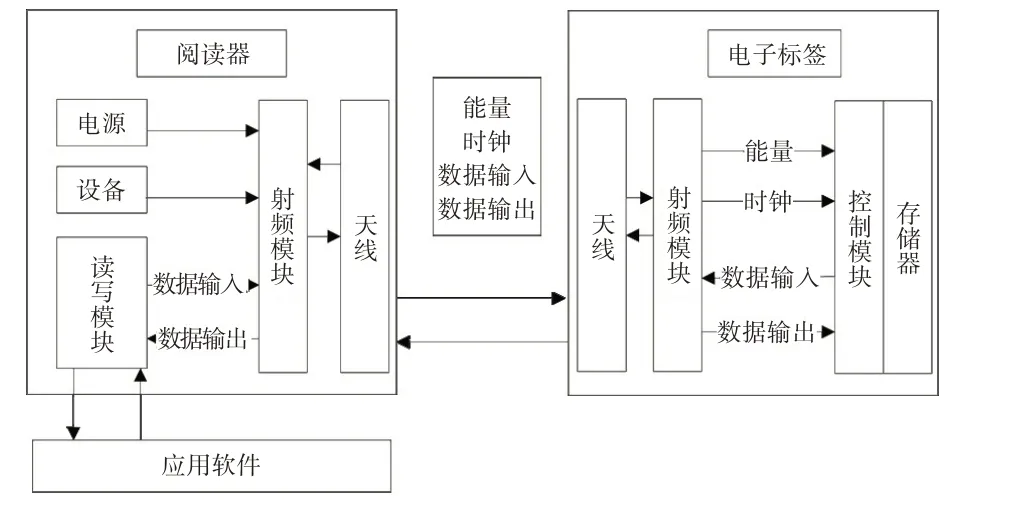
图1 RFID系统结构
2.4 RFID技术的基本原理
RFID 技术的工作原理主要基于电磁耦合[2],标签进入到磁场后,接收阅读器通过天线发出的射频信号,经过电磁耦合后产生感应电流,凭借感应电流产生的能量将存储在芯片中的产品信息或某一频率的信号主动发送给阅读器。阅读器读取信息并解码,接着将解码后的信息发送给有需要的应用软件进行数据处理。
RFID 的一般工作流程如图2 所示,阅读器和标签之间一般采用半双工通信方式进行信息交互,这样阅读器能够通过耦合给无源标签提供能量以及时序等相关内容。在实际工业生产中,可以通过Ethernet 网络来实现对零件信息的识别、处理以及远程传送。
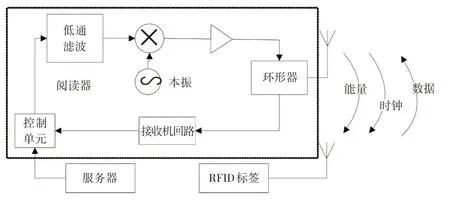
图2 RFID的一般工作流程
标签是RFID 系统最常见的形式,有主动式标签、被动式标签以及半主动式电子标签。目前市场上大多数由耦合原件和微芯片组成无源应用单元。
同时工作频率的不同也会影响RFID产品的性能,目前RFID产品的工作频率有低频(125~134 kHz)、高频(13.56 MHz)和超高频(860~960 MHz)[3]等。
3 RFID技术在焊装生产线中的应用
3.1 设计方案
西科(SICK)是全球领先的传感器制造商和解决方案供应商,下面主要介绍SICK 品牌RFU630x智能识别系统在自动焊装线中的应用。
RFU63x 阅读器是一种自动化智能传感器,用在移动或者静止物体上,可稳定地识别信息和从/往无线电数据载体传输数据。RFU63x 作为一种设有集成天线的小型读写装置,能够在860~960 MHz处理所有与ISO/IEC-18000-6C 兼容的常规应答器,可作独立解决方案使用,也可作网络中分组的一部分使用。RFU630x 把读取结果送给上一级计算机以通过其主机接口继续处理。
RFU63x 的阅读器和标签体积小巧便于安装,实际项目中为每个阅读器制作1 个支架,根据标签在零件上的位置来确定阅读器的方向和角度,如图3、图4 所示。

图3 RFU63x阅读器

图4 RFU63x使用的被动式标签
作为超高频系统,RFU63x 可以实现远距离读写,基本实现数据的瞬间传输,而且可以很好的适应生产环境中金属材质较多的情况。
RFID 车型传递方案如下。
在整个项目中,中通道区域为区分车型的第1 个区域,在中通道的第1 个区域的第1 个Buffer——111010SB1 上安装RFID 阅读器,生产线中的车型信息由上位机下发并在Labelcentre 中将标签信息写入。之后的每个工作夹具台上都安装阅读器,在零件落入工位后读取车型并进行焊接,具体工艺方案见图5。
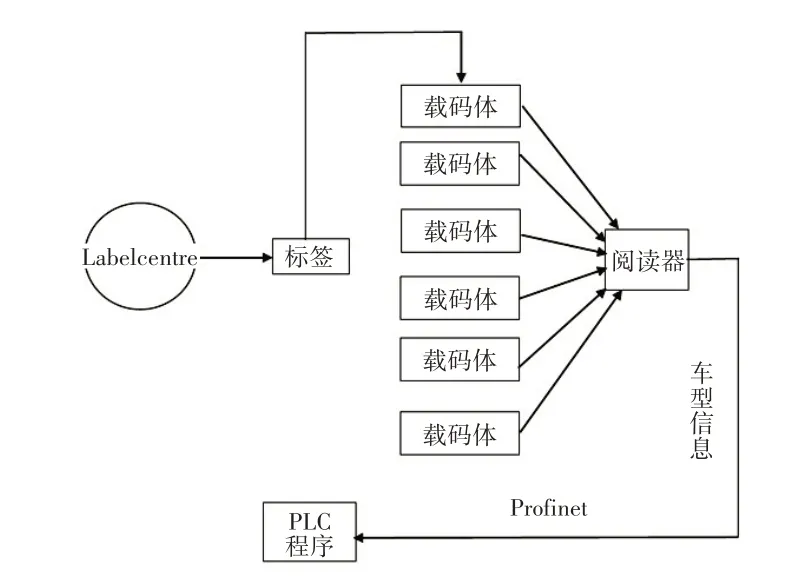
图5 有关车型传递的工艺方案
由于项目中使用的是被动式标签,标签中的车型信息内容需要在起始工位的Labelcentre 中写入,写有车型信息的标签被固定在中通道的零件上,这样随着零件的流动,每个工位的阅读器都会读出相应工位上零件的车型,阅读器把读到的车型通过Profinet 网络传递给可编程逻辑控制器(Programmable Logic Controller,PLC)。
3.2 电气硬件安装
首先,将RFU63x 按照安装说明接通电源和网络,安装原理如图6 所示。
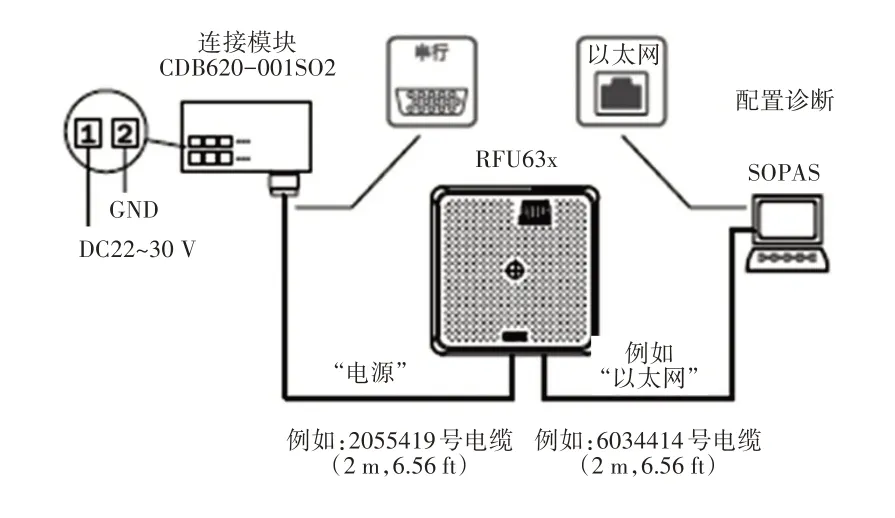
图6 RFID的安装原理
一定要注意连结电缆的型号,实际项目中使用的是SICK 预制的电缆进行电路连接,具体的供电原理图如图7 所示。将1020 工位转毂上的阀岛24 V 控制电压与阅读器的控制电源串联起来,接下来进行阅读器的联网工作;由于VASS05 标准中采用了标准的Profinet 形式,将RFID 串联到该以太网中,具体网络拓扑如图8 所示。
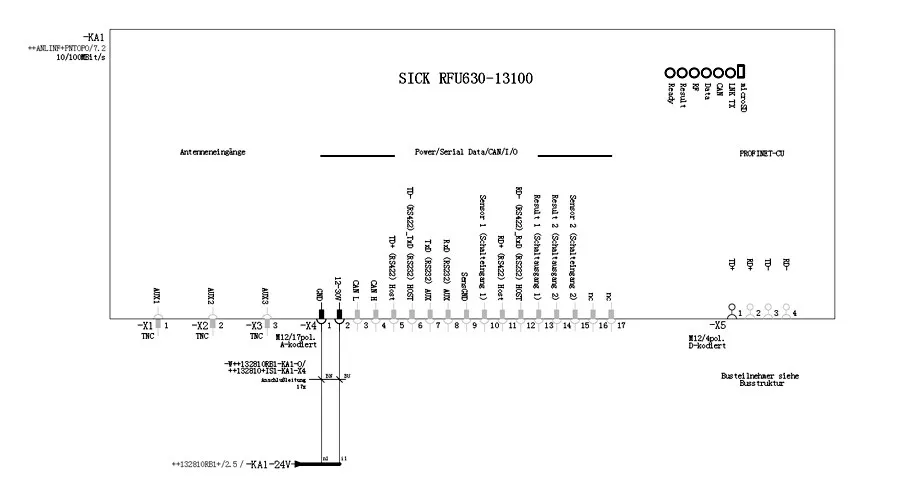
图7 RFID的供电原理
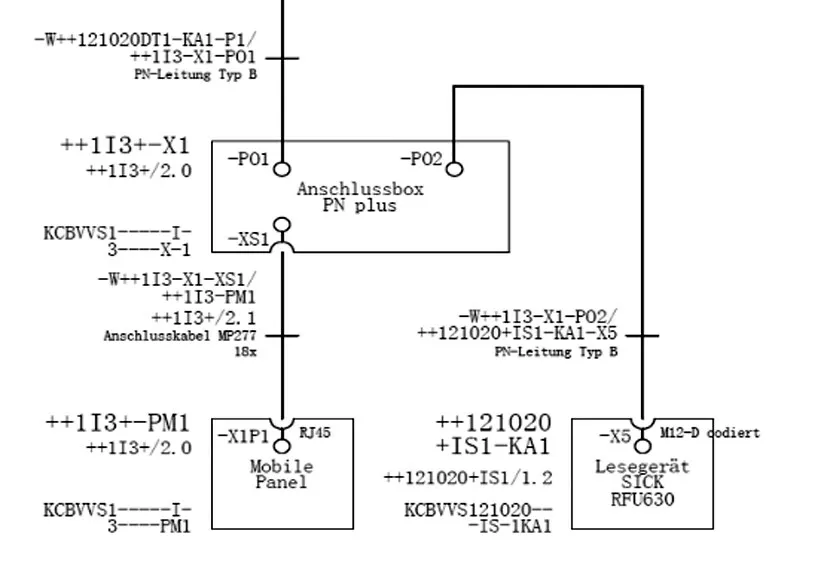
图8 RFID的网络连接原理
项目中将RFID 阅读器的网络通过PN-PLUS BOX 与整个以太网络连接。除此之外,该项目中的汽车零件均属于金属材料,在安装时应该注意阅读器的读写面在读写数据时与零件表面成一定角度,如图9 所示。
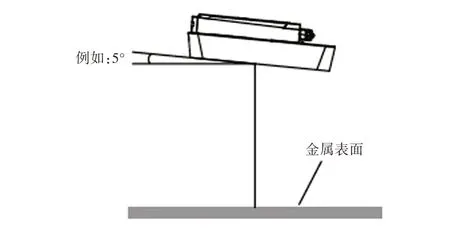
图9 RFID阅读器与零件表面位置关系示意
RFID 阅读器采用产生一定角度的安装方式可以排除正面存在的任何大金属表面,以防止读写时出现故障。同时按照标准阅读器的中心与标签的直线距离应该设置在0.2~1 m。
3.3 参数设置
RFU63x 的参数通过SOPAS ET 配置软件进行参数调节,利用快速启动选项,软件会自动生成1个读数脉冲,并在窗口中检测到应答器,如图10 所示。
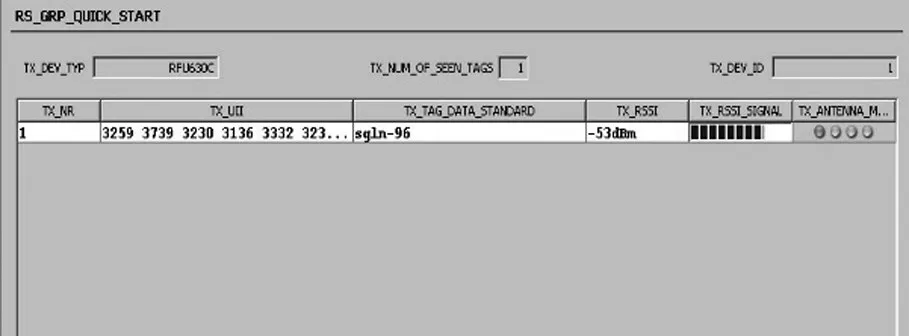
图10 快速启动窗口显示检测到1个应答器
与此同时RFU63x 天线罩中心的过程反馈会默认发出蓝光,显示已产生可用的UHF 场并且已检测到一个或多个应答器。这说明使用的标签是可行的,为保证在生产过程中能够稳定接收车型信息需要按照VASS05 标准中提供的数据信息对其中一些关键参数进行设置,如图11 所示。
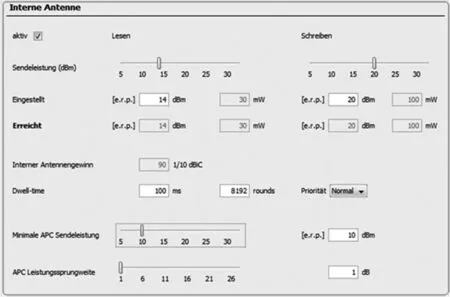
图11 内置天线发射功率参数设置
对RFID 的内置天线进行了如图11 所示的参数设置,读取数据时的发射功率按照VASS05 标准中将其设置为14 dBm;写数据时的发射功率,由于项目中并没有该功能所以其参数值可以不设;最小的返回功率设置为10 dBm;信号传输过程中的抗干扰量设置为1 dB(A)。
如图12 所示,首先对RFID 控制方式的一些参数按照VASS05 标准进行设置。接着设置车型数据,其输出的具体格式如图13 所示,最后对RFID的网络名称和IP 地址等参数进行设置,如图14 所示。
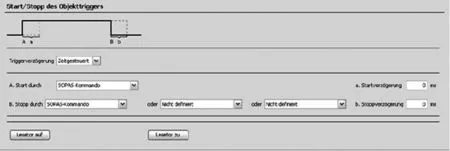
图12 控制命令参数设置
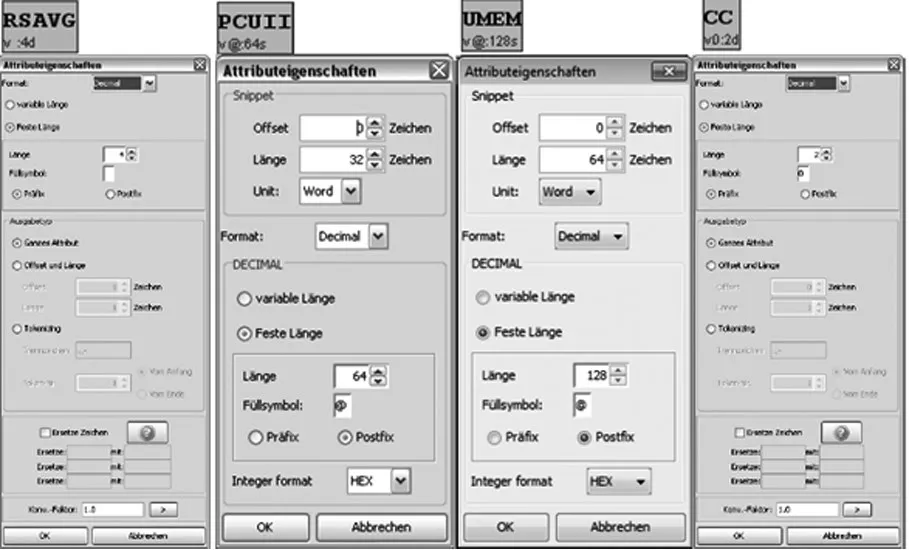
图13 车型数据输出格式设置
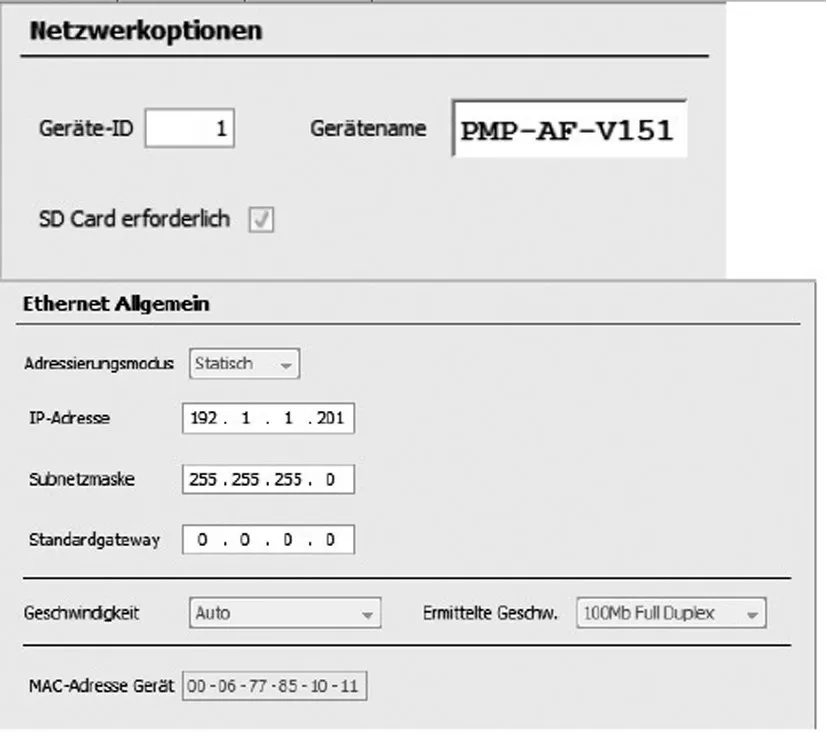
图14 RFID的网络设置
其中网络名称和IP 地址按照项目中的实际地址进行分配,经过上述步骤便完成对RFID 硬件安装的设置,确认无误后将这些参数保存下载,这台RFID 就具备了项目所需的硬件参数。
3.4 电气程序控制
首先对RFU63x 进行硬件组态,并在项目中增加一站,如图15、图16 所示。
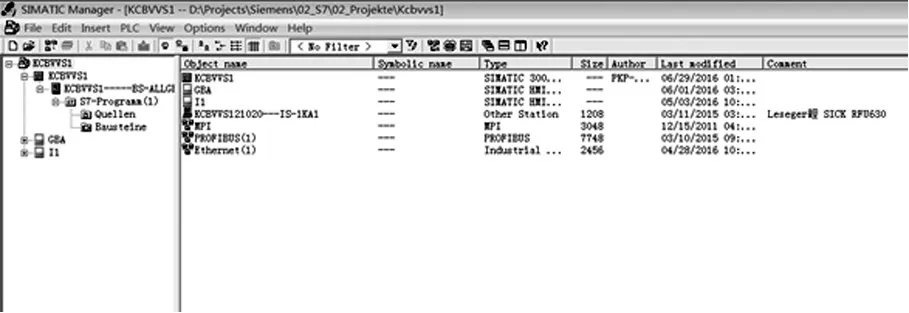
图15 RFID在项目中的设置
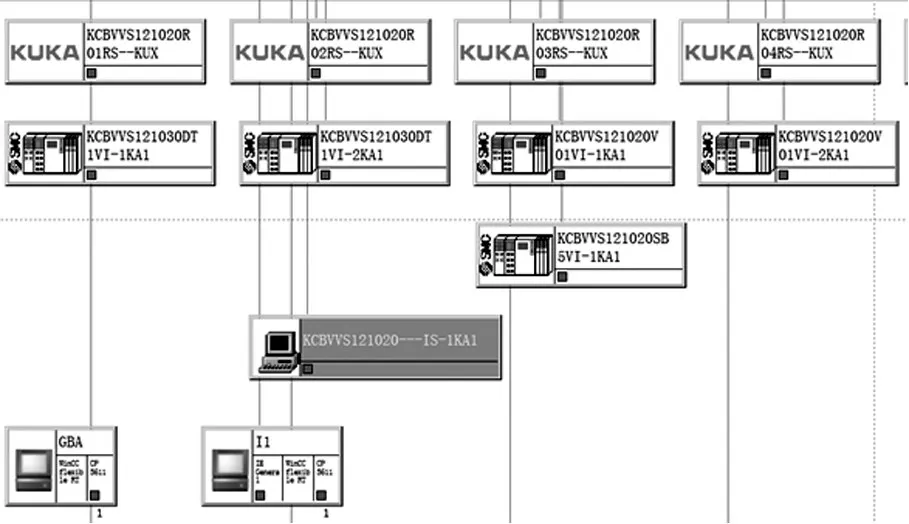
图16 RFID在网络拓扑中的设置
接着编写控制程序,RFID 的读写过程主要由FB520 进行控制,具体程序如图17 所示。
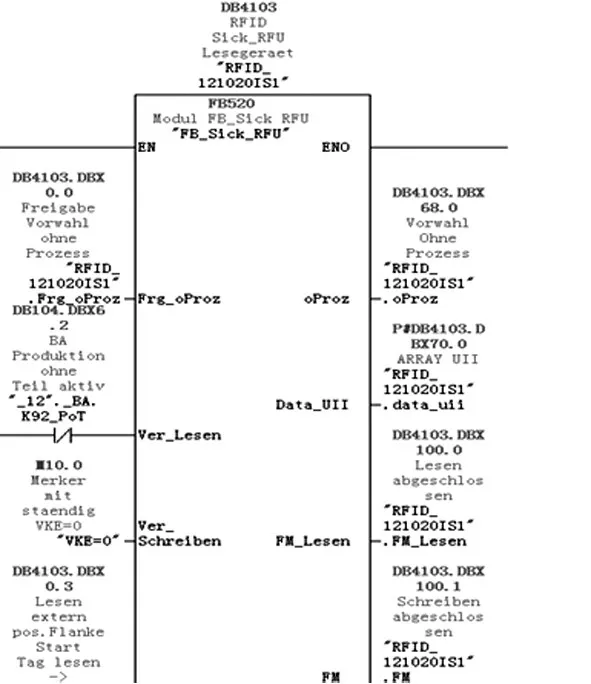
图17 RFID的读取程序块
其中Ver_Lesen 信号表示阅读器读取的条件,在本项目中只要区域不处在空循环模式就满足读取的机械条件。Lesen 信号表示从标签中读取信号需要满足的条件,项目中的读取条件按图18 设计。
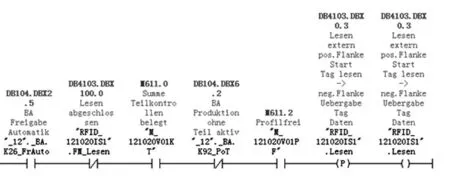
图18 RFID的读取条件
为了排除工位中其它机械因素对读取过程的干扰,在标准程序的基础上添加M611.2,该信号表示所有机器人与当前工位均处在无干涉状态,以此来排除机器人在放件过程中遮挡天线的可能。同时对读取条件信号DB4103.DBX0.3 进行上升沿处理,为防止在放件过程中因机械原因产生信号抖动造成读取不成功。Laenge 表示读取车型信息的字符长度为32 个字节,4 个字的长度包括区分车型的4 种关键因素,如图19 所示。
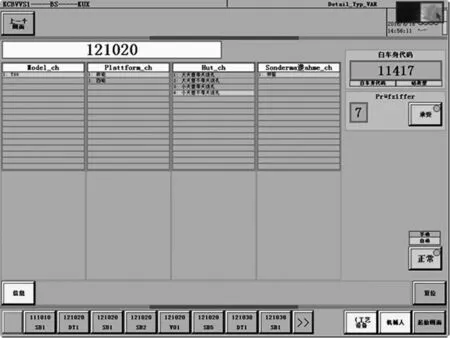
图19 RFID读取的车型信息在WICC画面中的显示
4 个字节中第1 个字节代表项目编号、第2 个字节代表两驱或者四驱车型、第3 个字节代表车型细节信息、第4 个字节作为预留信息使用,以此来区分不同的车辆,采取不同的方式进行焊接。DB4103.DBX100.0 "RFID_121020IS1".FM_Lesen 为读取完成信号标志位,发出该信号时表示读取过程已经结束,本次循环过程阅读器不再读取数据。车型数据的传递主要由FB529 进行控制,如图20 所示。
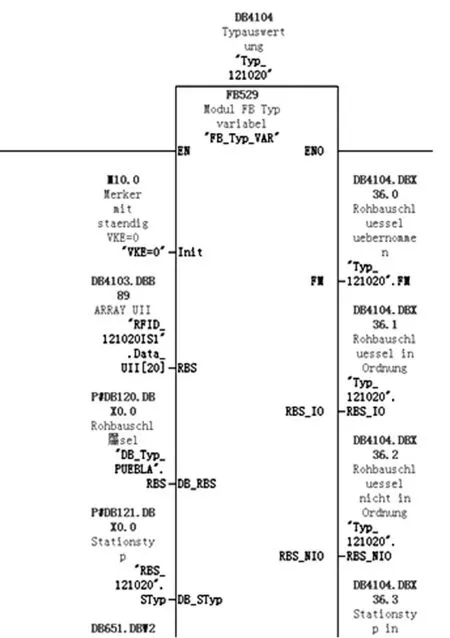
图20 RFID读取的车型信息在程序中的传递过程
控制块中Auto 信号是工位处在自动模式下读取车型信息的条件,从程序中可以看出当读取完成后车型信息存储在DB4104.DBW42 中,读取这一信息后才会给机器人发出相应的程序号来执行不同的焊接工艺完成焊接过程。焊接完成后,取件机器人将零件取走,夹具回到原位后触发“M_121020V01FMReset”信号来清除本次循环读取到的车型。
以上过程为在自动模式下RFID 的工作过程,当在一些特殊情况下RFID 也可以手动进行读取,首先Ver_Lesen 条件必须满足,然后打开控制画面如图21 所示。
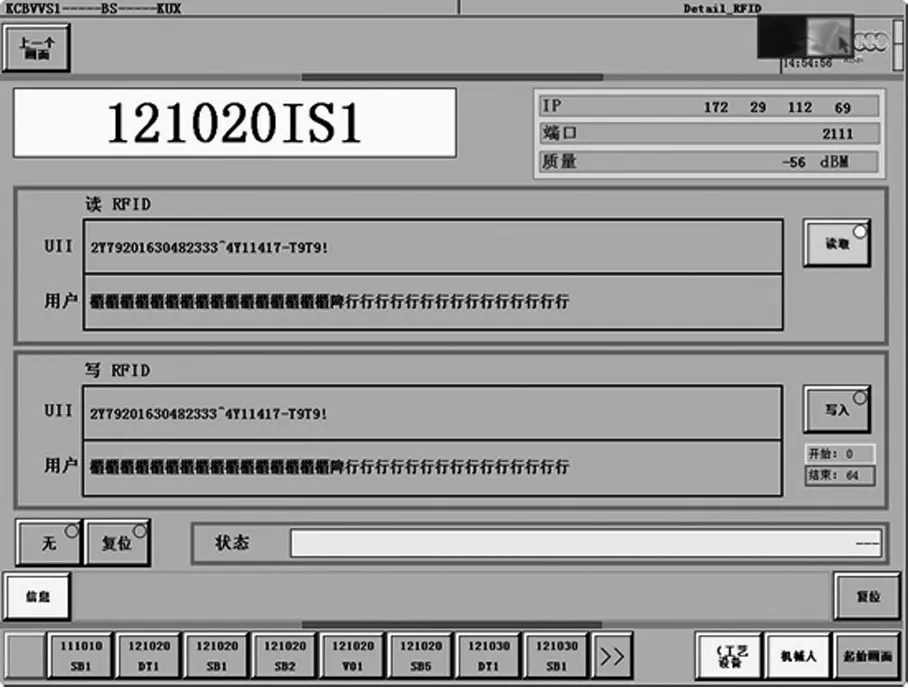
图21 RFID手动读取车型信息画面
当满足读取条件时读取按钮上的黄点会亮起来,点击读取按钮,就会得到标签中存储的车型信息;车型信息获得后,对采集的数据进行如图22 所示的处理过程。
根据图22,首先将读取的数据转化为十进制的字数据,接着对这个十进制数进行判断,如果是100 则为两驱车,200 则为四驱车。
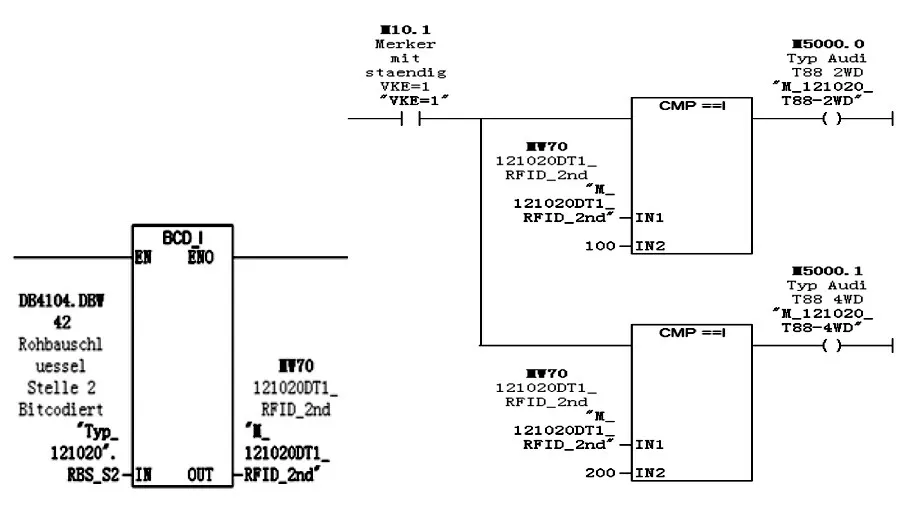
图22 车型信息的处理过程
3.5 应用效果
面对日趋激烈的市场竞争,世界各大汽车厂商都在节约成本,其中生产线的混流生产是十分重要的一项措施,要实现混流生产就必然涉及到工位之间车型信息的传递过程,作为一项全新的身份识别技术,RFID 技术有着举足轻重的地位。RFU63x 的阅读器和标签体积都很小,使用起来快捷方便,标签只要在第1 个工位固定于吸附在车身上的磁铁块,就可以通过后面每个工位安装的阅读器来读取当前工位的车型,本次项目主要参照大众VASS05 标准对RFU63x 的硬件参数进行设置,使用标准功能块编写电气控制软件程序,实现地板线区域的车型识别功能和2 种车型的混流生产,提高生产效率并节约大量成本。
4 结束语
RFID 是一项蓬勃发展的新型技术,射频识别技术在未来的发展模式中,将结合一些其他相关的高新技术(如生物识别等技术),由单一的识别向多功能的识别方向发展;结合现代通信及计算机技术,将会实现跨地区和跨行业应用,相信RFID技术拥有着巨大的发展的潜力。
从项目中可以看出德国大众公司已经将RFID技术成熟地运用到汽车生产中,这将对其汽车生产线的降本增效起到促进作用,可以极大地提高大众集团在世界范围内的竞争力。反观中国的一些汽车生产商在这方面还十分落后,车型单一,信息传递的手段也十分落后,不仅增加成本还降低了生产效率。目前中国的射频识别技术和应用都还处于比较初级的发展阶段,存在现存技术水平不高,标准规范不完整等问题,但中国射频识别技术拥有广阔的发展前景以及巨大的市场发展的潜力[4]。
猜你喜欢
电子设计工程(2022年15期)2022-08-17
汽车工艺师(2021年7期)2021-07-30
英语世界(2020年10期)2020-11-06
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
英语世界(2020年2期)2020-03-08
车迷(2018年11期)2018-08-30
海峡姐妹(2018年3期)2018-05-09
杭州(2015年9期)2015-12-21
Coco薇(2015年11期)2015-11-09