基于特征匹配的CAPP系统工艺派生方法设计与应用
2023-02-08 02:05左畤廷赵紫薇赖小昆黄长春魏兴岑林
汽车工艺与材料 2023年1期
左畤廷 赵紫薇 赖小昆 黄长春 魏兴 岑林
(1.重庆南方制冷工程有限公司,重庆 400000;2.三峡大学马克思主义学院,宜昌 443000)
1 前言
对大批量生产的零件,将所有工艺文件合理分类并高速调取,对典型的工艺快速识别,是节省加工时间、提高生产效率的保证,为实现该目标,需要针对零件做特征分类,根据零件特征方可在数据库中进行相似度匹配得到相似工程文件,本文针对气门零件,使用MATLAB 完成气门零件特征分类、相似度计算、分类储存、快速匹配。
2 气门特征的分类
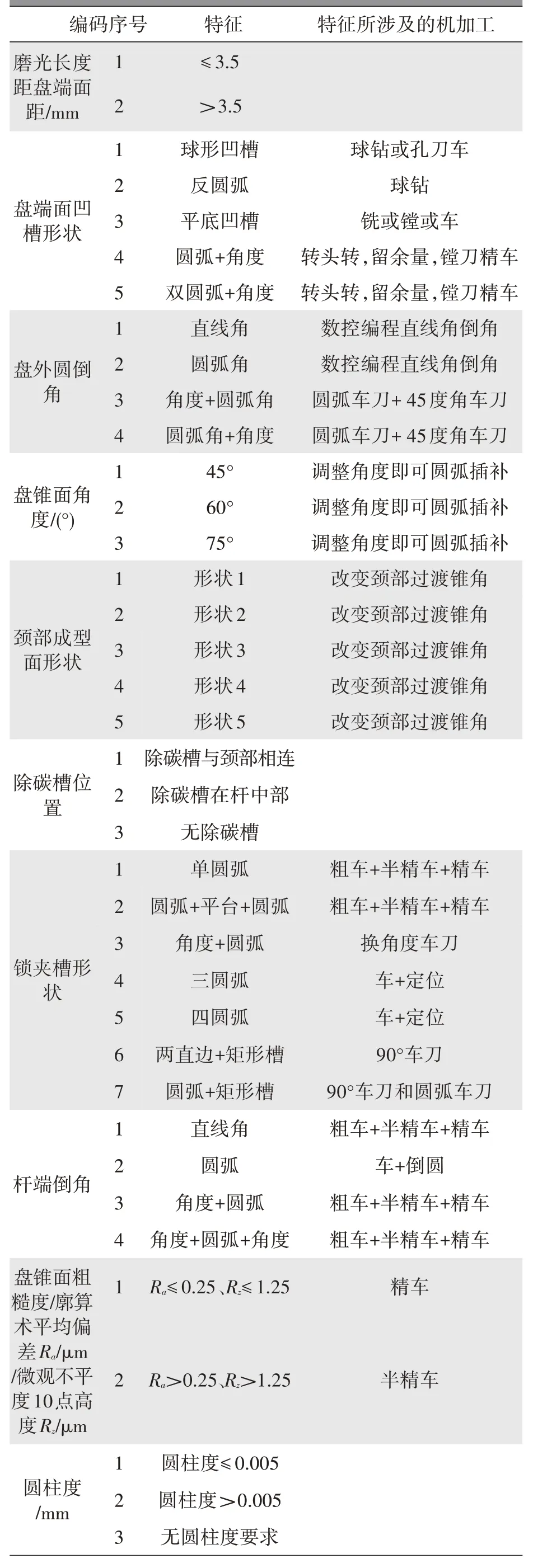
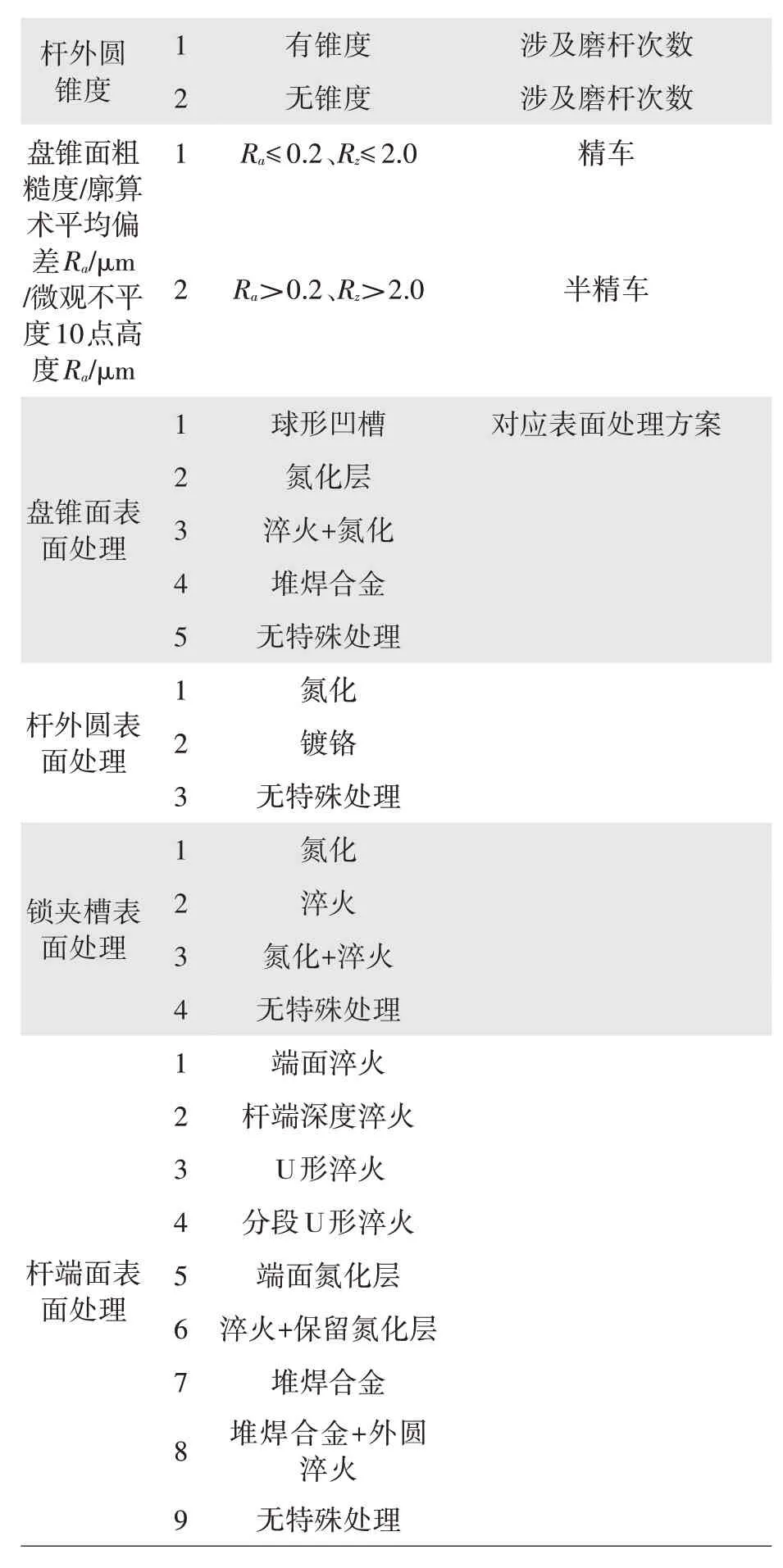
气门按结构来分可以分为整体和局部2 个部分,也可细分为盘端面、盘外圆、盘锥面、颈部、杆部,每个局部都涉及加工的精度、尺寸、形状以及表面处理[1],分别分析气门局部的精度特征、尺寸特征和形状特征就能具体描述出气门的形状,再通过表面处理特征描述气门局部硬度就能完全的描述气门整体的状态,所以将气门按结构分类,如表1 所示。
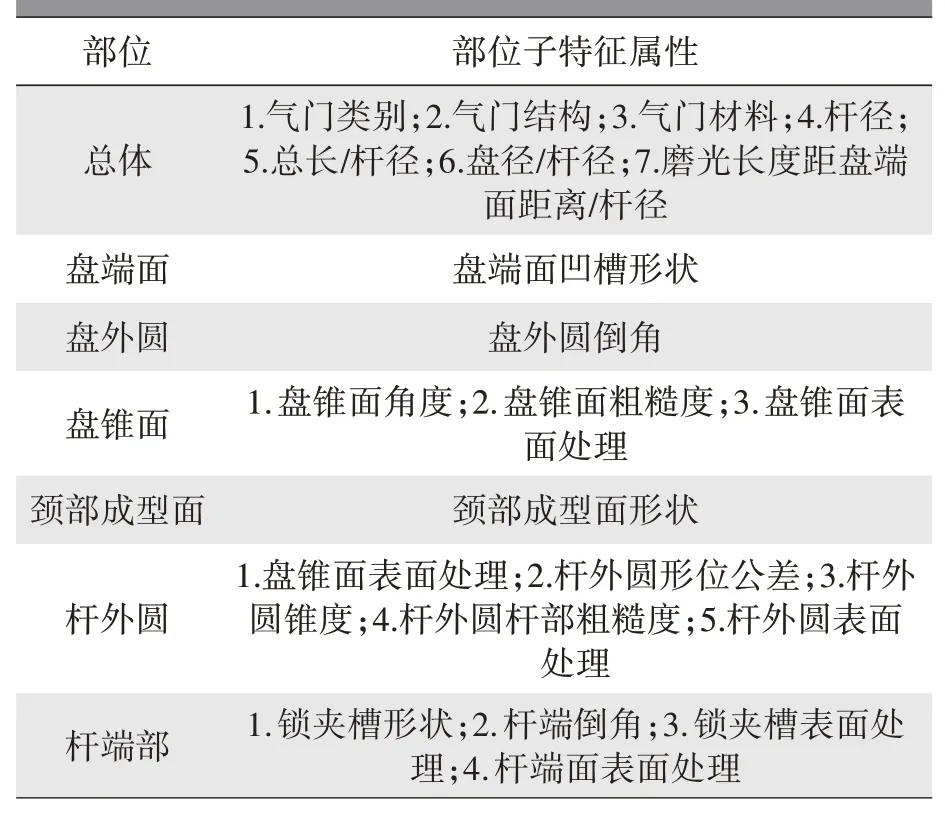
表1 气门部位特征分类
2.1 气门零件各个特征与机加工的关系
进行零件特征匹配,能够清楚的知道新零件与存库零件的特征区别,但还不能明确的知道其涉及的具体机加工的区别,为了能够更加方便的得到新零件的加工工艺,需要继续分析零件特征的机加工方法。
气门类别是进气门还是排气门与气门是实心或空心对气门后续加工方法的影响是很大,但所要求的机加工方式和方法并不复杂,具体机加工如表2 所示。气门工作的强度和环境决定了气门所需要使用的材料,其对应的机加工处理方式可以分为整体类、对焊类、杆端焊片类3 类。杆径的大小决定了加工的精细程度,杆径越大,气门杆加工时越稳定,而杆越细需要的加工的精度会越高,对细长的杆加工会导致定位基准的变换。盘外圆倒角的加工涉及角度的变化,编制合理的数控程序即可,但出现圆弧角时需要更换成圆弧车刀。盘锥面角度的问题可以通过调整角度加上圆弧补偿完成。
颈部成型面形状涉及的机加工、形状如图1 所示。
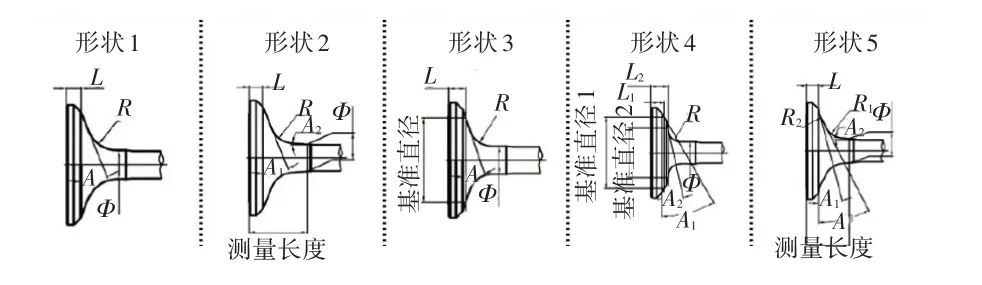
图1 颈部成型面
颈部成型面的形状一共有5 种,每一种所对应的颈部过渡锥角都不同,不同的锥角所对应的盘厚也不同,要形成不同形状的颈部成型面只要改变成对应的颈部过渡锥角即可。
锁夹槽是控制气门运动的关键部分,对应的特征主要是圆弧和槽的数目,对于圆弧的机加工方式主要是进行车加工,要求的圆弧光滑度越高加工精度就越高,此处主要涉及的是精车和粗车,槽加工主要使用90°的车刀进行车加工,多圆弧和多槽的机加工方法只需要加上车刀的定位即可。
其它部位的加工类似,总结为表2 所示(表面处理涉及的方法不做论述,对应表面处理使用对应方法)。
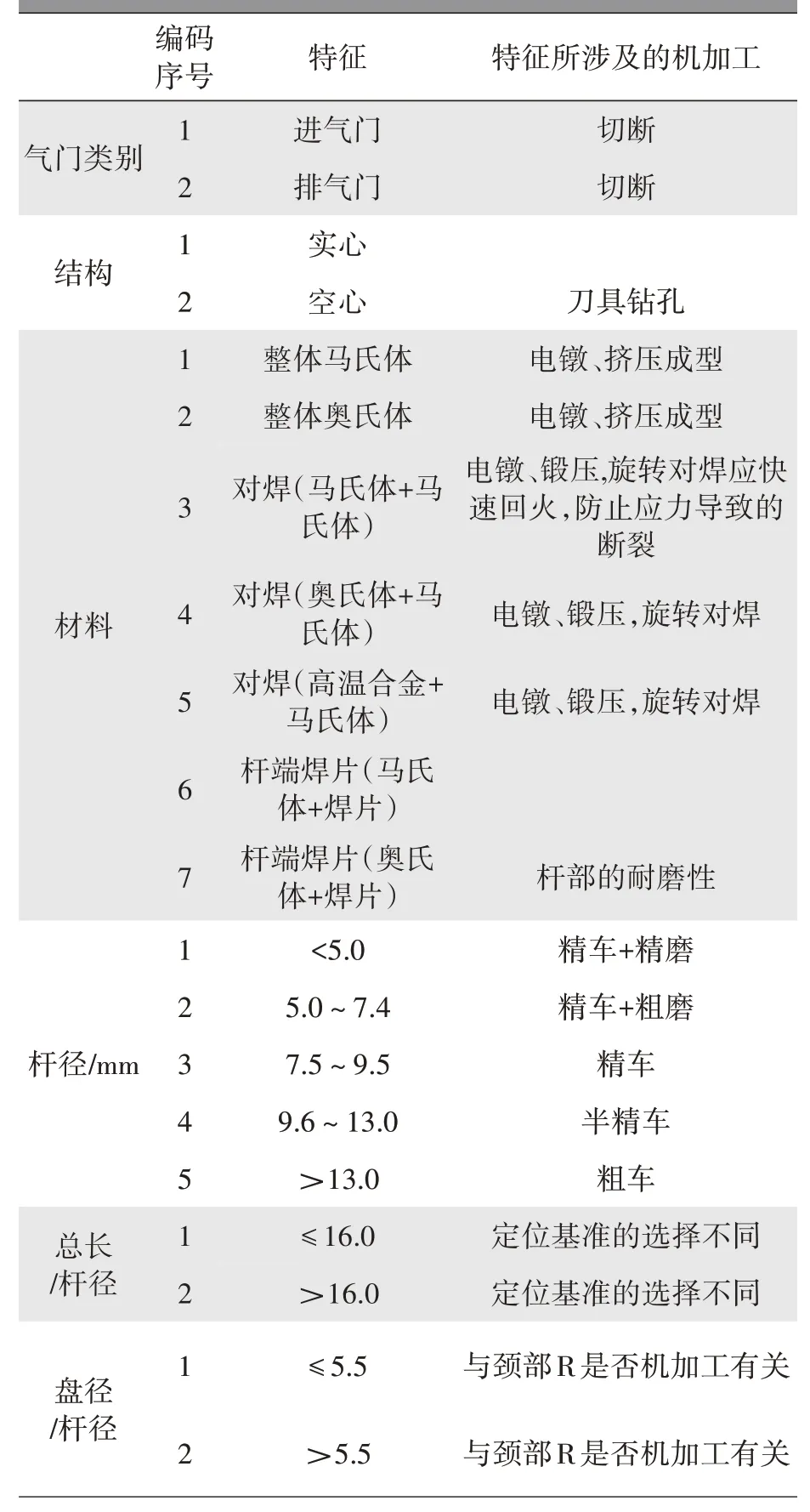
表2 气门零件特征及机加工
续表
2.2 气门零件的特征编码
为方便计算机识别特征信息,现将所有零件特征和对应机加工方法按局部特征的顺序依次排列,并以此顺序作为计算机识别码,如表2 所示。
特征顺寻识别码如表2 所示,若给出一个气门零件特征信息即可得到对应的特征识别码,以供计算机识别气门零件信息。例如给出气门零件特征为:进气门、实心、整体奥氏体、7.5~9.5 mm、>16 mm、≤5.5 mm、≤3.5 mm、圆弧+角度、直线角、75°、形状2、除碳槽在杆中部、三圆弧、角度+圆弧+角度、Ra≤0.25 μm、Rz≤1.255 μm、圆柱度>0.005 mm、有锥度、Ra>0.25 μm、Rz>25 μm、无特殊处理、无特殊处理、氮化+淬火、无特殊处理。对应的零件编码就应为:1112211413224412125339。
3 气门零件族划分和新零件相似度匹配方法
要完成气门分组程序,需要有气门零件分组的知识,然后将知识代码化。
3.1 气门零件族划分
3.1.1 成组技术方法概论
零件分类的主要方法有3 种:编码分类法、生产流程分析法、视检法[2]。
生产流程分析法,在研究生产过程特别是从原材料到产品的物料过程有独特的优势,但在研究对象品种多、工艺结构复杂时,分析法也会变的极其复杂。气门对于其他零部件而言,有着结构相似的特点,正好可以使用此种分析方法,下面运用的是生产流程分析法中的聚类分析法对气门零件零件族分类。
生产流程分析法的主要实施步骤如下。
a.数据采集;
b.工艺过程编码;
c.建立原始零件——机床数据矩阵表;
d.生产流程分析。
具体问题具体分析,c 步骤中建立原始零件-机床数据矩阵表在对应的聚类分析法中可以使用2 个零件之间的相似度系数(类相似系数)来代替。
3.1.2 聚类分析法分组
相似系数的取值:相似系数是描述2 个样品之间相似度的统计量。2 个气门之间的相似度的值就是相似度系数。相似系数计算方法下一节会详细描述,此间不再赘述。
类相似系数的取值:若现已分好2 个类分别有nw及ne个零件,此时要将2 类零件聚类成为一个新族r,新的族r与其他族q之间的类相似系数Srq的计算见公式(1)。

式中,Swq、Seq分别是原来类w与类q的类相似系数。
此方法的程序框图如图2 所示。
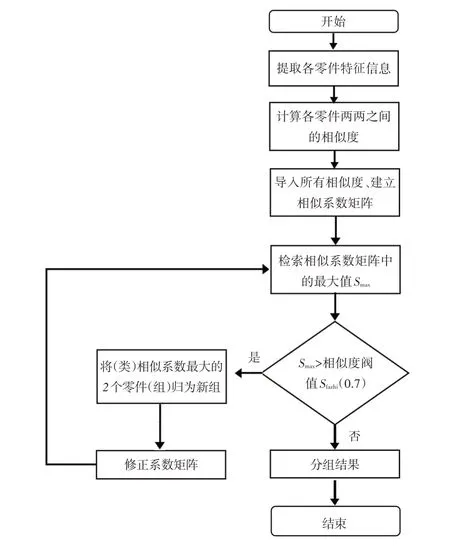
图2 聚类算法程序流程
气门零件聚类分析步骤如下。
a.假设对n个零件进行聚类分析,他们两两之间的相似度用Sij进行表示。建立相似度矩阵,如表3 所示。
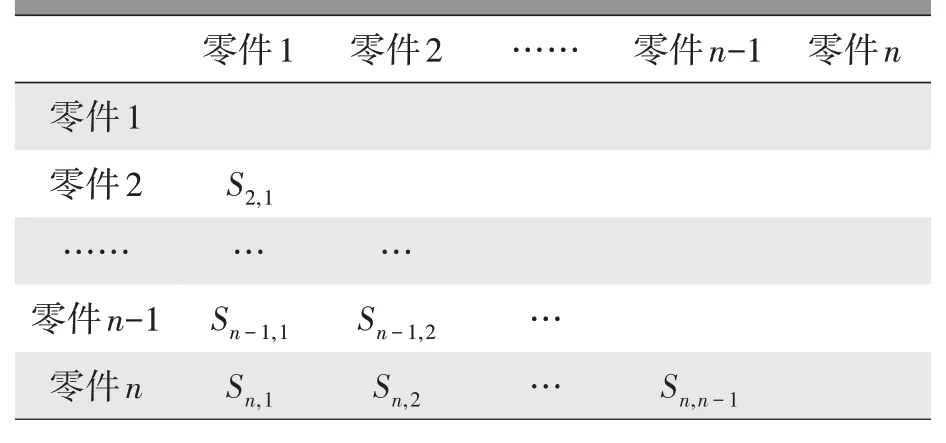
表3 相似度矩阵
b.找到相似度最高的S值,如果S>0.7(相似度阈值),将S对应的2 个零件归为新的一组n+1 组,计算新组和其他零件的类相似系数,形成新的相似系数矩阵。
假设相似度最大值为Sn-1,2,则将零件n-1 与零件2 归为n+1 组。
新的n+1 组与其他零件q之间的类相似系数的计算见公式(2)。

由于编程问题,对零件聚类方法做了一些改变,如若觉得繁复可以参考原方法《成组技术》,如图3 所示[3]。
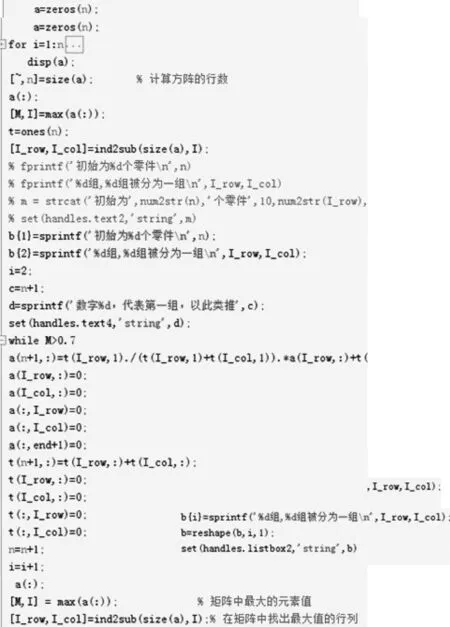
图3 聚类分组算法实现[3]
建立迭代后的新类相似度矩阵,如表4 所示。
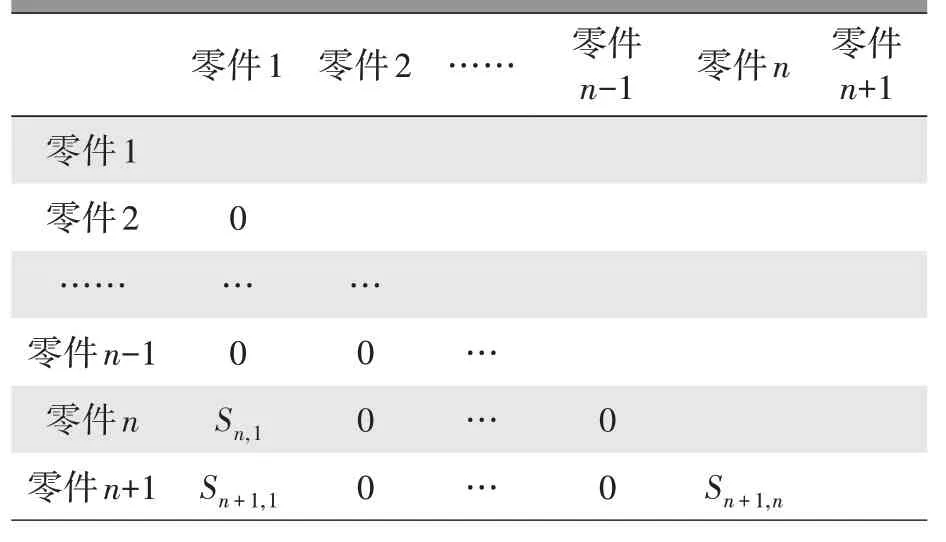
表4 类相似度矩阵
c.重复步骤b,直至S(相似度阈值)<0.7 为止,期间所产生的分组即为聚类分组结果。
3.1.3 聚类分析算法实现
根据表2 列出所有零件的特征编码信息,每个零件的特征编码信息用数组的形式储存,将零件1与零件2(数组1 与数组2)中每个特征编码信息代入公式3、公式4 得到其相似度S2,1,以此类推得到零件两两之间的相似度,按顺序填入表3 之中建立相似系数矩阵,检索出相似矩阵中的最大值Smax并判断最大值是否大于阀值S(0.7)。是则将对应两个零件分为一组并代入公式2 修正系数矩阵,重新检索相似矩阵中的最大值Smax重复循环,直至Smax小于阀值S(0.7)结束循环,并反馈出所有分类的结果。
4 新零件基于特征的相似度匹配
要实现零件进行特征匹配后不仅返回出数据库中最相似的零件而且将相对应机加工方法也反映出来,首先要实现的是基于零件特征的相似度匹配工作。
气门零件拥有着结构简单、工艺较少、品种多样的特点,根据气门零件的特征能够较为容易地写出气门的工艺流程,所以相似度匹配的核心就放在了对于不同品种的气门进行相同特征的统计,特征相同的数目多就意味着气门越相似[4]。
4.1 相似度权重赋予
若按每个气门特征进行权重的赋予,会使整个气门特征计算相似度时显的繁琐复杂,加大了工作量而且容易混淆。如若将特征归类简化成对气门各个部位(盘端面、盘锥面、颈部、杆部)分别赋予权重,不能体现对于气门精度、气门尺寸、表面处理等情况不同对气门工艺流程产生的影响,如此分配权重会显的结果模糊不清。既然气门尺寸、表面处理、精度等能够比较清晰的分析出对气门工艺的影响,不妨就按尺寸特征、表面处理特征、精度特征、形状特征、材料特征进行分类,如表5 所示。
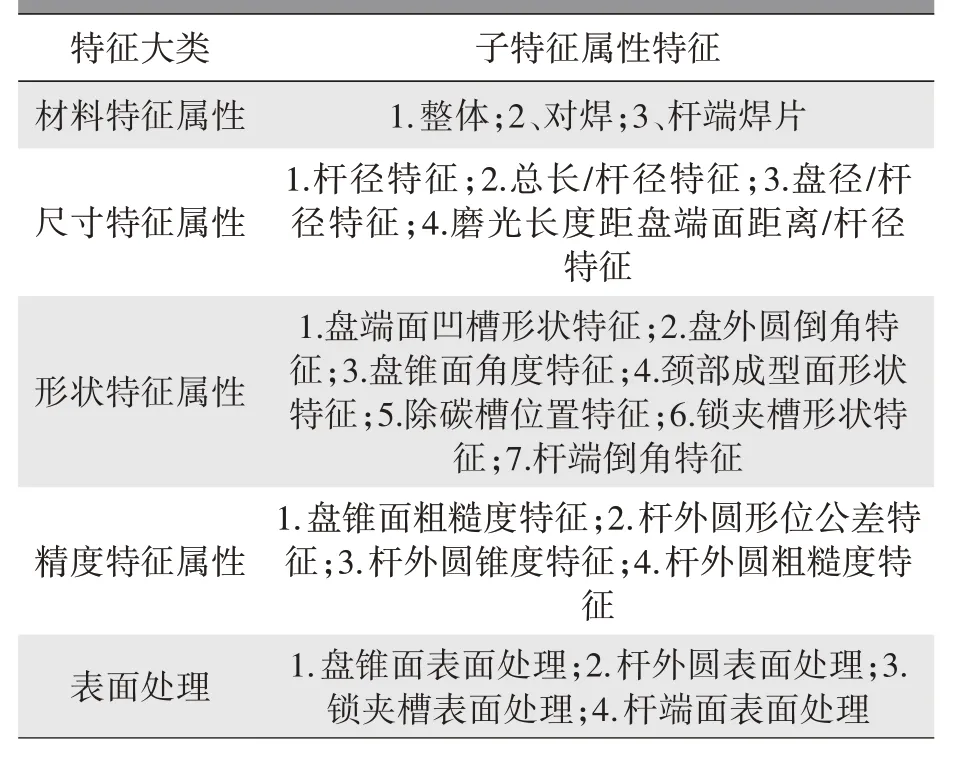
表5 特征分类
在权重赋予中气门的类型、结构不必考虑,气门结构分为空心气门和实心气门,如果工艺处理中用刀具对气门进行钻孔形成空心,气门的各方面的属性就会大幅变化,特别是气门材料属性中应力的变换,必然使随后工艺流程不同,所以气门结构不同对气门工艺的影响太大,不同的气门结构的气门没有可比性。气门类型不同对工艺的影响上文以清晰表述,这2 个特征不用分配权重,直接当做判断条件即可,如若是不同的气门结构或者是不同的气门类型则气门不进行相似度比较。
经过分类的特征属性对于气门工艺的影响是不同的,材料特征属性由于材料的选择不同,会导致气门硬度、质地不同,不同的硬度质地的材料加工时刀具的选择都会有变化,对整个工艺流程的影响是很大的,属于较大权重的第1 个级别。形状特征是局部特征,形成面的加工特征就有5 种,5种不同的特征加工方法也有很大的区别,盘端面凹槽形状也是5 种,平底凹槽能够减少气流阻力,反圆弧有很好的废气清洁功能,两者的加工方法完全不同,平底凹槽车削即可完成,但反圆弧产生球形部分受力面积增大,质量惯性同比增大,工艺更加复杂,形状特征属性对于机加工的方法影响极大,权重也放在第1 个级别。精度特征属性涉及气门运动的磨损和闭合性,在机加工中主要影响粗加工、精加工、半精加工的选择,虽然对与气门功能影响较大,但在加工部分影响并不太大,所以权重大小放在第2 位。尺寸特征属性对气门机加工的主要影响还是在于定位基准的选择,影响程度并不大,权重大小应该放在第3 位。表面处理特征属性中气门不同部位对于表面处理的需求不同,虽然对于气门功能影响较大,但也只属于局部属性,对整个气门机加工影响不大,权重大小也放在第3 位。
由上述分析结果,分别给予形状特征属性、材料特征属性、精度特征属性、表面处理特征属性、尺寸特征属性的权重值分别为0.3、0.3、0.2、0.1、0.1。
4.2 相似度的计算
以精度特征属性计算为例,精度特征属性中有盘锥面粗糙度、杆外圆形位公差、杆外圆锥度、杆外圆粗糙度4 种不同的子属性特征,记为Njd=4。
零件对比时,需要分别对比4 个子属性是否相同,如果1 个子属性相同则记njd=1,2 个子属性相同则记为njd=2,以此类推。
精度部分的相似度Sjd计算见公式(3)。

若2 个零件除了杆外圆形位公差相同,其它均不同,则njd=1,那么精度部分的相似度就是1/4。
以此类推把各个部分的相似度都对比计算出来,乘以对应权重(权重用K表示)。尺寸特征、表面处理特征、精度特征、形状特征、材料特征的相似度分别为Scc、Sbm、Sjd、Sxz、Scl。总相似度计算见公式(4)。

值得注意的是,材料特征属性只有一类特征属性,但在材料特征属性具体特征中整体马氏体、整体奥氏体的机加工重合部分较多,整体气门的成型技术和工艺相同,后续工艺大同小异,所以不能说这两类完全不同,其他类似的情况还有对焊操作的材料。所以材料部分分为3 大类:整体、对焊、杆端焊片,如果材料加工的大类相同则相似度为0.6,比如同为一个整体,但一个为整体马氏体、一个为整体奥氏体,相似度为:Scl=0.6。
4.3 相似度匹配算法实现
利用MATLAB 为基础,将气门零件特征通过计算机编码的形式输入并使用大量IF(条件判断语句)对两气门进行相似度判断如图4 所示,根据相对应公式得出答案。
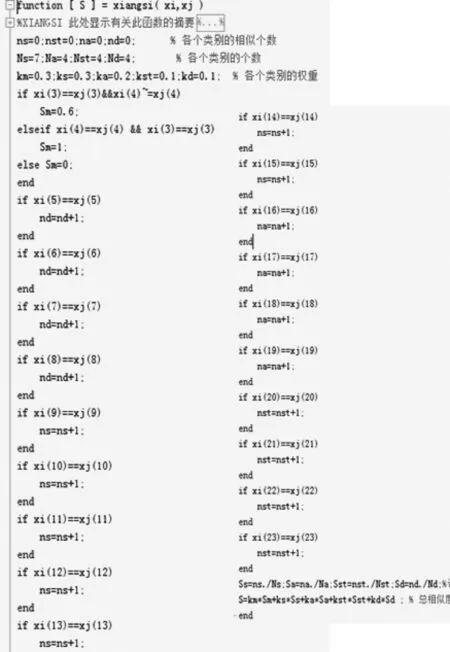
图4 相似度匹配算法代码
4.4 零件特征属性对应的机加工算法实现
任意的输入一个新的零件,与上一章成组技术已经分好的组别进行相似度匹配,将与之相似度最高组别的特征信息与输入零件特征信息对比,标出不同特征,并反映出不同特征所对应的机加工的信息,具体代码如图5 所示。

图5 零件特征对应机加工代码
5 气门零件族划分与特征比对原型系统应用验证
5.1 开发背景
目前,重庆某公司研发的气门零件CAPP 系统虽然能够按要求运行,但由于汽车行业的进步改革,气门行业制造类型、制造工艺也随之变化,企业主要生产的气门零件也会随之变化,CAPP 系统中的典型零件库应随时更新,为了实现CAPP 系统对行业变化的适应能力,开发了原系统的补充系统气门零件族划分与特征比对原型系统,以达到随时更新典型零件库以及更加便捷的设计新气门零件的工艺文件。
5.2 系统简介
为了解决输入零件标准化的问题以及利用及计算机辅助来方便的得出相似匹配的结果,以MATLAB 为基础开发了零件族划分与计算新零件相似度的系统。
系统分为2 个主要功能,第1 个功能是零件族划分,通过输入多组气门零件的特征,对输入的零件进行聚类分组最后得出分组结果。第2 个功能是气门零件的相似比对,通过输入新的气门零件与已经存储在系统中的典型零件进行相似度的比较,得出相似度最大的气门零件并将不相同的特征的标红并机加工方式调出。
其中零件标准化的输入通过Switch 语句实现,加上GUI(图形用户界面)的面板和单选按钮可以实现界面输入,具体代码如图6 所示,实现界面如图7 所示。
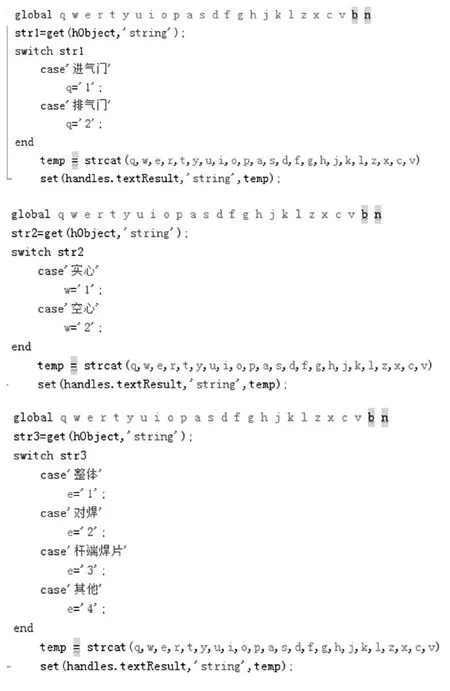
图6 零件标准输入
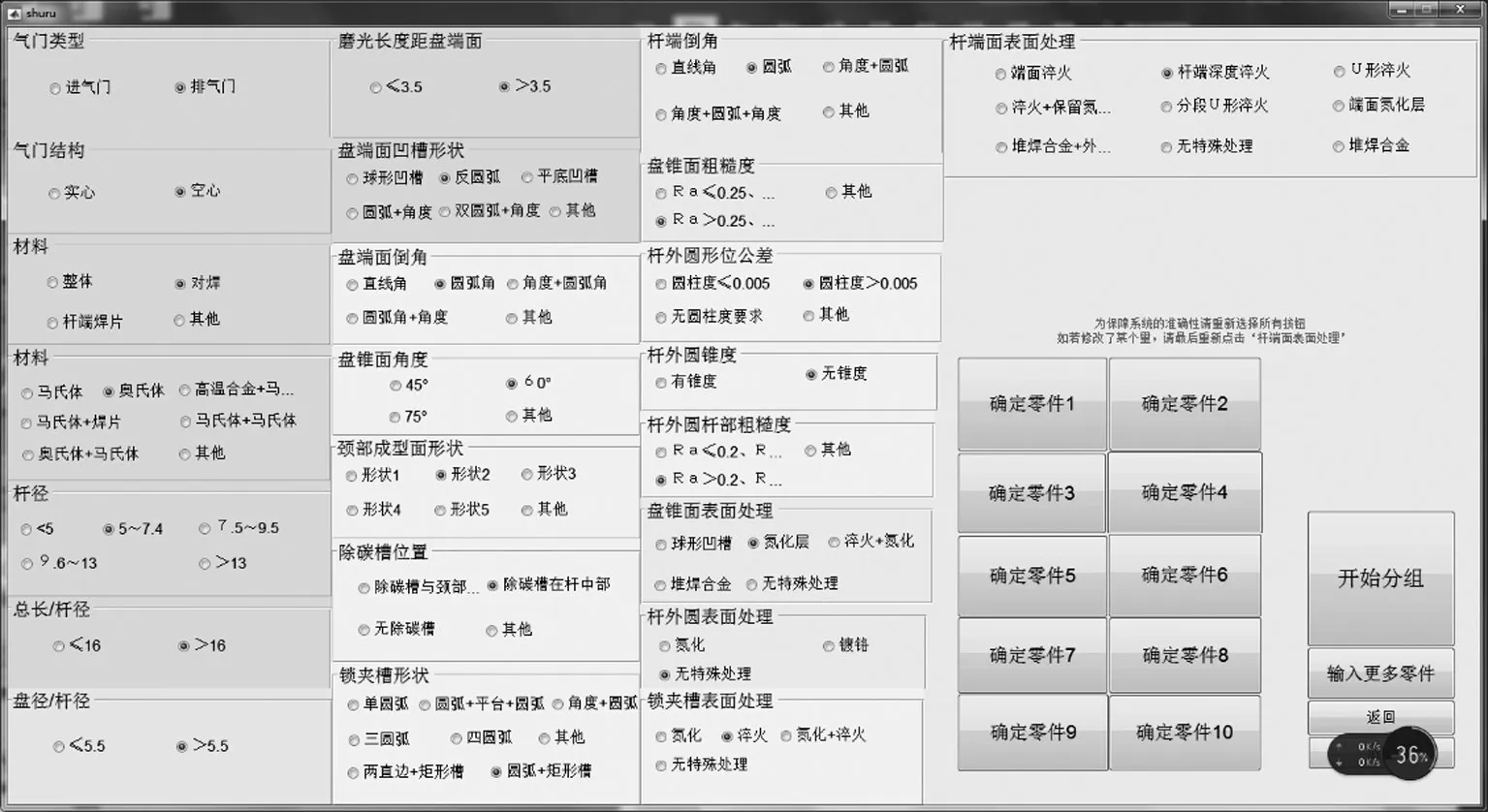
图7 零件标准输入界面实现
5.3 分组程序应用过程
为达到某公司随时更新典型零件库的要求,现随机输入5 组气门数据进行气门零件族划分,以验证程序正确性并进行程序运行演示,具体特征数据如表6 所示。
将5 组气门零件输入计算机,分组程序运行结果如图8 所示。
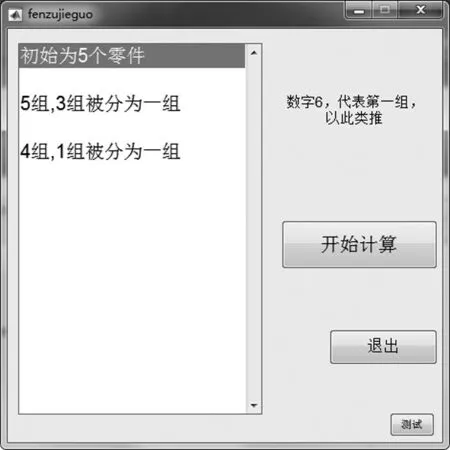
图8 分组结果
气门5、气门3 被为6 组,气门4、气门1 为7 组。最终结果为3 组:第1 组:气门5、气门3,第2 组:气门1、气门4,第3 组:气门2。
根据气门特征信息,分别计算两两零件的相似 度。S2,1=0.453 6、S3,1=0.185 7、S3,2=0.528 6、S4,1=0.744 3、S4,2=0.471 4、S4,3=0.203 6、S5,1=0.321 5、S5,2=0.621 4、S5,3=0.764 3、S5,4=0.253 6,建立相似度矩阵,如表7所示。
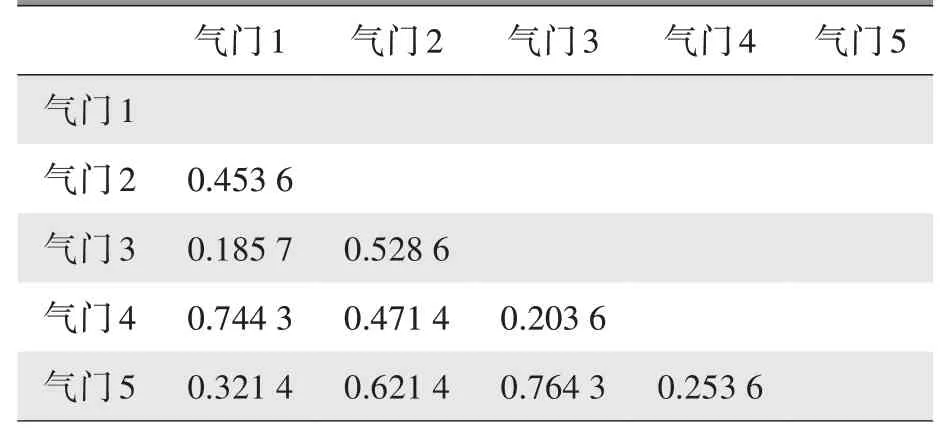
表7 相似度矩阵
取最大值S5,3=0.764 3,S5,3>0.7(相似度阈值),将S对应的气门5、气门3 分6 组,计算新组和其他零件的类相似系数,形成新的相似系数矩阵。
新的6 组与其他零件q之间的类相似系数的计算见公式(5)。

计算结果为S6,1=0.253 6、S6,2=0.575 0、S6,3=0.000 0、S6,4=0.228 6、S6,5=0.000 0,根据结果建立新的类相似度矩阵,如表8 所示。
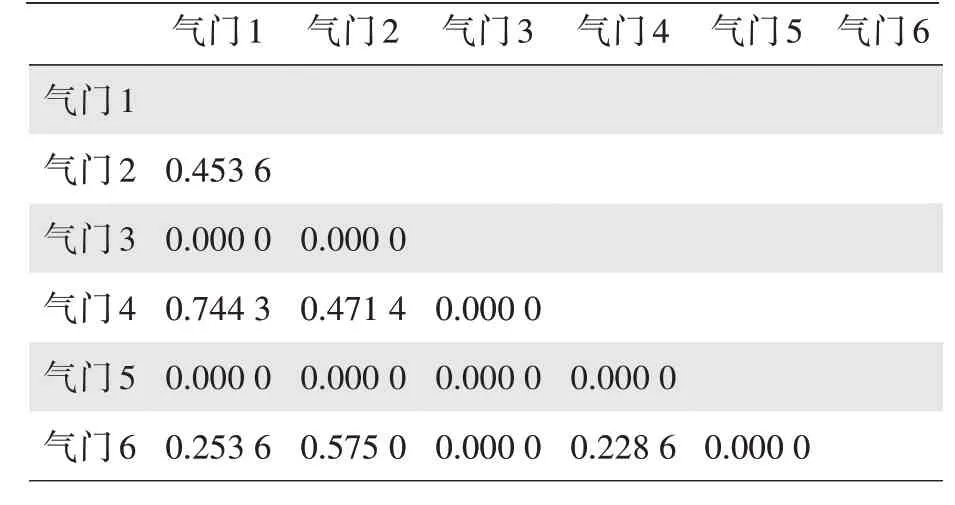
表8 类相似度矩阵
取最大值S4,1=0.744 3,S4,1>0.7(相似度阈值),将S对应的气门1、气门4 分为7 组,计算新组和其他零件的类相似系数,形成新的相似系数矩阵。
新的7 组与其他零件q之间的类相似系数的计算见公式(6)。

计算结果为S7,1=0.000 0、S7,2=0.462 5、S7,3=0.000 0、S7,4=0.000 0、S7,5=0.000 0、S7,6=0.241 1,根据结果建立新的类相似度矩阵,如表9 所示。
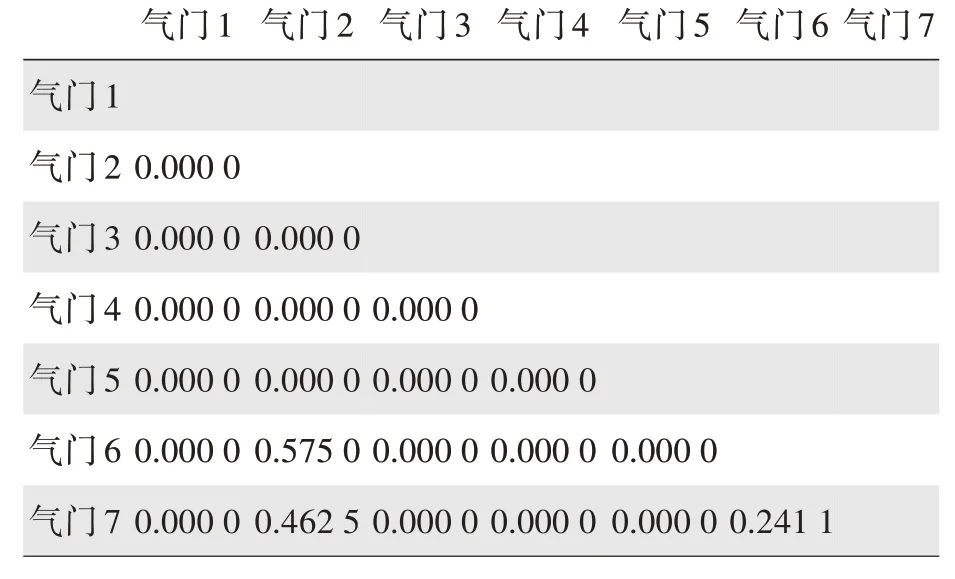
表9 类相似度矩阵
取最大值S6,2<0.575 0,S6,2<0.7(相似度阈值),无0.7 以上值,分组结束。
分组结果:第1 组,气门5、气门3;第2 组,气门1、气门4;第3 组,气门2。与计算机程序计算结果相同。
5.4 新零件的特征匹配
由于气门零件信息不足,难以拿到大量企业实际数据,新零件匹配所比对的典型零件库是由20 个气门零件分组形成的9 组典型零件,因库存数据过低,在特征匹配时只提取相似度最大值,而不去设定最小相似度。输入新零件与9 组典型零件对比相似度分别用S1,1、S2,1、S3,1、S4,1、S5,1、S6,1、S7,1、S8,1、S9,1表示。
输入新零件的特征,零件输入过程如图9所示。
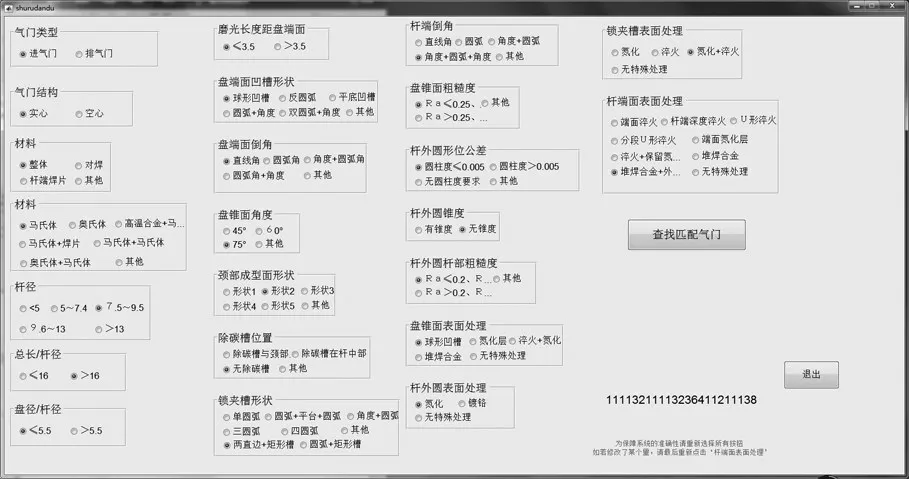
图9 零件特征输入
计算机特征计算结果如图10 所示,与新零件最相似的典型零件为第4 组零件,相似度为0.585 7,并将典型零件4 与新零件不同特征标红,提出新零件需要改进的工艺步骤。
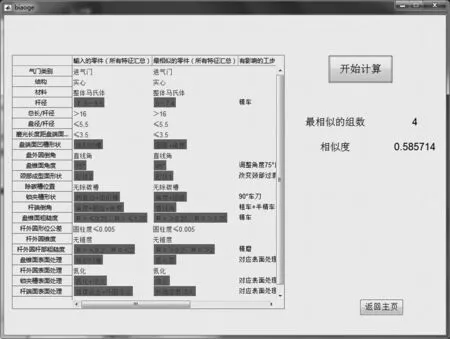
图10 计算结果
由公式(4)分别计算出9 个典型零件与新零件相似度的值。

式中,Scc、Sbm、Sjd、Sxz、Scl分别为尺寸特征、表面处理特征、精度特征、形状特征、材料特征的相似度。乘以对应权重(权重用K表示)。
新零件与典型零件1,材料完全不同,Scl=0,尺 寸1 处相同,ncc=1,Scc=1/4,形 状5 处相同,nzx=5,Scc=5/7,精度3 处相同,njd=3,Sjd=3/4,表面处理2 处相同nbm=2,Sbm=2/4。由公式(7)经计算得,S1,1=0.496 4。以此类推算出9 个典型零件与新零件的相似度,计算结果为S1,1=0.439 3、S2,1=0.221 4、S3,1=0.421 4、S4,1=0.585 7、S5,1=0.465 7、S6,1=0.496 4、S7,1=0.285 7、S8,1=0.271 4、S9,1=0.353 6,由计算结果可知与新零件最相似的零件为第4 组典型零件,与计算机计算结果相符合,新零件与典型零件的对比如表10所示。
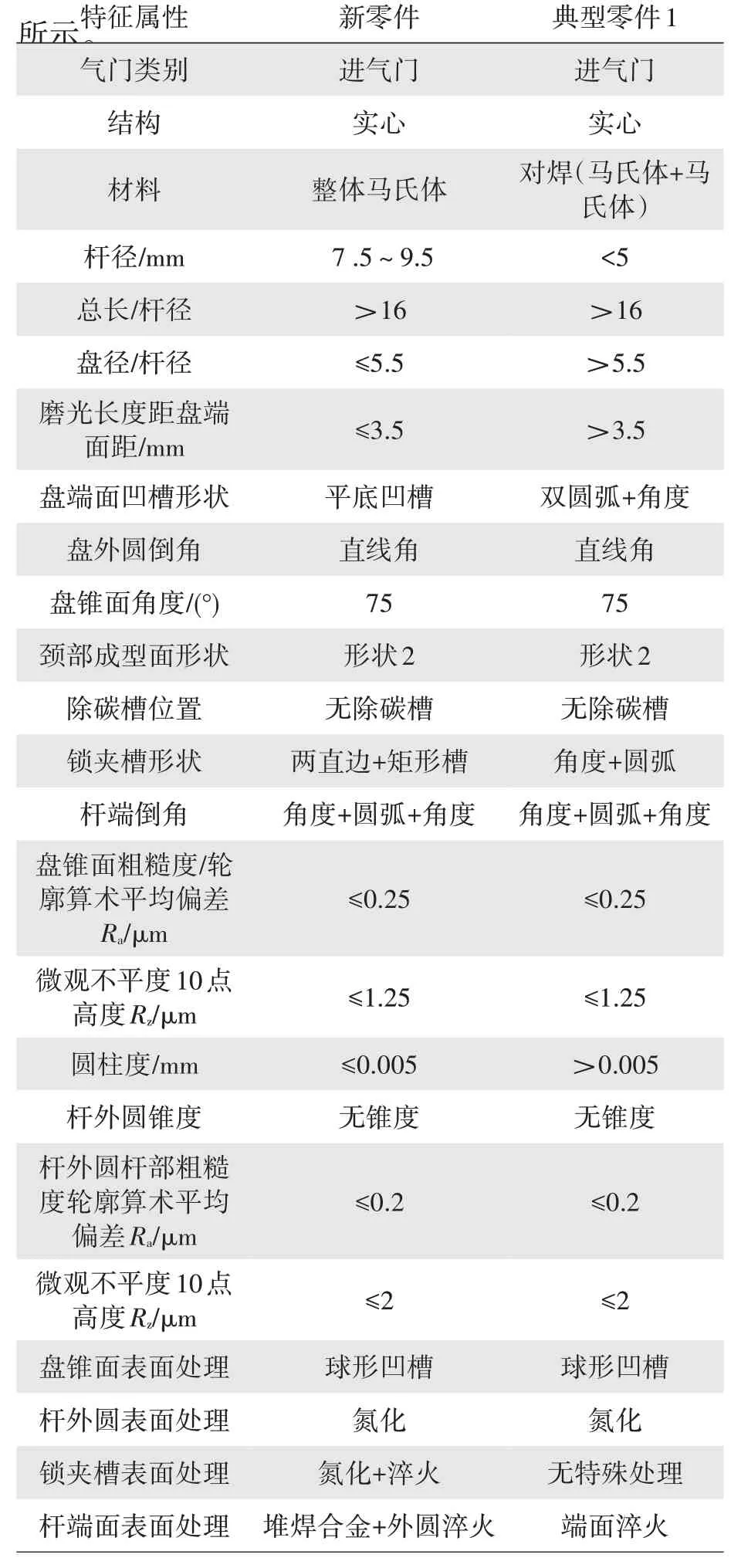
表10 特征表
5.5 试验数据
5.5.1 气门特征分组
将工程文件配套储存的气门零件按特征输入50 组气门数据进入系统,分为19 组。结果如图11
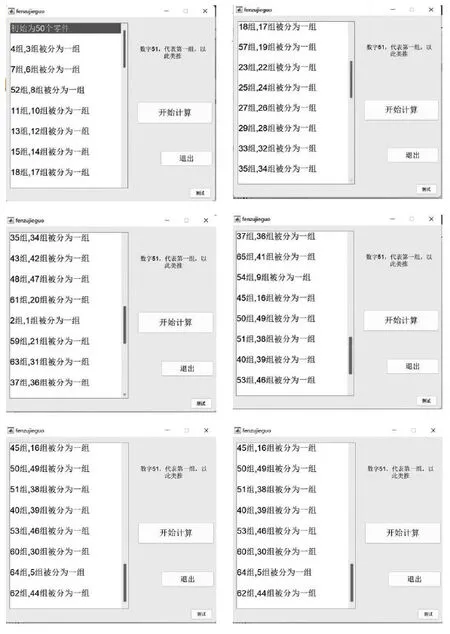
图11 分组结果
5.5.2 零件的匹配
输入新气门零件数据进行匹配得到结果如图12 所示。
5.5.3 运用结果
经过测试应用后,测试结果如表11 所示。发现通过对大量气门零件数据成组分组后得到典型气门零件,按分组的结果对气门零件工艺文件、工程文件进行储存,可以针对特征快速从系统中找出原先气门零件数据,解决了对冗杂数据不易保存和查找的问题。对于新产品的气门零件,经过系统比对可以从库中找出最相似的气门零件,如图12 所示,只需要对相应部分进行适当修改就可以上线生产,极大的减少了设计人员重复工作的时间。
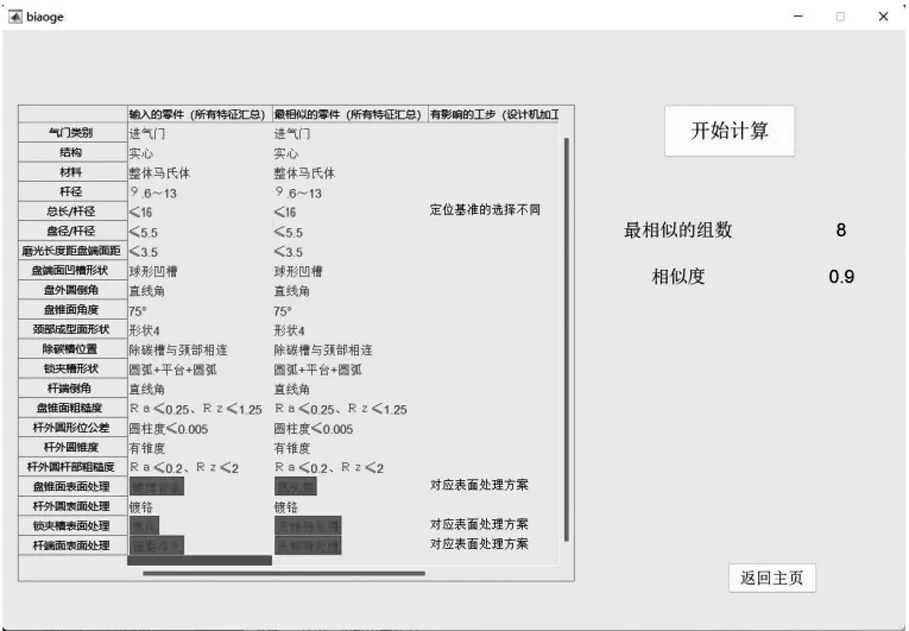
图12 相似结果
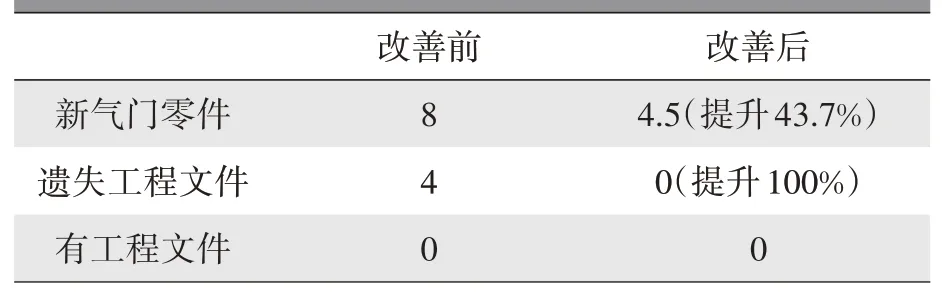
表11 气门零件的平均设计时间改善前后效果对比 h
6 结束语
通过查阅、学习成组技术的概念方法、相似度计算改进方法,应用于气门零件的零件族划分、气门特征比对中,实现了气门零件高效快速的进行零件族划分与特征比对。学习了MATLAB 的编程方法与GUI 界面的实现方法,最终实现了原型系统计算机算法与系统的可视化运行。
对于气门零件分组程序的开发代码部分还是过于复杂,目前只能支持50 组数据的同时输入并且不能记录数据,新零件匹配程序中零件特征属性对应的机加工的表还不够详尽,新零件进行匹配后会得到最相似零件的特征但是程序中并没有写入相似零件的控制计划,目前状态编写新工艺文件还无从谈起,必须与现气门零件CAPP 系统中的工艺文件知识库连接才能真正的完成新气门零件的工艺文件设计。本文并未涉及加工余量的计算,存在改进的部位如何对具体的新零件加工余量的具体数值进行设置的问题。
针对上述存在的不足,期望可以将原型系统中加入气门工艺数据库和典型气门数据库将气门零件分组程序处理过的数据存储进入典型零件库以供相似度匹配时调出运用,并将知识库中对应的工艺文件与新进入典型零件库中的零件进行对接才能在匹配之后进一步完成新零件的工艺文件,后续研究方向为关于加工余量的计算。
猜你喜欢
汽车与新动力(2019年5期)2019-11-07
制造技术与机床(2019年8期)2019-09-03
小学生学习指导(低年级)(2019年3期)2019-04-22
小学生学习指导(低年级)(2018年9期)2018-09-26
电子制作(2018年14期)2018-08-21
制造技术与机床(2017年5期)2018-01-19
小学生导刊(低年级)(2017年1期)2017-06-12
农机使用与维修(2014年6期)2014-09-23
钛工业进展(2014年5期)2014-02-28
汽车与新动力(2014年4期)2014-02-27