医用钴铬合金化学镀银工艺及其抗菌性能
2023-02-06 03:03徐向鹏蔡艳青苗雨行张思雨陈兴刚许莹
电镀与涂饰 2023年1期
徐向鹏,蔡艳青,苗雨行,张思雨,陈兴刚,许莹
华北理工大学材料科学与工程学院,河北 唐山 063210
钴铬合金的主要成分是钴和铬,还含有少量铜、镍等元素,在严格的真空冶炼环境下制成,具有力学性能良好、化学性质稳定、耐腐蚀等优点,被广泛应用于临床,是目前医用金属中最优良的材料之一[1-2]。但是钴铬合金也存在缺陷,例如:当其作为人体口腔植入体时,无法抵挡口腔内细菌的腐蚀,导致使用寿命减短,以及与周围组织结合不良等缺陷[3-5]。因此有必要对钴铬合金进行表面改性,赋予其更好的抗菌性能,从而提高其使用寿命。
目前,制备载银产品来抵抗细菌感染成为临床应用研究的热门课题[6-8]。基体表面抗菌银层的制备主要分为物理法和化学法两大类。物理法是指在基体材料表面镀覆Ag,如等离子热喷涂法[9]。化学法又称仿生矿化法,通过化学反应进行表面改性,如阳极氧化法[10]、溶胶-凝胶法[11]、化学镀法[12-13]等。化学镀具有易操作、可行性好及适用于复杂结构金属等优点而被普遍使用。高翠翠[14]对聚丙烯腈(PAN)纤维化学镀银得到抗菌、抗电磁屏蔽的导电纤维。裴付宇[15]先对滑石粉化学镀银,再将其应用于锦纶织物的涂料中,得到抗紫外线照射、抗菌及抗静电的织物。李小玉等[16]用自制的纳米银粉作为抗菌防污剂制得疏水性和抗菌防污性能良好的涂料。
本文对钴铬合金表面化学镀银,研究了不同工艺参数对Ag镀层性能的影响,分析了Ag镀层的形貌、物相、厚度及抗菌性。
1 实验
1.1 试剂与材料
钴铬合金圆片:厚度0.88 mm,直径1 cm;分析纯无水乙醇、丙酮、硫脲、氯化亚锡、硫酸、甲醛:天津市风能化学试剂科技有限公司;分析纯盐酸、葡萄糖、硝酸银及纯度为99.99%的锡粒:天津市翔宇化工工贸有限责任公司。
1.2 化学镀银工艺
1.2.1 基材预处理
基材预处理流程为:砂纸打磨→除油(使用丙酮或无水乙醇)→粗化(采用由250 mL/L硫酸和750 mL/L盐酸组成的溶液,时间40 ~ 50 min)→敏化(采用10 g/L SnCl2·2H2O溶液,加入纯度为99.99%的锡粒,时间10 ~15 min)→活化(采用含20 g/L AgNO3的乙二醇溶液,时间3 h)。
1.2.2 镀液配方和工艺条件
镀液组成和工艺条件为:AgNO34 ~ 6 g/L,NaOH 2.5 g/L,NH3·H2O 20 mL/L,葡萄糖0.45 g/L,酒石酸钾钠 1.25 g/L,硫脲 2 mg/L,pH 11.8 ~ 12.0,温度 20 ~ 40 ℃,时间 2 h。
1.3 性能表征
采用南京苏测计量仪器公司的T20919-2007电子数显千分尺(精度为0.001 mm)测量Ag镀层厚度。采用日本理学D/MAX2500PC X射线衍射仪(XRD)分析Ag镀层的物相。采用日本日立S-4800扫描电子显微镜(SEM)观察Ag镀层的表面形貌。
采用深圳市时代之峰科技有限公司的WS-2005涂层附着力自动划痕仪检测Ag镀层的结合力,移动速率4 mm/min,加载速率20 N/min,金刚石压头半径200 μm。随着试验的进行,金刚石压头传递的信号不断加强,当镀层在基体表面脱落时声波信号会突然加强,此时的载荷即为镀层的结合力。
通过抑菌圈试验检测Ag镀层的抗菌性能。称取沙氏琼脂培养基14.5 g,加入无菌水至220 mL并使其溶解,倒入广口瓶中制得液体培养基。将装有沙氏琼脂培养基溶液的广口瓶和玻璃培养皿、烧杯等一同放入121 ℃的高压蒸汽灭菌箱中灭菌20 min。取冷藏的大肠杆菌和未开启过的西林瓶放至室温,在超净台内酒精灯旁使用接种环取少量细菌至西林瓶中,加入无菌水至0.5 mL,涡旋振荡5 ~ 8 s使其完全溶解。将冷却至60 ℃左右的琼脂培养基分别倒入各个培养皿中,待其冷却至室温并凝固后得到固体培养基。采用Z字划线法在固体培养基表面接种2次。将接种有大肠杆菌的固体培养基放置在37 ℃的培养箱中培养24 h,取其菌落再接种至其他固体培养基中,再在37 °C下培养24 h。将细菌移至液体培养基中制成细菌悬浮液,将细菌悬浮液和试样放置到接种过细菌的固体培养基上,在35 °C的培养箱中培养24 h,测量抑菌圈的宽度,分析Ag镀层的抗菌性能。
2 结果与讨论
2.1 不同因素对钴铬合金表面镀银层的影响
2.1.1 硝酸银质量浓度
AgNO3作为主盐对化学镀银有着显著影响。AgNO3浓度过高时镀液不稳定,AgNO3浓度过低时化学镀反应缓慢。其他组分固定不变,采用AgNO3质量浓度不同的镀液,在pH为12.6、温度为25 °C的条件下化学镀银。结果表明,AgNO3质量浓度为4、5和6 g/L时,所得Ag镀层的厚度分别为4.0、6.0和5.0 μm,AgNO3质量浓度为5 g/L时所得的Ag镀层最厚。
从图1给出的外观照片可以看出,AgNO3质量浓度为4 g/L时,Ag镀层较粗糙、稀疏,色泽偏暗。AgNO3质量浓度为6 g/L时Ag镀层最暗淡、粗糙。AgNO3质量浓度为5 g/L时Ag镀层最细致、光亮。因此,选择AgNO3质量浓度为5 g/L。

图1 不同AgNO3质量浓度时所得Ag镀层的外观Figure 1 Appearance of Ag coating obtained at different mass concentrations of AgNO3
2.1.2 镀液pH
固定AgNO3质量浓度为5 g/L、温度为25 °C,在不同pH下化学镀银。由图2可知,随pH升高,Ag镀层的厚度呈先增大后减小的变化趋势,pH为12.6时Ag镀层最厚。因为化学镀银是一个不断消耗氢氧根的过程,pH太低会导致反应不完全,镀银效果差,pH过高则镀液容易分解而失效。

图2 镀液pH对Ag镀层厚度的影响Figure 2 Effect of bath pH on thickness of Ag coating
2.1.3 温度
固定镀液AgNO3质量浓度为5 g/L、pH为12.6,在不同温度下对钴铬合金化学镀银。从图3可知,随着温度升高,Ag镀层厚度先增大后减小,温度为25 ℃时Ag镀层厚度最大,约为6 μm。沉积速率随着温度的升高而增大,但温度高于25 ℃时,银的沉积速率过高,镀液变得不稳定,容易发生银镜反应,不利于化学镀银反应的进行。因此选择温度为25 ℃。

图3 温度对Ag镀层厚度的影响Figure 3 Effect of temperature on thickness of Ag coating
2.2 在较优工艺条件下化学镀银层的性能
2.2.1 相结构
由图4可知,Ag镀层在2θ为38.116°、44.277°和64.426°处均出现明显的衍射峰,分别对应Ag的(111)、(200)和(220)晶面,与银的标准PDF卡片(JCPDS No.04-0783)一致,没有其他峰出现,说明所得Ag镀层纯度较高。

图4 较优条件下所得Ag镀层的XRD谱图Figure 4 XRD pattern of Ag coating obtained under the optimal conditions
2.2.2 表面形貌
从图5a给出的SEM图像可知,化学镀银层由大量球状结构组成,整体均匀致密。对A点进行点扫分析可知,除了基材元素Co和Cr外,只有Ag元素(见图5b),说明球状结构为Ag颗粒,镀层纯度较高,与XRD分析结果一致。为了与未镀银的钴铬合金基体进行对比,将钴铬合金表面的Ag镀层划掉一小部分(对应图5a左上角)后进行面扫分析,结果发现银分布十分均匀、致密,无镀层部位只测得基体元素Co和Cr(见图5c、5d和5e)。

图5 较优条件下所得Ag镀层的表面形貌(a)、微区能谱图(b)及表面元素分布情况(c、d、e)Figure 5 Surface morphology (a), energy-dispersive spectrum (b), and distribution of different elements (c, d, e)on the surface of Ag coating obtained under the optimal conditions
2.2.3 结合力
由图6可知,钴铬合金表面化学镀银层的结合力可以达到12 N。有研究表明,纯羟基磷灰石(HA)涂层与合金之间的结合力为7.25 N[17]。由此可见,本文所得银镀层的结合力满足使用要求。另外,在测试过程中Ag镀层并没有发生大面积的片状剥离,间接说明了所得Ag镀层平整、致密,有较强的结合力而不易脱落失效。
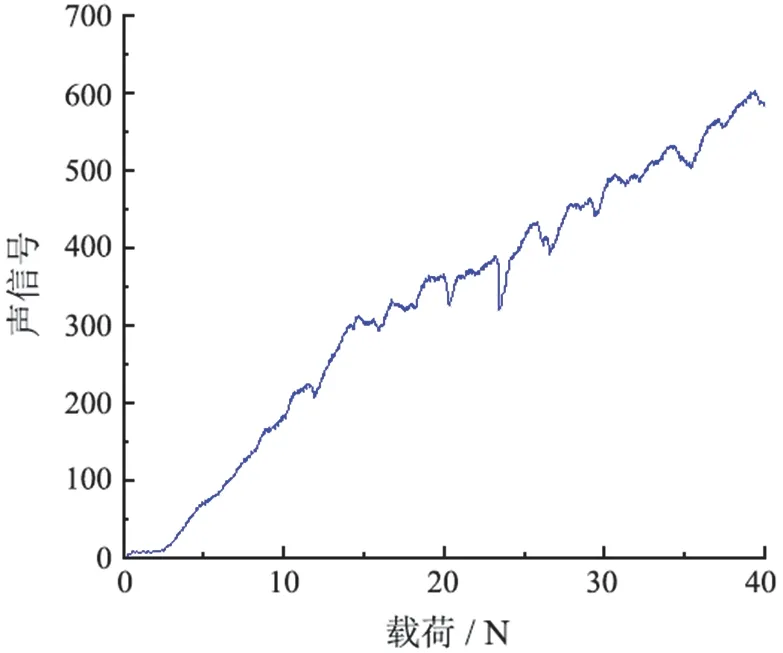
图6 Ag镀层的结合力测试结果Figure 6 Adhesion test result of Ag coating
2.2.4 抗菌性能
从图7可知,空白钴铬合金表面无明显的抑菌圈,大肠杆菌的生长没有受到太大的限制,而化学镀银试样表面明显可观察到一个较宽的抑菌圈,说明所得Ag镀层具有一定的抗菌能力,有望应用于临床。
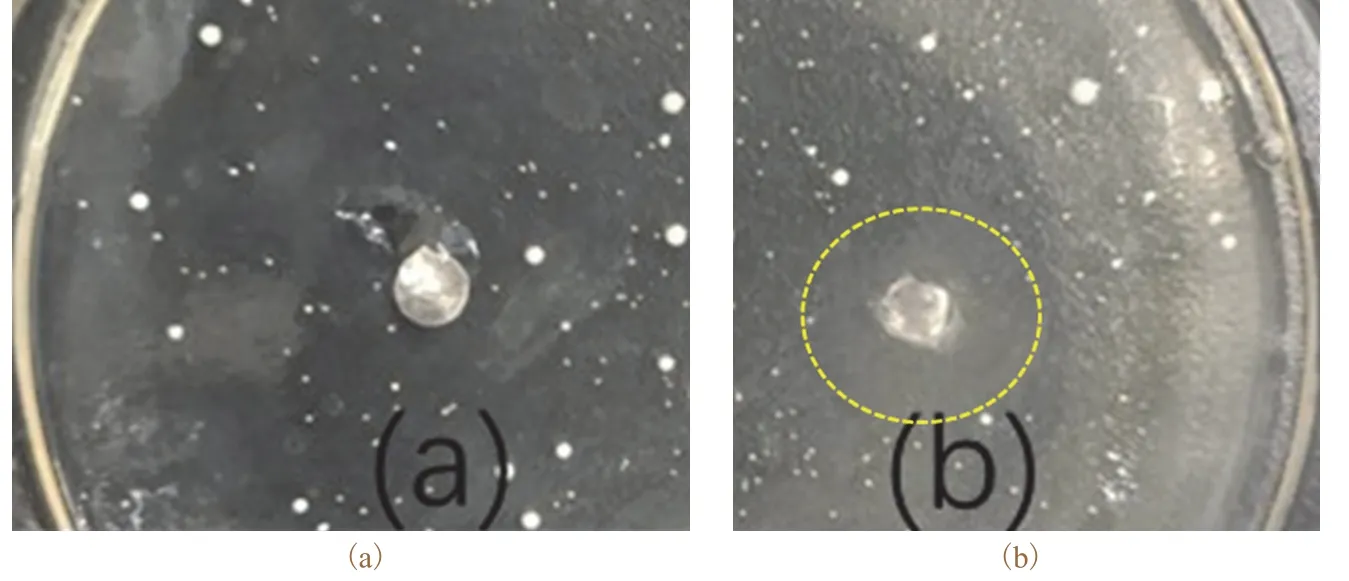
图7 钴铬合金(a)和Ag镀层(b)表面的抑菌圈测试结果Figure 7 Zone of inhibition test on surfaces of Co-Cr alloy substrate (a) and Ag coating electrolessly plated on it (b)
3 结论
研究了不同因素对钴铬合金表面化学镀银的影响,得到较佳镀液配方和工艺条件为:AgNO35 g/L,NaOH 2.5 g/L,NH3·H2O 20 mL/L,葡萄糖0.45 g/L,酒石酸钾钠1.25 g/L,硫脲2 mg/L,pH 12.6,温度25 ℃,时间2 h。在该条件下制备的Ag镀层厚度为6 μm,均匀、致密,无杂质,结合力达到12 N,具有良好的抗菌性能。
猜你喜欢
大电机技术(2022年4期)2022-08-30
电镀与精饰(2022年8期)2022-08-18
农业装备与车辆工程(2021年9期)2021-10-04
Baosteel Technical Research(2021年1期)2021-03-09
装备制造技术(2018年11期)2018-02-18
科技创新与应用(2017年23期)2017-09-01
山东工业技术(2017年14期)2017-07-18
中国塑料(2015年11期)2015-10-14
中国塑料(2014年2期)2014-10-17
表面工程与再制造(2014年2期)2014-02-27