一种结构优化的改进型自动水磨砂带机
2023-01-10 11:50黄大海伍玩秋
现代制造技术与装备 2022年12期
黄大海 伍玩秋
(1.阳江市广海机械有限公司,阳江 529500;2.阳江职业技术学院,阳江 529500)
水磨和抛光是五金刀剪产品生产的重要工序[1]。目前,基于电气自动化控制的水磨砂带机在一定程度上可以替代人工实现抛磨工序的自动化作业[2]。传统水磨砂带机系统结构存在自动化程度偏低、生产效率不高以及抛磨质量欠佳等问题。一方面,传统水磨砂带机在抛磨刀具时,砂带在行程中只有升高和降低功能,导致抛磨出来的刀具表面往往会留下明显的磨痕,影响刀具表面的美观。另一方面,传统水磨砂带机只能实现刀具平面的粗磨、中磨、细磨和抛光中的某一部分的加工环节,自动化程度不高,生产效率欠佳[3-5]。为解决传统水磨砂带机系统存在的问题,文章提出一种基于结构优化的四头自动水磨砂带机。
1 四头自动水磨砂带机的设计
1.1 机械结构
四头自动水磨砂带机主要由结构类似、相对独立、分工协调以及前后衔接的4套机电一体化单元组成。与传统水磨砂带机相比,它增加了四头砂带横向摆动装置、调节砂带往复移动速度和行程大小的调节机构以及四头无级变速控制装置,优化了水体与铁粉分离的退磁装置和砂带气动张紧装置等。四头自动水磨砂带机的三维结构如图1所示。
1.1.1 机械结构组成及特点
机架包括底板和立板,立板与底板固定连接。底板上有螺栓孔,便于机架安装在工作台。立板的板面与主动辊的轴心线垂直。第一电机包括定子和转子,其中定子壳体通过螺栓固定在立板上。第一电机与主动辊同轴心分别位于立板的两侧,两者固定连接,可以实现主动辊与机架之间的传动连接。主动辊与第一从动辊之间设有下靠磨板,第一从动辊与第二从动辊之间设有侧靠磨板。下靠磨板和侧靠磨板与立板之间均通过可拆卸结构连接。根据实际研磨工况,既可将下靠磨板或侧靠磨板固定在立板上,也可将它们同时固定在立板上,也可将下靠磨板或侧靠磨板卸除,也可将它们同时卸除。立板中第一从动辊与第二从动辊之间区域留有避让空间,使得工件可进入避让空间,从而扩大砂带机的适用范围。砂带横向往复摆动装置包括从动辊支架和第二电机。从动辊支架包括支撑轴部、摆动轴部和基座。基座与立板之间可通过紧固螺栓固定连接。第三从动辊套设在从动辊支架的支撑轴部,且第三从动辊与从动辊支架的支撑轴部转动连接,使得第三从动辊能绕着摆动轴部的轴心线摆动。第二电机包括定子和转子,定子壳体与机架固定连接,转轴与从动辊支架的支撑轴部之间通过凸轮传动结构连接。当电机的转轴转动时,通过凸轮传动结构传动,使支撑轴部绕着从动辊支架的轴心线摆动。基座与立板之间通过导向结构连接。基座上的螺栓孔呈条状,螺栓孔的纵向线与导向结构的导向方向平行,可通过松紧固螺栓移动基座,进而调整第三从动辊的位置,实现张紧砂带或松开砂带。基座与立板之间还安装有第二弹簧,能够使第三从动辊向张紧砂带状态的趋势方向移动。导向结构的替换方案包括基座的2根导杆和立板上的导向座,可将立杆穿设在导向座。第二弹簧套设在导杆上,弹簧的一端与导向座相抵靠,另一端与基座相抵靠。机架上安装手动驱动装置或驱动源,不仅可以推动基座移动,还可以使第三从动辊始终具有向松开砂带状态方向移动的趋势。

图1 四头自动水磨砂带机的三维结构
1.1.2 机械设计的创新点
第一,四头自动水磨砂带机采用砂带横向摆动装置,实现了砂带机横向往复摆动功能,使得抛磨出来的刀具表面较平滑,避免了刀具表面出现磨痕,提高了砂带机的研磨品质。第二,四头自动水磨砂带机具有分工协调且前后衔接的机电一体化单元。各单元分别有粗磨、半精磨、精磨和抛光4个加工工艺功能,使四头自动水磨砂带机可以一次性完成所有的抛磨加工流程。第三,通过四头自动水磨砂带机电机的转速和凸轮传动结构的偏心距,可调整砂带往复移动的速度和行程大小,可以提高磨砂带机对加工对象的适应性。
1.2 工作原理及过程
采用变频器控制电机实现无级变速控制输送带,自动将五金刀剪平面的产品输送到第1条粗砂带的磨头底下,利用磨头底下带磁的工作台吸住产品,一边输送一边磨削。当产品通过第1条砂带摆幅磨头时,第1道粗磨完成。产品通过过度板进入第2个磨头,同样利用磨头下带磁的工作台吸住产品,一边输送一边磨削。当产品通过第2条砂带摆幅磨头时,第2道半精磨完成。产品通过过度板进入第3条砂带摆幅磨头,同样利用磨头下带磁的工作台吸住产品,一边输送一边磨削。当产品通过第3条砂带时,第3道精度完成。当产品进入第4个尼龙轮摆幅磨头时,同样利用磨头下带磁的工作台吸住产品,一边抛光一边输送。产品通过第4个尼龙轮时,第4道工序复光完成。产品继续前移通过退磁器,将产品附带磁体全部退完,自动完成所有工序。本机的所有磨头都接有水管,可冷却产品,并冲掉磨削产生的粉粒。粉粒同水一起流入机体水槽。经过磁性铁水分离器可以将铁粉和水分开,铁粉分离到水箱外,水流入水箱。
1.3 电气结构及控制
电气控制电路结构如图2所示。
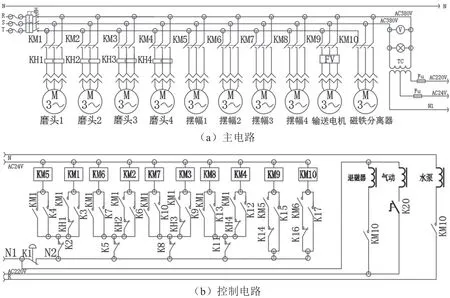
图2 电气控制电路结构
1.3.1 磨头电动机的起、停控制
磨头电动机起、停控制电路由接触器(KM1、KM2、KM3、KM4)、按钮(K2、K3、K5、K6、K8、K9、K11、K12)以及热继电器(KH1、KH2、KH3、KH4)组成。以磨头1电动机起、停控制为例,起动时按下K3(磨头起动按钮),接触器线圈KM1因K3的常开触片的接通而得电吸合,使接触器KM1常开触点接通,磨头1电动机得电起动,同时图2(b)中接通后的KM1触点、处于接通状态的热继电器KH1、常闭按钮开关K2及接触器KM1的线圈,串联接入24 V的控制电源形成闭合回路,使接触器KM1进入自锁状态。磨头1电动机进入持续运转状态,完成磨头1电动机的起动。停止时按下K2,维持接触器保持自锁状态的电流闭合回路被断开。接触器KM1的线圈失电,使所有之前闭合的KM1触点恢复到原来的常开状态,控制磨头1电动机失电而停止转动,从而完成磨头1电动机的关停。其他3个磨头电动机和磨头1电动机的起动和关停控制过程类似。
1.3.2 摆幅电动机的起、停控制
摆幅电动机起、停控制电路由接触器(KM5、KM6、KM7、KM8)和 按 钮(K2、K4、K5、K7、K8、K10、K11、K13)组成。以摆幅1电动机起、停控制为例,启动时按下K4(摆幅起动按钮),接触器线圈KM5因K4的常开触片的接通而得电吸合,使接触器KM5的常开触点接通,使幅1电动机得电而起动,同时图2(b)中接通后的KM5触点、常闭按钮开关K2及接触器KM5的线圈串联接入24 V的控制电源形成闭合回路,使接触器KM5进入自锁状态,摆幅1电动机进入持续运转状态,从而完成摆幅1电动机的起动。停止时按下K2,维持接触器KM5保持自锁状态的电流闭合回路被断开,接触器KM5的线圈失电,使得之前闭合的KM5触点又恢复到原来的常开状态,控制摆幅1电动机失电而停止转动,从而完成摆幅1电动机的关停。其他3个摆幅电动机和摆幅1电动机的起动和关停控制过程类似。
1.3.3 输送带电动机的起、停控制
输送带电动机的起、停控制电路由接触器KM9、按钮K14和K15、热继电器FV以及调速器组成。起动时,按下起动输送带电机按钮K15,接触器KM9的线圈因K15的常开触片的接通而得电吸合,接通接触器KM9所有的常开触点。这时接触器KM9的线圈因自身常开触点的闭合和输送带关闭按钮K14的常闭触片得电进入自锁状态,输送带电动机得电转动,调速器得电接通,完成输送带电机的起动。停止时,按下关闭输送带按钮K14,使其常闭触片断开,接触器KM9的线圈失电。接触器KM9已经接通的常开触点又断开,因而输送带电动机失电而停止转动,调速器失电,完成输送带电动机的关闭。
1.3.4 水泵、退磁器的起、停控制
水泵、退磁器的起、停控制电路由接触器KM10、按钮K16、K17和退磁器组成。起动时,按下水泵启动按钮K17,接触器KM10的线圈经过启动按钮K17接通常开触片而得电吸合,接通所有的常开触点,同时接触器KM10的线圈通过本身的常开触点经关闭水泵按钮K16的常闭触片而得电进入自锁状态,水泵电动机得电转动,退磁器得电工作,完成水泵电动机、退磁器、分离器的起动。停止时,按下关闭水泵按钮K16,使其常闭触片断开,同时接触器KM10的线圈失电,接触器KM10已经接通的常开触点断开,水泵电动机失电而停止转动,退磁器失电而停止工作,完成水泵电动机和退磁器的关闭。
1.3.5 汽缸的打开与关闭
汽缸的打开与关闭电路由电气阀和按钮开关K20组成。汽缸的打开与关闭都可以通过按钮开关K20完成。
2 四头自动水磨砂带机的装调
第一,平稳安装机械,依次连接冷却水泵电机电源、磁铁分离器电源(注意转向,如转向不对时调换三相电线的其中2条)、冷却水管以及输气管,然后添加润滑油(手摇泵),连接机械电源。第二,启动气动按钮,气缸收回,安装输送带和砂带,检查输送带和砂带的安装是否和机械所标的转动方向一致,是否和主动轮与从动轮对直。关闭启动按钮,气缸伸出,顶紧输送带和砂带。第三,按输送带启动按钮,打开输送带调节器开关并慢慢转动,检查输送带转向是否正确。如果不正确,把总电源切断,调换机械电源3条380 V电源线中的任意2条。检查输送带运走是否稳定,如不稳定,调整调节丝杆达到稳定。如果输送带向里,调节丝杆向下调;如果输送带向外,调节丝杆向上调。停止输送带时应注意先停止速度调节开关,再停止输送带马达,以避免下次启动时马达负荷太大。第四,依次点动磨头开关,检查磨头砂带是否稳定。如果不稳定,调整调节丝杆达到稳定。如果砂带向里,调节丝杆向下调;如果砂带向外,调节丝杆向上调。第五,调整磨头高度,以磨头砂带轻碰加工工件为准,把手轮向上转一圈,按下水泵启动按钮,启动输送带和磨头砂带,根据实际工件加工量慢慢进刀,以达到最佳的加工效果。第六,工作结束后先停止输送带,再按总停开关,完成工作。
3 结语
四头自动水磨砂带机综合了自动变频控制技术、四头摆幅磨削技术以及循环利用技术等精密机械制造技术,采用四头摆幅磨削和变频系统控制电机,实现了无级变速控制输送带、砂带与输送带的设计。采用气动张紧系统,借鉴大型自动化设备的优点,四头自动水磨砂带机可以一次完成从毛坯到半加工乃至精加工的全部工艺过程。与现有的自动抛磨机相比,四头自动水磨砂带机磨削的产品均匀且细腻,磨料利用率提高了20%,能耗降低了35%以上,生产效率提高了200%以上。四头自动水磨砂带机不仅操作简便,性能稳定,而且应用前景广阔。
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
科海故事博览·下旬刊(2022年4期)2022-05-07
起重运输机械(2022年2期)2022-03-04
世界最新医学信息文摘(2020年50期)2020-07-14
故事林(2020年1期)2020-02-05
丝绸之路(2019年2期)2019-10-15
佛山陶瓷(2019年6期)2019-08-07
中华建设(2019年6期)2019-07-19
农业与技术(2016年15期)2016-11-09
中国新技术新产品(2013年7期)2013-08-15