一种钢材一体化智能检测和输送系统设计
2023-01-10 11:48赵建帮代晓林
现代制造技术与装备 2022年12期
赵建帮 代晓林 于 伟 万 毅 高 远
(1.大连船舶重工集团有限公司,大连 116083;2.大连惠友自动化有限公司,大连 116001;3.大连嘉济自动化机电科技有限公司,大连 116602)
钢板作为冶金业的主要产品之一,在航空航天、船舶以及汽车等行业发挥着重要作用[1-2]。在船舶制造过程中需要使用大量钢板,而在钢板的制造及运输、储存过程中,由于连铸钢坯、轧制设备、加工工艺、运输及储存方式等因素,导致钢板表面出现多种缺陷。板材表面质量的优劣不仅影响船体表面的美观,而且最终影响船舶的抗腐蚀性、耐磨性以及疲劳强度等性能。国内造船企业一直沿用着效率低且遗漏率较高的人工目视抽查方法进行表面缺陷检测,尚无有效的智能化技术手段对钢板表面进行在线检测[3-5]。此外,诸多钢铁厂在进行生产活动时,钢材的检测环节与输送环节是相互独立、分隔开的。这种生产模式需要大量人力物力,生产效率较低,同时增加了制造成本。如今,钢材智能检测与输送一体化系统逐渐成为相关企业的追求。
基于这样的背景,提出了一种针对船舶制造的钢材一体化智能检测和输送系统。该系统由钢板缺陷在线自动检测系统、柔性自动定位传输系统、内部构件自动传输系统、板材自动传输系统以及集控系统5部分组成。
1 钢板缺陷在线自动检测系统
根据钢板表面麻点检测系统的现场需求,系统设置钢板预处理后,即被检测钢板是刚刚经过首次抛丸作业的。该系统通过平面数字图像处理、三维轮廓扫描及人工智能算法等实现钢板表面麻点缺陷的在线检测,并通过与空间标识系统的配合标记缺陷位置,方便后期切割避让和人工修磨。整个检测系统接入集控系统中形成船用钢板加工整个工序的一体化与智能化。钢板缺陷在线自动检测系统的三维模拟图如图1所示。

图1 钢板缺陷在线自动检测系统
1.1 钢材缺陷在线自动检测系统主要构成
钢板缺陷在线自动检测系统主要由空间标识系统、光纤激光打标机、成像系统、摄像头计算机组、服务器和控制台、软件系统以及检测辊道组成。其中,该系统的核心部件为线阵工业相机、线阵工业镜头、线性工业光源、光源控制器、高性能工控机以及深度(Z轴)测量单元。
1.2 钢板缺陷在线自动检测系统工作原理
钢板缺陷在线自动检测系统用于在线实时测量钢板的缺陷面积占比和缺陷深度,主要针对船舶建造钢板表面缺陷(麻点、剥落、结疤、刻痕以及气孔)进行检测,构建钢板表面缺陷大数据知识库,建立基于人工智能算法的缺陷库自学习机制,实现基于机器视觉的钢材表面缺陷自动识别和钢板原材料检测的全覆盖。钢板缺陷在线自动检测系统工作原理如图2所示。
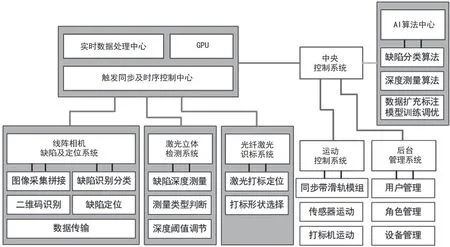
图2 钢板缺陷在线自动检测系统工作原理
1.2.1 成像系统
成像系统可以在线完成钢板上、下表面检验,识别钢板表面的瑕疵,检出划痕、刮伤、孔洞、结疤以及垫坑等缺陷,并可以构建缺陷的粗检模型和细检模型,分别进行标注、数据扩增、模型训练和调优。粗检用于粗定位,细检用于精确定位缺陷并计算占比,最后根据相关标准进行缺陷判定。该系统数据能够实现对空间标识系统的实时传输,系统的检测结果可反馈给集控系统,以钢板编号为索引,形成质检结果数据库。质检结果的输出形式可根据方案进行功能的选择和定制化。针对质量监测软件具有全套的功能清单、质量统计表以及检测记录表格式样。
1.2.2 空间标识系统
空间标识系统(光纤激光标识系统和运动控制系统)为上下龙门悬臂结构,含基础结构、升降机构、横移机构以及电机驱动等。龙门架上、下方各布置了8台光纤激光打标机,满足4.5 m×24 m板幅的标识范围,并可根据板厚自动调节升降高度,满足不同板厚板材的标识工作需求。
空间标识系统安装在成像系统工序后,实时接收检测数据后,从软件和硬件上同时统一进行缺陷标注,可在系统中形成坐标图作为质检结果,也可在钢板表面形成明显的标识框作为钢板修磨指导。该系统形成的坐标图可实时传输给集控系统,缺陷标识实现率为100%,不会出现漏标情况。标识外形采用矩形框,可将缺陷全部圈定,不会出现漏圈、少圈等情况。钢板从预处理线出来后,上下表面油漆厚度为20~40 μm,激光标识灼伤油漆表面的最大深度为10 μm,不会伤及母材,打标速度为12 000 mm·min-1,打印宽度为2 mm。
1.3 复杂环境下的图像采集技术、案例
1.3.1 中车集团工件检测定位系统
针对“转K6型摇枕、侧架”两种产品的“浇冒口(含飞边毛刺、排气棒)切割”与“表面修磨”两大工序,目的是在保证两大工序作业质量的前提下实现机械化作业,通过3D机器视觉进行铸件的表面点云采集,通过人工智能算法,在三维空间中进行模板匹配和精确的空间位置、俯仰角度输出。基于识别和计算的铸件空间参数输出给机械臂,并引导机械臂夹持气割喷头切割铸件的浇冒口。系统实际工作时引导到位精度,切割浇冒口精度与打磨和检测精度分别为±1 mm和±0.5 mm。
1.3.2 林德集团化工分离塔工件加工质量检测系统
项目主要集中在两个场景,填料网格面检测和方形液体分布管。两个场景不在同一工作区域,检测手段不同,设备不同,算法技术手段类似。
场景一:填料网格面检测。现场采集使用3D激光立体扫描技术和高清2D平面图像处理技术,采集设备图像信息,通过现场工业计算机的预处理,经5G网络上传到ModelArts系统进行识别和处理,并将处理结果反馈到终端进行质量检测辅助决策,同时在云端数据存储系统留存样本备查。
场景二:方形液体分布管。现场布防专用检测平台,采用专用大口径、高精度图像采集设备进行多孔孔径、孔距、边距等信息的图像采集。图像处理技术与高精度的运动控制技术相结合,采集设备图像信息,通过现场工业计算机的预处理,经5G网络上传到ModelArts AI系统进行识别和处理,并将处理结果反馈到终端进行质量检测辅助决策,同时在云端数据存储系统留存样本备查。此时,孔径精度为0.02 mm。
通过项目智能化质量检测系统的应用,客户可以实现从进口半成品入库检测,到生产过程中的质量控制,至未来装备维修维护和质量追溯的全数字化和智能化。通过生产过程质量数据进行质量趋势预估,制定相应的质量管理策略,通过上下游质量数据联动、生产制造水平以及后期维护数据的分析,优化质量管理决策,实现数据驱动的企业质量体系。
2 柔性自动定位传输系统
柔性自动定位传输系统是连接钢料堆场、钢板预处理线、中厚板校平机、薄板校平机以及理料工场的钢板定位传输系统。该系统主要由钢材进出料及传输辊道、高精度吊排、喷码系统、编码识别系统、库管物流管理以及集控系统构成。
2.1 传输辊道
辊道作为钢板从上料到最后成品集配的运送载体,主要功能为正常输送、横向传送、缓冲装置和对中装置。
(1)正常输送:延主辊道座单向传送,正传、反转以及停止等。
(2)横向传送:主辊道传送至相应位置后做水平横向移动。横向移动作用为物料由辊道横向移动至另一条辊道。
(3)缓冲装置:上料初始阶段,缓冲重力冲击力,对设备起到保护作用。为避免板材歪斜对其中某一个顶点或者几个点造成不定向冲击,在其顶端设计了万向轴形式,以避免不同方向的力对缓冲装置的破坏,起到对设备的保护作用。
(4)对中装置:物料矫正因上料歪斜后矫正对中作用。
设计的辊道把钢板从上料、输送、缓冲、换向、缓降以及对中过程中涉及的设备全部科学合理连接到生产线上,使生产布局更加合理,提高了工作效率。设备设计原则为结构紧凑,易于维护,应达到实用性、安全性、稳定性等人性化设计标准。柔性自动定位传输系统传输辊道设计的三维模拟图,如图3所示。此外,内部构件自动传输系统与板材自动传输系统的传输辊道也采用了此设计。
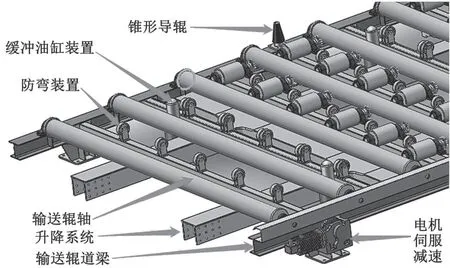
图3 柔性自动定位传输系统辊道设计
2.2 横移辊道
钢板之间设置的横向移动装置,可实现钢板平行转向的功能。每套钢板横移装置包含30套输送链条和升降支架,均匀布置在相邻两输送辊道之间。每条横移链采用减速电机独立驱动。横移装置不工作时,驱动链条、升降支架均低于输送辊道工作面,不影响钢板在输送辊道上的输送。当横移钢板时,升降支架同步升起,输送链条高出输送辊道工作面,所有输送链条同步传动输送,将钢板从一条辊道横向移动至另一条辊道。此外,钢板的传输过程要能具备完全自动化和完全手动控制功能,同时系统具备半自动半手动操作功能,如对部分辊道临时处于手动状态,不影响其他辊道的自动功能,做出相应的降速和停滞处理。横移辊道三位模拟图如图4和图5所示。
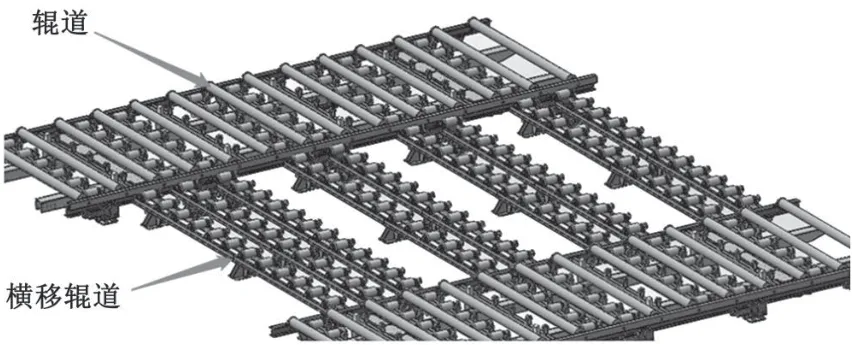
图4 柔性自动定位传输系统横移辊道示意图
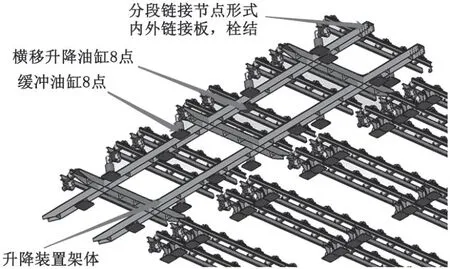
图5 柔性自动定位传输系统横移辊道细节及原理图
横移链主要由托辊、托辊支架、托辊传动装置、升降机构以及升降驱动装置等组成。升降动作采用液压缸形式完成,主体结构液压缸支点不少于8点。横移输送辊道在钢板横向移动区间采用分体式均布托辊的形式,保证较薄钢板在横移过程中不会出现变形,同时保证钢板的横移过程与输送辊道平滑过渡。横移输送机之间的驱动采用间隔驱动和随动形式,减少横向平行移动时对钢板的扭转,保证每根辊装配平行度,避免薄板运输时造成板歪斜和弯曲。
2.3 防弯装置
当较薄板材进行输送时,由于板材强度没有厚板强度大,在重量的作用下会产生下弯现象。为避免在传输过程中下弯而导致传输受阻,在两辊轴间增加设置了防止弯曲的辊轮装置,且防弯辊轮装置上表面高度低于传输辊轴上平面,避免在传输厚板时压坏辅助支撑辊轮。防弯装置布置三维模拟图如图6所示。
2.4 缓冲及矫正对中装置
2.4.1 缓冲装置
缓冲装置为液压缸形式,多点同步缓冲装置由于液压油压缩比小,油缸基本无缓冲作用。为了起到缓冲作用,缓冲液压缸管路设置泄流阀。当冲击力达到一定值达到物料质量时,打开液压泄油阀,起到缓降作用。泄油阀为可调式,可在实际使用时进行调节,以适应实际使用状态。缓降装置即可缓降,缓降顶杆顶端具有横向移缓冲结构,以缓解物料下落过程中产生的横向力,结构形式为顶端为球形万向节,可以适应任意方向的横向力冲击。单个钢板托举缓冲装置三维模拟图如图7所示。

图6 防弯装置布局示意图

图7 钢板托举缓冲装置
由于物料为大规格大吨位物料,在进料辊道部分有数字化行吊吊运至辊道上方,吊运吊具为电磁吸盘,行吊吊运放下直接落至辊道上势必会有较大冲击力和歪斜现象。该处辊道设计了缓冲装置和锥形导向结构,锥形导向结构高于缓冲装置。扶正物料后距缓冲装置一定距离,放下吊车吸盘落至缓冲装置。本装置同样起到对设备的保护作用,避免大冲击力对设备的损坏而造成的停工停产。缓冲装置布置三维模拟图如图8所示。
2.4.2 矫正对中装置
钢材进料辊道和理料车间内的理料车间内的钢材出料辊道需具有矫正对中装置。在钢板下落后,通过传感器感知板材边缘位置。当横移辊道升起时,通过转动使板材边缘靠在边缘定位挡铁上,矫正对中动作。然后,升降辊道下降,板材落在输送辊道,开始输送动作。边缘挡铁采用锥形导向轮,钢板下落后可延锥形下滑至接近对中位置。下落完成后,使对中在小范围动作内完成矫正目的。板材下落后,初步纠正歪斜的为锥形导向轮。锥形导向轮既可对下落过程中的板材进行纠正,又可以对传输过程中的板材进行纠正。完成钢板对中后,锥形导向轮处设置检测装置,提供后续动作信号。
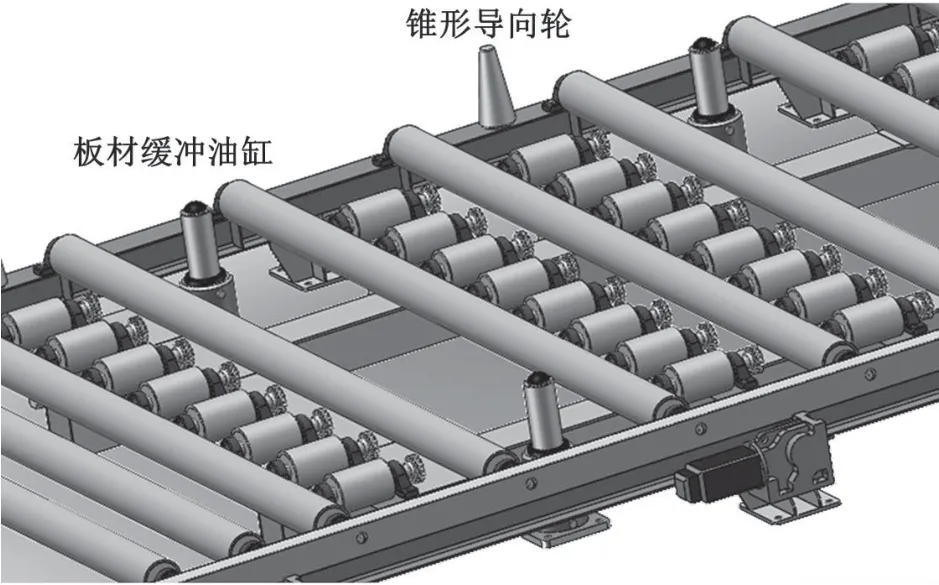
图8 缓冲装置布置示意图
3 内部构件自动传输系统
内部构件自动传输系统是连接自动化行车、理料车间划线机、切割加工车间的钢板定位传输系统,主要由传输辊道、横移辊道、废料斗、切割平台、信息采集系统、库管物流管理以及集控系统构成。
3.1 横移辊道
车体主体结构采用桁架类结构,横移车两端设置支撑辅助轮,车体长度过长,避免两端产生挠度。横移台车上安装有感应开关和机械限位,分别作为台车停止和极限限位信号,保证对接精度并防止冲限。根据下游板材需求,锁止装置启动。横移车到达锁止位置后,锁止机构锁止,将横移车锁止在相应位置,其他无供料需求的下游设备为关闭状态,仅有需求的下游设备启动锁止装置。内部构件自动传输系统横移辊道三维模拟图如图9所示。

图9 内部构件自动传输系统横移辊道
3.2 切割平台
切割平台(滚动胎架)采用分段分体形式制作,由胎架骨架结构、中间连接梁、滚动链、驱动链轮、驱动减速器、驱动电机、插板、排风以及中间隔板等构成。主体结构采用箱型梁形式,两侧由板材焊接形成,附件由支撑支座、风道、上滑道、下滑道以及滑道板构成。中间连接梁为桁架类型,通过栓结组合为切割平台体,下设支撑肘板和肘板。角钢上附设滑道,链轮滚动在滑道上,由减速电机驱动联轴器,输送动力给主轴、链轮,驱动切割平台做滚动循环使用。调整形式为被动轴调节链条松紧,主动轴固定。切割平台整体三维图如图10所示。此外,板材自动传输系统的切割平台也采用该设计。

图10 切割平台
4 结语
本文提出了一种针对船舶制造企业的钢材一体化智能检测和输送系统,极大地提高了钢板表面缺陷智能检测系统检测效率、钢板生产率与经济效益。该智能检测和输送一体化系统可实现检测钢板的最大尺寸为24 m×4.5 m,质量为25 t,检测辊道尺寸为28 m×5 m,具有3D功能,输送速度为0~15 m·min-1(变频调速),横移轨道(横移辊道)可输送的钢板尺寸为12 m×3 m~24 m×4.5 m,最大横移速度为6 m·min-1,含喷码系统、编码标识系统、信息采集系统库管物流管理、集控系统及高精度吊排等。
猜你喜欢
石材(2022年1期)2022-05-23
石材(2022年1期)2022-05-23
昆明医科大学学报(2022年2期)2022-03-29
中国金属通报(2021年4期)2021-05-20
现代计算机(2020年32期)2021-01-18
石材(2020年12期)2021-01-15
中国金属通报(2020年10期)2021-01-06
电子制作(2017年13期)2017-12-15
制造业自动化(2017年2期)2017-03-20
建筑工程技术与设计(2015年28期)2015-10-21