
PEO基固态聚合物电解质膜的免溶剂熔融制备及性能
2023-01-05 01:52:28张桂珍刘洋严明保
华南理工大学学报(自然科学版) 2022年8期
张桂珍 刘洋 严明保
(华南理工大学聚合物新型成型装备国家工程研究中心/聚合物成型加工工程教育部重点实验室/广东省高分子先进制造技术及装备重点实验室,广东 广州 510640)
电动车产业的发展带动了市场对锂离子电池的需求。商用锂离子电池绝大多数使用电解液+隔膜的结构[1],在重复充放电循环过程中,锂枝晶会生长进而刺穿隔膜,导致电池短路、过热和爆炸等一系列的安全问题[2]。固态聚合物电解质(Solid Polymer Electrolyte,SPE)不使用电解液,具有机械强度高、电化学稳定性好、能抑制锂枝晶生长的优势,可以解决传统液态锂离子电池存在的安全问题[3]。
固态电解质作为全固态锂离子电池的核心元件,其性能的优劣直接影响电池性能的好坏。聚合物基固态电解质具有良好的加工性、柔韧性以及与电极界面良好的相容性,受到研究人员的广泛关注。聚环氧乙烷(PEO)分子链上含有—O—基团,与锂离子(Li+)的络合能力强,且具有Li+供体数多、链柔性高、介电常数高、Li+溶剂化能力强等优点,是理想的聚合物基体材料[4]。但由于离子在非晶区的转移机制,使得PEO基电解质的离子电导率低,力学性能差,不能满足电池的实际需要,因此需要通过共混或者添加无机填料[5]等方法进行改性。赵嫣然等[6]将具有较高电导率和稳定性的硫化物电解质70Li2S-29P2S5-1P2O5(LPOS)引 入PEO基 聚 合 物中,制备了一种新型PEO/LPOS复合聚合物电解质。与纯PEO基电解质相比,新制备的复合聚合物电解质PEO18-LiTFSI-1% LPOS的室温电导率由6.18×10-6S/cm提高至1.60×10-5S/cm,增加了158%。屠芳芳等[7]采用溶液浇注法制备以Li6.4La3Zr1.4Ta0.6O12(LLZTO)为填料、聚环氧乙烷与聚碳酸亚丙酯(PPC)共混的固态复合电解质膜,发现LLZTO和PPC的加入降低了PEO基电解质的结晶性,提高了离子电导率、电化学稳定窗口(4.7 V)和锂离子迁移数(0.25),并改善了电解质与金属锂的化学稳定性。聚偏氟乙烯(PVDF)及其共聚物聚偏氟乙烯-六氟丙烯(PVDF-HFP)具有强极性基团—CH2—CF2—,可以促进锂盐解离。此外,加入PVDF也能提高PEO基固态电解质膜的力学性能[8]。
制备聚合物基固态电解质膜的传统方法是溶液法:在有机溶剂中搅拌分散聚合物与锂盐,然后通过流延、涂布或静电纺丝等方法成膜,最后干燥去除有机溶剂[9-10]。然而,干燥流程无法完全去除溶剂,而且有机溶剂的连续蒸发会导致电解质膜微观结构难以控制,产生膜表面质量差、机械强度低、甚至是热失控反应等问题,导致固态电池应用更加复杂,成本和风险更高[11]。1986年Gray等[12]提出了无需有机溶剂制备固态电解质的热成型技术,该技术通过物理方法将聚合物、锂盐等材料充分混合,然后将混合材料加热至聚合物基体的熔融温度,并通过平板硫化机进行热压以获得高质量的固态电解质。与溶液法相比,采用热成型技术制备固态电解质可以大大提高电解质的制备效率,降低生产成本。无机纳米填料有易团聚的特性,可生成较大的团聚体,导致材料性能劣化,采用传统的机械分散法,可利用强剪切力使填料达到良好的分散效果[13]。2018年,Chen等[14]报道了通过机械搅拌混合PEO-LiTFSI-LLZTO材料,然后利用热压成型技术制备不同导电陶瓷粉末含量的复合固态电解质的方法,所制备的复合固态电解质在55℃下的电导率超过10-4S/cm。但单纯的机械搅拌方式并不能保证物料的充分混合,混合过程也无法得到有效控制。瞿金平院士研究团队[15]基于多年来在聚合物复合材料加工方面的技术和理论积累,发明了一种偏心转子体积脉动形变塑化输运方法及技术,并对比分析了拉伸形变偏心转子挤出机和双螺杆挤出机对聚合物复合材料的分散混合效果,结果表明拉伸流场的分散混合效果优于剪切流场,而且热机械历程更短[16-17],能够很好地满足熔融法制备固态聚合物电解质的需求。
笔者所在课题组使用自主研发的推拉混炼仪,提出了一种PEO基复合固态电解质膜的拉伸应力诱导免溶剂熔融制备方法。与简单的机械搅拌相比,拉伸形变支配的热熔混合过程可以保证物料充分混合,而无溶剂制备可以大幅度缩短制备时间,降低生产成本,提高安全性。文中采用理化表征和电化学测试方法,研究不同工艺参数对复合固态电解质膜性能的影响,探究新的工艺和方法,以期促进高性能聚合物基复合固态电解质膜的发展。
1 实验
1.1 实验材料
PEO(重均相对分子质量300 000)、聚乙烯吡咯烷酮(PVP)(重均相对分子质量58 000)购自上海阿拉丁生化科技股份有限公司,PVDF-HFP(重均相对分子质量450 000)购自法国Arkema公司,使用前在50℃下真空干燥24h。双三氟甲磺酰亚胺锂(LiTFSI)购自江苏国泰超威新材料有限公司,在100℃下真空干燥12 h后保存在充满Ar气氛的手套箱中。
1.2 实验设备与表征方法
1.2.1 推拉混炼仪
课题组以偏心转子挤出机的平直段结构为参考,设计并制造了一台基于拉伸应力诱导复合材料充分分散混合的推拉混炼仪,具体结构如图1所示。该机器的拉伸塑化系统主要由定子和动子两部分组成,当动子往前运动时,前腔室的体积变小,后腔室的体积变大,前腔室的物料受到动子的挤压后,经间隙进入后腔室,当物料全部进入后腔室后,动子往后运动,前腔室的体积变大,后腔室的体积变小,后腔室的物料受到动子的挤压经过间隙进入前腔室,如此循环往复。在动子前后往复运动的过程中,复合材料不断受到拉伸挤压作用,进而得以充分分散混合。
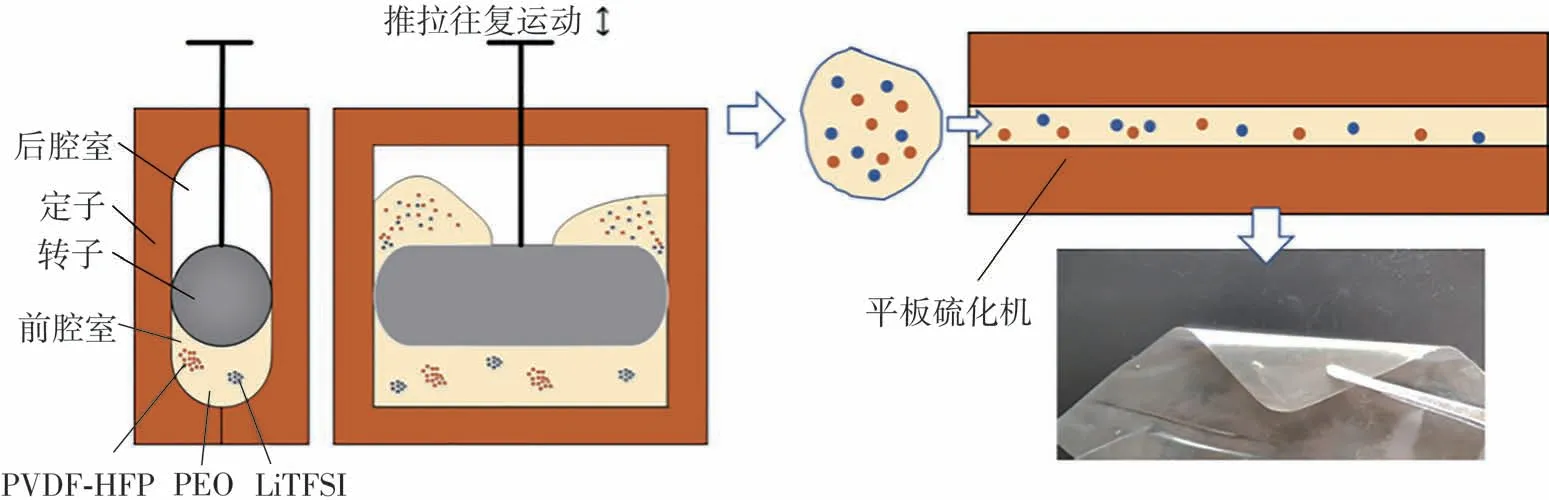
图1 推拉混炼仪示意图Fig.1 Schematic diagram of the preparation process of composite solid electrolytes
1.2.2 X射线衍射分析
使用具有Cu-Ni辐射的德国Bruker公司产D8 Advance型X射线衍射仪(λ=0.154mm,K=0.943)在固态聚合物电解质上进行X射线衍射扫描。该设备在室温下工作,扫描速率为0.2°/s,扫描范围(2θ)为10°~50°。样品的结晶度(Xc)和半峰宽(FWHM)数据用Jade 6.5软件通过将衍射曲线的反卷积分分解成结晶和无定形组分的峰面积来分析。
1.2.3 场发射扫描电子显微镜分析
采用美国FEI公司生产的型号为QUANTA FEG250的场发射扫描电子显微镜对固态聚合物电解质和循环前后电极极片的表面微观形貌进行观察。裁取合适样品固定在样品台导电胶上,使用美国EMS公司生产的150RS型喷金仪进行喷金处理,将样品放置于真空观察台上进行观察取像,加速电压选择5kV,放大倍率选择100~10000不等。为进一步分析固态电解质复合材料的分散混合效果和循环前后电极极片的元素分布情况,使用能谱仪(EDS)对部分典型区域的N、S、La、Zr、Ta等元素分布分别成像,并对各原子比例进行测量统计。
1.2.4 差示扫描量热分析
采用德国耐驰仪器制造有限公司生产的型号为Netzsch DSC 204C的差示扫描量热仪测量不同拉伸次数和锂盐含量下PEO基固态电解质的结晶度和熔点。取质量为5mg的电解质制备样品,进行第一次升温(30~210℃),升温速率为10℃/min,在210℃下恒温5min,然后从210℃降温至30℃,消除热历史,随后再进行二次升温(30~210℃)。记录加热和冷却扫描曲线以进行数据分析。
1.2.5 离子电导率测试
采用上海辰华仪器有限公司生产的CHI660E型电化学分析仪进行电化学性能测试。
PEO基固态聚合物电解质膜的离子电导率通过交流阻抗测试结合数学计算来获得。交流阻抗测试通过施加1个频率不同的小振幅正弦波扰动信号对电极系统进行刺激,收集电极系统响应信号与扰动信号的对应关系测得电极阻抗,然后推测电极系统等效电路,分析电极系统的动力学特征。通过Z-View等阻抗拟合软件对交流阻抗谱测试结果进行拟合,可以得到具体的阻抗值。离子电导率测试过程中测试结构为ss/SPE/ss,其中ss为不锈钢阻塞电极。交流阻抗测试得到交流阻抗谱拟合后,经过数学计算即可获得PEO基固态聚合物电解质膜的离子电导率。
1.2.6 电化学稳定窗口测试
电化学稳定窗口测试采用线性扫描伏安法(LSV),即在电极上施加1个线性变化的电压,使电极电位随外加电压线性变化,记录工作电极上的电解电流。所记录的电流随电极电位变化的曲线称为线性扫描伏安图。LSV能够有效分析PEO基固态聚合物电解质膜的电化学稳定窗口,采用的测试结构为Li/SPE/ss,一端为金属锂电极,另一端为不锈钢阻塞电极。LSV测试结果对于全固态锂离子电池制备过程中正极活性物质的选择有着直接的决定作用,只有氧化还原电位在PEO基固态聚合物电解质膜稳定的电位区间内的正极材料才能进行电池组装。
1.3 PEO基固态电解质膜的制备方法
1.3.1 拉伸应力诱导免溶剂熔融法
称取PEO聚合物粉末和LiTFSI导电锂盐,手动搅拌混合1 min,按照一定质量比加入PVDF-HFP或者PVP,继续手动混合1 min;把经过手动混合的复合材料加入到自主研发的具有拉伸混合作用的推拉混炼仪中,在210℃下来回往复推拉;将经过拉伸应力诱导熔融混合均匀的物料用平板硫化机在210℃和18MPa的条件下热压成120~150μm厚的均匀电解质膜;使用切片机将电解质膜铳成直径为16 mm(扣式电池用隔膜尺寸)的电解质膜片,保存在手套箱中。
实验控制变量分别为拉伸次数、锂盐含量、PVDF-HFP含量以及PVP含量,详见表1。
1.3.2 溶液浇铸法
在溶液浇铸法制备PEO基固态聚合物电解质的过程中,先将PEO在60℃的真空烘箱中干燥12 h,PVDF-HFP和LiTFSI在100℃的真空烘箱中干燥12h。按照表2称取PEO和LiTFSI加入到适量的N-甲基吡咯烷酮(NMP)溶剂中,超声波搅拌5 h,待PEO和LiTFSI溶解在溶剂中混合成均匀溶液之后,按照一定的PEO与PVDF-HFP的质量比(100∶0,90∶10,70∶30,50∶50,30∶70,10∶90,0∶100)称取PVDFHFP加入溶液中,继续超声搅拌5 h,直至混合成均匀溶液;将混合均匀的溶液倒入聚四氟乙烯模具中,抽真空去除溶液内的气泡后,转移到干燥器内干燥,待绝大多数溶剂被干燥剂吸收后,将模具转移至真空烘箱内,于60℃下真空干燥24h,得到平整度较差的固态电解质膜。为了获得更高的膜平整度,将电解质膜在210℃、18MPa的条件下于平板硫化机中热压,得到表面平整度较高、厚度在120~150μm的固态电解质膜。使用手动切片机将电解质膜铳成直径为16mm(扣式电池用隔膜尺寸)的电解质膜片,保存在充满高纯氩气的手套箱内。
表2 溶液浇铸法实验条件Table 2 Experimental conditions for preparing SPE by casting
2 结果与讨论
2.1 PEO基固态电解质膜制备方法对比
为了比较溶液浇铸法和拉伸应力诱导免溶剂熔融法制备聚合物基复合固态电解质膜的差异,分别采用两种方法制备了不同PVDF-HFP含量的PEO基固态聚合物电解质膜。由图2可以观察到,采用熔融法制备的薄膜表面光滑,平整性良好。
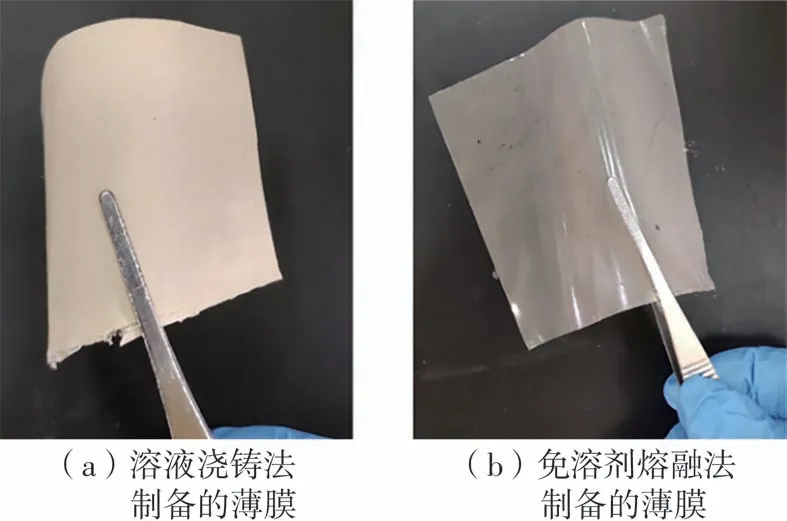
图2 PEO基固态聚合物电解质膜Fig.2 PEO-based solid polymer electrolyte membranes
首先对由溶液浇铸法和拉伸应力诱导免溶剂熔融法制备的PEO基固态聚合物电解质膜进行交流阻抗(EIS)测试,对测试结果进行拟合计算,得到两种方法制备的不同PVDF-HFP含量的固态聚合物电解质在不同温度下的离子电导率,如图3所示。当PVDF-HFP含量相同时,免溶剂熔融法制备的固态聚合物电解质膜与溶液浇铸法制备的残留了有机溶剂的电解质膜的离子电导率相当,表明拉伸应力诱导熔融制备PEO基固态聚合物电解质膜的方法可行且高效。
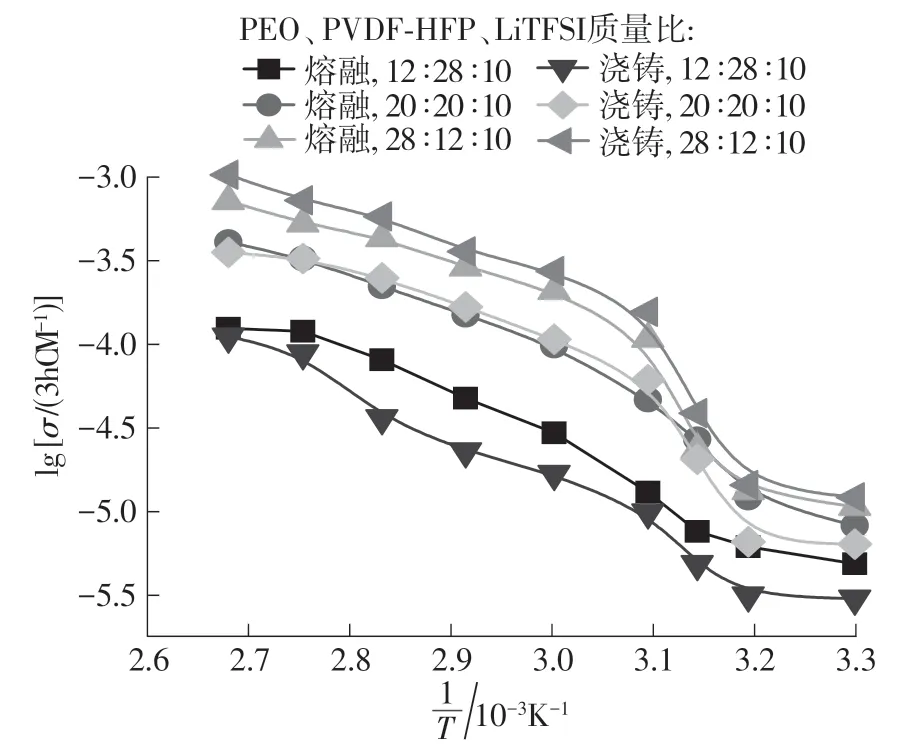
图3 不同方法制备的固态聚合物电解质膜离子电导率与温度的关系Fig.3 Relationship between ionic conductivity and temperature of solid polymer electrolyte membranes prepared by different methods
2.2 拉伸应力诱导免溶剂熔融法工艺研究
拉伸应力诱导免溶剂熔融法中,推拉混炼仪基于拉伸应力诱导复合材料分散混合,具有周期短、分散混合效果好和聚合物基体热降解少等优点。文中使用推拉混炼仪探究锂盐含量、拉伸次数、PVDF-HFP含量和PVP含量对所制备的PEO基固态聚合物电解质膜的影响。
2.2.1 拉伸次数的影响
锂盐含量为25%时,不同拉伸次数下制备的PEO基固态聚合物电解质膜的结晶度如表3所示。在该锂盐含量下PEO结晶度很低,而PVDF-HFP结晶度则随着拉伸次数的增加而下降。这是由于随着拉伸次数的增加,复合材料被分散得更均匀,不同材料之间的分散混合导致同种材料分子链段的规则排列能力降低,进而导致了聚合物基体结晶度的下降。

表3 不同拉伸次数下PEO基固态聚合物电解质膜的结晶度Table 3 Crystallinity of PEO-based solid polymer electrolyte membranes prepared by different stretching times
图4显示,拉伸应力诱导免溶剂熔融法制备的PEO基复合固态聚合物电解质膜表面平整,LiTFSI单独含有的元素S在电解质中分布均匀,这表明PVDF-HFP与PEO很好地相容在了一起,同时导电锂盐均匀分布在PEO基体中。

图4 拉伸180次制备的PEO基固态聚合物电解质膜的SEM图Fig.4 SEM images of PEO-based solid polymer electrolyte membrane prepared by stretching 180 times
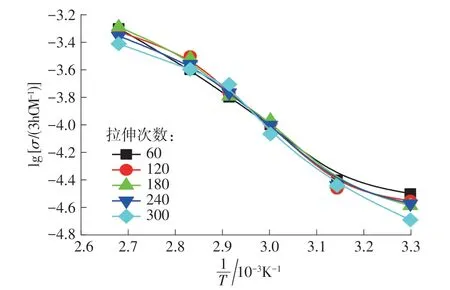
图5不同拉伸次数下固态电解质膜的离子电导率Fig.5 Ionic conductivity of solid polymer electrolyte membranes prepared with different stretching times
图5 所示为不同拉伸次数下PEO基固态聚合物电解质膜的离子电导率。可以发现,电解质膜的离子电导率差异不大,说明拉伸次数对电解质膜离子电导率的影响很小。这是因为PVDF-HFP不参与锂离子的输运,所以即使结晶度下降也不会增加锂离子输运通道。综合以上结果,文中选用在60℃时具有最高离子电导率的180次拉伸次数作为后续实验的拉伸次数条件。
2.2.2 锂盐含量的影响
不同锂盐含量下PEO基固态聚合物电解质膜的熔点和结晶度如表4所示。随着LiTFSI含量的增加,PEO和PVDF-HFP的熔点和结晶度都呈下降趋势,当LiTFSI含量达30%时,PEO基体的结晶峰消失,表明在该锂盐含量下PEO基体不结晶。一方面,LiTFSI解离产生的Li+与PEO分子链中的—O—络合,阻碍链段的规整排列运动;另一方面,LiTFSI分散在聚合物基体中,阻碍聚合物分子链的规整排列运动,进而影响聚合物基体的结晶度。虽然锂盐含量增多、团聚可能会削弱锂盐对聚合物基体结晶度下降的影响,但从结果来看,锂盐含量仍是主要影响因素,这可能归因于拉伸应力对锂盐良好的分散。

表4 不同LiTFSI含量下PEO基固态聚合物电解质膜的DSC测试结果Table 4 DSC test results of PEO-based solid polymer electrolyte membranes with different LiTFSI contents
DSC测试结果表明,聚合物基体的结晶度随着LiTFSI含量的增加而下降,而且固态聚合物电解质主要通过聚合物基体的非晶区链段运动来传递Li+,据此推断:结晶度下降,传递Li+的链段数增多,离子电导率应该上升。但是由图6所示不同LiTFSI含量下PEO基固态聚合物电解质膜的离子电导率测试结果可以发现,电解质膜的离子电导率并未随着LiTFSI含量的增加而增大,而是在LiTFSI含量为25%时达到最大值,60℃时离子电导率达1.19×10-4S/cm。这是因为LiTFSI含量低于25%时,随着LiTFSI含量的增加电解质膜中的锂盐浓度增大,产生更多能自由移动的Li+,使得离子电导率增大。当LiTFSI含量超过25%时,虽然能自由移动的有效Li+增多,但作为锂离子运输通道的—O—已趋于饱和,而且伴随着阴离子的增多反而可能会干扰Li+在两个—O—之间的传递;除此之外,锂盐含量增多可能导致过多的锂盐在电解质膜中团聚,无法解离,使得自由Li+减少,因此离子电导率反而下降。

图6 不同LiTFSI含量下PEO基固态聚合物电解质膜的离子电导率Fig.6 Ionic conductivity of PEO-based solid polymer electrolyte membranes prepared with different LiTFSI content
2.2.3 PVDF-HFP含量的影响
相比于PEO,PVDF-HFP具有较高的机械强度、良好的热稳定性与耐化学性,且与PEO具有良好的相容性。PVDF-HFP在PEO基固态聚合物电解质中可以起到支撑骨架的作用,改善PEO基固态聚合物电解质的机械性能与力学强度,提高电化学稳定窗口。
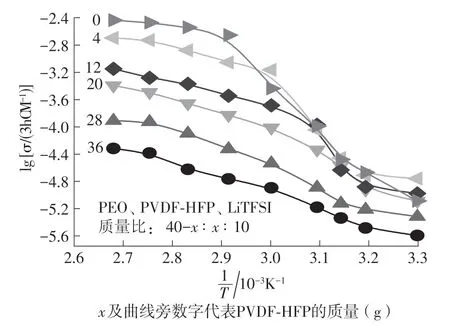
图7 不同PVDF-HFP含量下PEO基固态聚合物电解质膜离子电导率与温度的关系Fig.7 Relationship between ion conductivity and temperature of PEO-based solid polymer electrolyte membranes prepared with different PVDF-HFP dosage
不同PVDF-HFP含量下电解质膜离子电导率随温度的变化如图7所示。随着PVDF-HFP含量的增加,固态聚合物电解质膜的离子电导率呈下降趋势。这表明添加PVDF-HFP对提高电解质膜的离子电导率没有促进作用,因为PVDF-HFP本身并不是导电聚合物,不能传递Li+。当PVDF-HFP含量增加时,能传递Li+的PEO基体的含量降低,导致PEO基复合固态电解质膜的离子电导率降低。
分别对不同PVDF-HFP含量下的PEO基固态聚合物电解质膜进行XRD测试,结果如图8所示。在不含PVDF-HFP的纯PEO基固态电解质中,2θ=19.2°(120晶面)和23.3°(010晶面)处存在两个反映PEO半结晶性质的宽峰,这是由PEO分子链与分子链之间的氢键导致的聚醚侧链有序化。在100% PVDF-HFP含量的固态电解质中则发现了反映PVDF-HFP半 结 晶 性 质 的17.6°(100晶 面)、18.3°(020晶面)和19.8°(110晶面)宽峰。从图8可以看出,随着PVDF-HFP含量的增大,反映PEO半结晶性质的两个峰强度慢慢降低,到PVDF-HFP含量为50%时演变成一个扁平的长峰,这同样表明PVDF-HFP的加入降低了PEO的结晶度。虽然随着PVDF-HFP含量的增加PEO基体的结晶度下降,但PVDF-HFP在固态电解质中不传递锂离子,传递锂离子的PEO链段含量降低,所以固态电解质总的离子电导率是随着PVDF-HFP含量的增加而下降的。
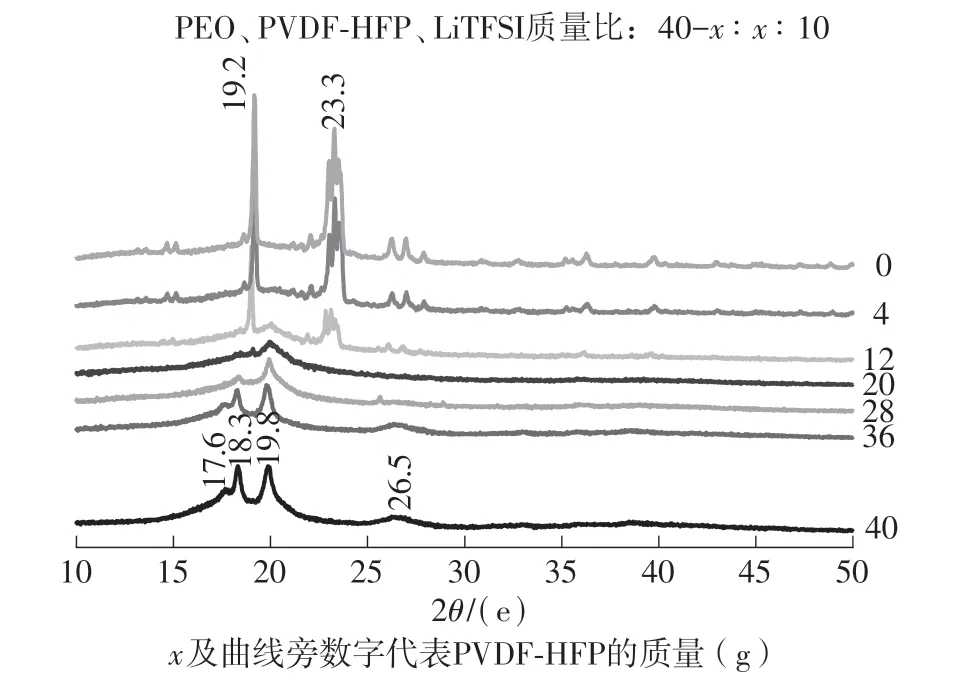
图8 不同PVDF-HFP含量下PEO基固态聚合物电解质膜的XRD图Fig.8 XRD patterns of PEO-based solid polymer electrolyte membranes prepared with different PVDF-HFP contents
稳定电化学窗口范围是衡量电解质的一个重要标准,宽的电化学窗口能够增大正极活性物质的选取范围。锂离子电池充放电测试区间一般在3.0~4.5 V以内,因此对PEO基固态聚合物电解质进行电化学稳定窗口测试、判断其在各个温度下的分解电位显得尤为重要。图9所示为30%PVDF-HFP含量下固态电解质膜的电化学稳定窗口。可以看到,电解质膜在60℃下的电化学稳定窗口超过5.0 V,直到80℃时电化学稳定窗口也在4.5 V以上,满足锂离子电池的使用要求。
2.2.4 PVP含量的影响
固态电解质膜的拉伸应力诱导免溶剂熔融制备法对于不同材料体系有很强的适应性。除了PVDFHFP,PVP也可作为一种骨架材料用于熔融法制备。图10是不同PVP含量下PEO基固态电解质膜的离子电导率。可以发现,随着PVP含量的提高,离子电导率也增大。

图9 30%PVDF-HFP含量下PEO基固态聚合物电解质膜的电化学稳定窗口Fig.9 Electrochemical stability window of PEO-based solid polymer electrolyte membrane with 30%PVDF-HFP

图10 不同PVP含量下PEO基固态聚合物电解质膜的离子电导率Fig.10 Ionic conductivity of PEO-based solid polymer electrolyte membranes with different PVP contents
3 结论
文中采用推拉混炼仪制备PEO/PVDF-HFP/LiTFSI复合材料,采用平板硫化机热压成型PEO基固态聚合物电解质膜,SEM、XRD、热性能测试以及电化学性能测试结果表明,所制备的复合固态电解质膜分散效果良好、结构稳定,对比测试该新方法和溶液浇铸法制备的PEO基固态聚合物
电解质膜,发现在无溶剂的情况下,二者的离子电导率相当。在60℃的测试环境下,离子电导率为2.07×10-4S/cm,同时电化学稳定窗口超过5.0V。本研究旨在提供一种拉伸应力诱导PEO基固态聚合物电解质免溶剂熔融制备的新工艺。与此同时,为进一步加深对电解质性能的了解,需要考虑诸如循环性能、倍率性能等全电池性能,这些性能和界面阻抗、电极材料与电解质膜的匹配性等有关,课题组会在后续实验中对此进行研究,以推动锂离子电池全固态聚合物电解质的进一步发展。
猜你喜欢
上海理工大学学报(2021年3期)2021-07-20 08:04:04
陶瓷学报(2021年1期)2021-04-13 01:33:40
陶瓷学报(2021年1期)2021-04-13 01:32:54
营销界(2019年50期)2019-03-04 08:00:02
中国科技博览(2017年39期)2017-09-07 09:14:31
核技术(2016年4期)2016-08-22 09:05:24
塑料制造(2016年5期)2016-06-15 20:27:39
化工生产与技术(2016年4期)2016-03-14 21:22:37
电源技术(2015年1期)2015-08-22 11:16:32
导航定位学报(2015年2期)2015-06-05 09:27:42
