电解磨削加工技术研究现状与展望
2023-01-05 12:56焦锋马晓三别文博牛赢牛屾
兵工学报 2022年12期
焦锋, 马晓三, 别文博, 牛赢, 牛屾
(1.河南理工大学 机械与动力工程学院, 河南 焦作 454000; 2.平顶山学院 电气与机械工程学院, 河南 平顶山 467000)
0 引言
为了解决传统磨削加工中存在的磨削温度高[1-2]、容易产生表面磨削烧伤和裂纹[2-3]、磨具堵塞和磨损严重[4]等问题,国内外学者提出了多种复合磨削加工技术,主要有超声振动辅助磨削[5-6]、电火花机械复合磨削[7]和电解磨削[8]等。其中,电解磨削(ECG)是一种将电解加工(ECM)与传统机械磨削相结合形成的电化学- 机械复合加工技术[9],由Keeleric于1952年提出,当时主要用于实现硬质合金材料的高速、高效加工[10-11]。对于硬质合金、钛合金、镍基高温合金等各种难加工导电材料,电解磨削能够获得较大的材料去除率(MRR)、较高的表面质量和较小的砂轮磨损量,从而表现出优异的加工性能。
国内外学者针对电解磨削从材料去除和表面创成机理、在各种新材料精密加工中的应用等方面进行了深入研究,并提出了多种新型复合电解磨削加工技术。本文对电解磨削的加工原理、分类和工艺性能进行了总结,从理论研究、加工仿真、工艺优化和工程应用、各种新型复合电解磨削加工技术等方面对电解磨削的研究现状进行了分析,并对未来的研究进行了展望。
1 电解磨削加工原理和分类
1.1 加工原理
电解磨削加工原理如图1所示。工件与直流脉冲电源的正极相连接,导电砂轮通过砂轮杆和电刷与电源负极相连接。加工过程中,导电砂轮通过其表面的磨粒与工件接触,对工件施加一定的压力,使金属结合剂与工件之间构成很小的间隙,工件表面材料在电化学作用下发生阳极溶解,并形成一层钝化膜,该钝化膜阻碍或减缓了阳极溶解的持续进行,其硬度显著低于工件基体材料[12-14]。在工件持续进给的情况下,钝化膜被导电砂轮表面的磨粒刮除,阳极溶解得以继续进行。在电化学阳极溶解、钝化膜生成、钝化膜刮除3个环节循环进行条件下,工件表面材料被持续去除,直至达到规定的尺寸要求。
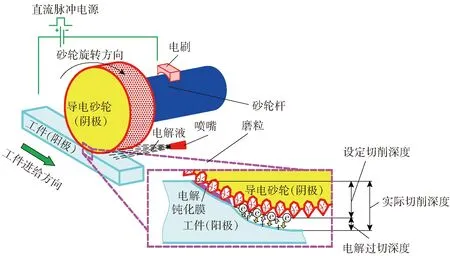
图1 电解磨削加工原理示意图Fig.1 Schematic diagram of electrochemical grinding
电解磨削使用的导电砂轮主要有烧结式、电镀式和钎焊式3种类型[15-17]。导电砂轮常见的磨料种类有烧结刚玉、高强度陶瓷、金刚石、立方碳化硼(CBN)等。导电砂轮采用铜基合金或石墨作为结合剂。其中铜基结合剂导电砂轮具有导电性能好、加工效率高等优点,并且可以采用反接电解法进行电极间隙的加工[15]和砂轮的修整[18-19],而在工程实践中应用较多。
1.2 加工分类
按照加工方式,电解磨削可分为圆周电解磨削、端面电解磨削、电解钻磨和电解铣磨。
1.2.1 圆周电解磨削
圆周电解磨削是利用圆柱形砂轮或者成形砂轮的回转圆周面与工件发生电解反应和机械磨削作用的加工方式,可以加工平面、外圆和内孔,也可用于复杂形状回转表面的切入式成形磨削。圆周电解磨削加工形式灵活多样,又能够避免端面电解磨削加工中的面积效应[16,20],目前关于电解磨削的研究大都针对这种加工方式。
1.2.2 端面电解磨削
端面电解磨削通过杯形导电砂轮的端面部位与工件发生电解反应和机械磨削作用,从而去除工件材料,其加工原理如图2所示。
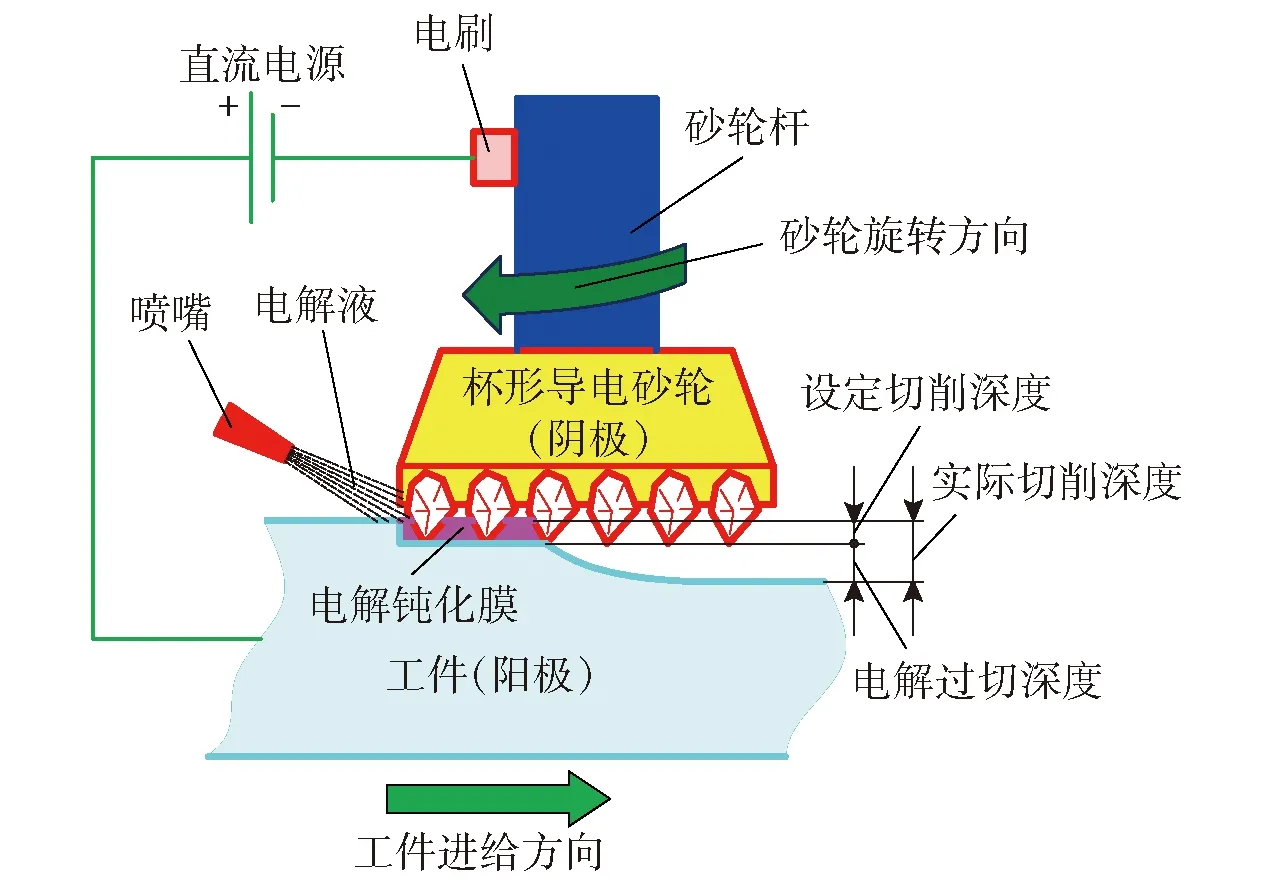
图2 端面电解磨削加工原理示意图Fig.2 Schematic diagram of ECSG
与圆周电解磨削相比,端面电解磨削加工具有砂轮与工件之间的导电面积大,材料去除率高的优点。电解磨削加工技术发展早期,这种电解磨削加工方式在工程实践中占据了主导地位[9,20]。但是端面电解磨削一般只能用于加工平面和成形加工圆环形面[21-23]。端面电解磨削加工平面时,由于电解过切效应以及加工表面各点与砂轮接触的时间和重叠概率存在差异,各部位局部切削深度不同,这就是加工的面积效应[16,20]。面积效应导致工件被加工表面不平整,加工精度下降,限制了端面电解磨削在精密、超精密加工领域的应用。
1.2.3 电解钻磨

图3 电解钻磨加工原理示意图Fig.3 Schematic diagram of ECDG
电解钻磨多用于高温合金[24-25]、不锈钢[10,14,26-27]和钛合金等难加工材料中的精密扩孔加工。电解钻磨加工原理如图3所示,其加工特点是加工过程中工件和磨具的相对进给运动沿着磨具的轴线方向。电解钻磨一般都在经过粗加工的底孔的基础上进行。
1.2.4 电解铣磨
电解铣磨多用于航空发动机整体叶盘[28-29]、叶片安装榫槽[30]、叶片外形[31-32]和薄壁机匣[33]等具有复杂形状轮廓工件的精密加工。电解铣磨加工原理如图4所示,工件和导电砂轮的相对进给按照铣削方式进行,进给路径通常通过多轴数控系统控制[17,28-29,31,34-36]。为了保证加工部位电解液供给充分,电解铣磨通常采用图4所示的空心砂轮内喷供液方式。供液管路通过旋转接头与旋转的砂轮杆相连接,电解液通过空心导电砂轮上的出液口喷入加工区域。
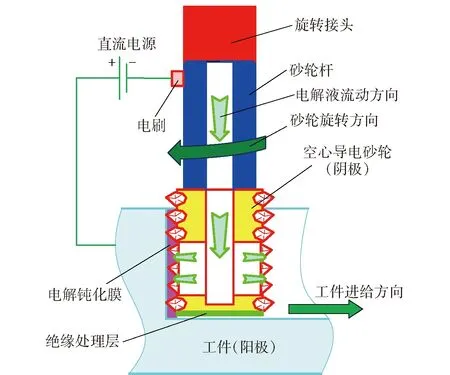
图4 电解铣磨加工原理示意图Fig.4 Schematic diagram of ECMG
深切磨削是一种通过大幅增加设定磨削深度提高工件材料去除效率的先进磨削技术,在镍基合金等诸多难加工材料的加工中获得广泛应用。然而,这种加工方法砂轮磨损和磨削热等问题突出,容易出现烧伤和微裂纹等表面缺陷。针对这些问题,有学者将深切磨削与电解铣磨加工相结合,提出了深切电解磨削加工技术[37]。葛永成[33]、Ge等[34, 38]研究结果表明,深切电解磨削过程中,工件材料在高电流密度下被高速电化学溶解,并伴随大量电化学反应产物粘附在加工表面,并未在加工表面上产生致密的钝化膜,这与普通电解磨削的加工机理有明显不同。
2 电解磨削加工工艺性能
2.1 材料去除率
电解磨削加工中的工件材料去除主要由电化学阳极溶解和砂轮磨粒机械磨削作用两部分组成。粗磨时,可以通过提高电解电压、脉冲占空比,适当提高电化学阳极溶解速率和加工进给速度,从而可以获得比较高的材料去除率[15, 28-29, 36, 39-45]。加工过程中,磨料机械磨削的作用是去除加工区域内的钝化膜和电解反应未能溶解的碳化物骨架[16, 33-34, 37-38, 46]。电解磨削切削力可在普通磨削的基础上减小25%~90%[9, 47-48],而且加工区域内没有明显的温度升高现象[49-50]。因此,与普通磨削相比,电解磨削加工材料去除率可提高3~5倍[16]。
2.2 表面粗糙度
电解磨削一般采用钝性电解液[49],加工过程中产生的钝化膜能有效抑制电解加工的杂散腐蚀[51-54]。精磨和精密加工时,可以通过降低电解电压和脉冲占空比,消除加工中的电解过切现象[40-43, 52, 55],利用磨粒的机械磨削作用保证加工的尺寸精度和表面质量[53-54, 56-57]。文献[16]的研究结果表明,电解磨削的加工精度比普通电解加工高,与普通机械磨削相当。
表面粗糙度是电解磨削加工精度研究的重要方面。Ilhan等[57-58]研究发现,电解磨削加工中,加工区域内电解液分布不均,工件表面酸度和浓差极化[16]程度差异较大,导致工件表面电化学阳极溶解速率不均匀,不利于表面粗糙度的降低。Roy等[59]利用自相关函数分析了电解磨削加工表面形貌的周期性和随机性,结果表明,加工表面粗糙度主要是由工件材料不同成分的电化学阳极溶解速率差引起的。以上研究结果表明,提高加工过程中磨粒机械磨削作用的程度,适当降低电化学阳极溶解在工件总材料去除率中的占比,可以有效降低加工表面粗糙度。
2.3 表面残余应力
与普通磨削相比,电解磨削加工机械磨削力显著降低,且没有明显温升,所以在加工表面产生的残余应力很小。电解磨削表面残余应力主要受机械应力和热应力的影响:机械应力主要是由于砂轮磨粒对加工表面的挤压作用产生的,形成残余压应力[61];热应力主要是由于机械磨削热和电极意外放电产生的,形成残余拉应力[55]。
Atkinson等[52, 55]对工具钢AISI-10电解磨削后的表面残余应力分布进行了实验研究。在0 V、3.66 V、4.41 V三种电压状态下,工件表面残余应力沿深度方向的分布如图5所示[55]。从图5中可以看出,在电源电压为0 V,材料去除方式为纯机械磨削的加工状态下,加工表面产生了残余压应力,随着电源电压和电化学溶解作用的增加,表面残余压应力逐渐减小。因此,可以认为表面残余压应力主要是机械磨削作用引起的,电化学溶解作用对表面残余应力状态几乎没有影响[55, 62]。

图5 3种电压状态下残余应力沿深度分布曲线[55]Fig.5 Distribution curves of the residual stress along depth under three voltage states[55]
2.4 加工表面缺陷
与普通机械磨削相比,电解磨削具有磨削力小、加工温度低的特点,从而能够有效避免磨削变质层、烧伤等磨削热缺陷以及磨削裂纹的产生[16, 49]。
电解磨削加工表面缺陷主要是杂散腐蚀。电解加工过程中,杂散电流对阳极工件已加工表面的二次腐蚀或对非加工区域的腐蚀称为杂散腐蚀,其表面形貌如图6所示[63]。电解磨削加工过程中产生的钝化膜虽然能有效抑制 杂散腐蚀,但是却难以从根本上杜绝。在目前的研究中通常从两方面采取措施对杂散腐蚀进行控制:一是通过掩膜、涂层等技术对阳极工件的非加工表面进行防护[16];二是对导电砂轮的非加工部位进行绝缘喷涂。葛永成[33]在深切电解磨削加工中,提出了图7所示的采用气体绝缘保护法,可有效提高电解腐蚀的定域性,抑制杂散电流对已加工表面的二次腐蚀,其工作原理是利用喷嘴在工件已加工部位充入压缩空气,利用其中的氮气,形成绝缘保护层,利用其中的氧气,进一步强化钝化膜的稳定性。Zhu等[14]在电解钻磨研究中,提出对图3所示的球头式磨具的磨头后半部分和金属杆部位使用绝缘喷涂材料进行喷涂,形成绝缘防护层,以避免这些部位产生杂散电流。对非工作部位进行绝缘防护处理后的磨具如图8(a)所示。Niu等[29]在电解铣磨研究中,提出对内喷供液空心导电砂轮的端部进行绝缘喷涂,以减少导电砂轮端部杂散电流对槽底面的二次腐蚀。空心导电砂轮端部进行绝缘喷涂后如图8(b)所示。
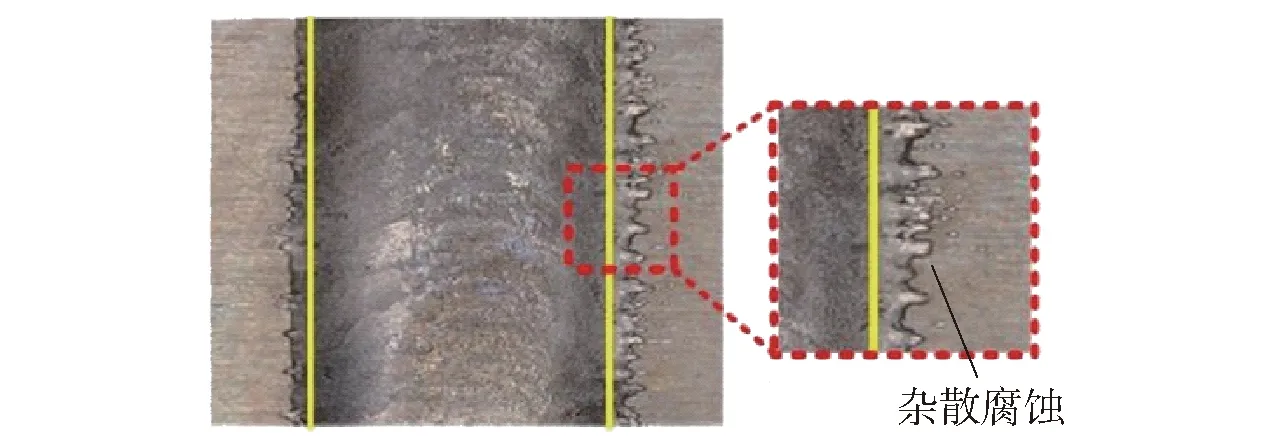
图6 电解加工“杂散腐蚀”表面形貌[63]Fig.6 Stray corrosion on the surface of the workpiece in electrochemical machining[63]

图7 工件已加工表面的气体绝缘保护法原理示意图[33]Fig.7 Schematic diagram of the gas insulation protection method for the surface of machined workpiece[33]
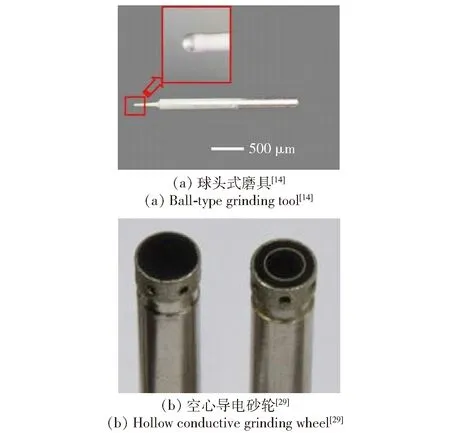
图8 对非加工部位进行绝缘处理的导电砂轮Fig.8 Conductive grinding wheels after insulation treatment on non-machined parts
2.5 砂轮磨损量
电解磨削加工中的砂轮磨损主要有磨料颗粒的机械磨损、金属结合剂的化学腐蚀和砂轮表面的放电火花腐蚀3种途径[56]。与普通磨削相比,电解磨削的机械磨削力显著降低,所以砂轮磨料颗粒的机械磨损很小。砂轮的化学腐蚀和放电火花腐蚀可以通过调整加工工艺参数加以避免[36, 53]。因此,在合适的工艺参数条件下,与普通磨削相比,电解磨削加工砂轮磨损量小得多。研究结果表明,金刚石导电砂轮电解磨削加工中的相对磨损量约为普通磨削加工的1/15左右[56]。
3 电解磨削材料去除机理研究现状
早期的研究[40, 46, 52-55, 57]认为,电解磨削加工中的工件材料去除由电化学阳极溶解和砂轮磨粒机械磨削作用两部分组成,并据此提出了材料去除率计算公式[46, 52-53]:
MRRTotal=MRRECM+MRRAbrasion
(1)
式中:MRRTotal为总材料去除率;MRRECM为电化学阳极溶解材料去除率;MRRAbrasion为磨粒机械磨削材料去除率。
Kaczmarek等[46]对电解磨削加工中的材料去除率进行了研究,分别提出电化学阳极溶解材料去除率MRRECM和磨粒机械磨削材料去除率MRRAbrasion的计算经验公式:
(2)
(3)
式中:qc为工件材料的电化学当量;w为电解液的比电导;V为电解电压;Kp为极化系数;h为电极之间的电解极间间隙;F为电极之间电解反应的有效面积;d为砂轮直径;N为砂轮圆周表面上的磨粒数;v为旋转线速度;C、m、B为经验常数。
在电解磨削加工过程中,存在过切的情况下,电解极间间隙h是沿着砂轮圆周方向变化的。使用(2)式计算电化学阳极溶解材料去除率时,需要求出h值沿砂轮圆周方向的变化规律。
Noble等[40]在研究电化学阳极溶解材料去除率时,将加工区域按图9所示进行分段研究,一段为磨粒机械磨削与电化学阳极溶解同时存在的区域,如图9所示的[θ0,θ1]区间,另一段为完全电化学阳极溶解区域,如图9所示的[θ1,90°]区间。图9中,θ为该点相对于初始切入点的圆心角。
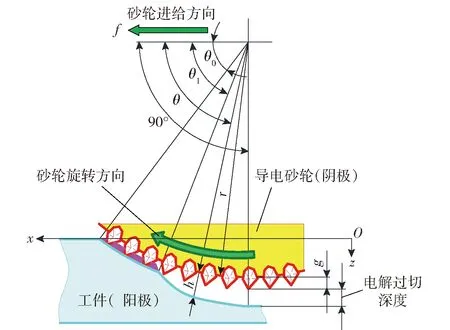
图9 电解磨削加工区域分段模型[40]Fig.9 Segmented model of electrochemical grinding[40]
在[θ0,θ1]区间内,不存在过切现象,极间间隙恒等于砂轮上的磨粒突出高度g,针对该区间,建立了有效电解间隙h′微分方程:
(4)
式中:h′为[θ0,θ1]区间内任意一点有效电解间隙;C为电化学常数;f为砂轮进给速度;r为砂轮金属结合剂半径。
在[θ1,90°]区间内,产生了实际加工深度大于砂轮设定磨削深度的现象,即过切现象[40-43, 52, 55]。该区间内工件材料去除完全靠电化学阳极溶解,针对该区间,建立了极间间隙h微分方程:
(5)
利用(4)式和(5)式的近似数值解,并结合(2)式,即可求出加工过程中电化学阳极溶解的材料去除率[40]。
Kozak等[64]根据电化学阳极溶解成形理论模型[65],在图9所示的Oxz坐标系中,对电解磨削加工区域内工件表面几何形状随时间的变化规律z=Z(x,t)进行研究,得出如下微分方程:
(6)
式中:kv为工件材料的电化学可加工性系数;i为加工区域内的平均电流密度。
平均电流密度i可通过(7)式计算:
(7)
式中:β为导电砂轮表面未覆盖磨粒的金属结合剂面积与砂轮圆柱面面积之比;κ为电解液的电导率;E为电极总过电位,等于阳极和阴极过电位之和。
电解极间间隙h可通过(8)式计算:
(8)
式中:x(t)和z(t)为加工区域内工件表面上某点坐标随时间的变化;xo(t)和zo(t)为砂轮轴心随时间的变化。
利用有限差分法对(6)式~(8)式组成的方程组进行数值求解,即可得出加工区域工件表面轮廓电化学成形过程。
研究结果表明,电解磨削中电化学阳极溶解和磨粒机械磨削作用的匹配对于加工精度和效率具有至关重要的影响[14, 25, 27, 30, 66]。根据加工过程中电化学阳极溶解在总的材料去除中的比重,或图9中[θ1,90°]区间的大小,电解磨削可划分为4种加工状态[41, 52, 55]:状态Ⅰ的电解电压小于电极总过电位E,电流密度为0,加工区域内未发生电解反应,材料去除为纯机械磨削;状态Ⅱ的电解电压超过了电极总过电位E,加工区域内发生了电解反应,但是电解电压值较小,进给速度较高,整个加工区域内未发生过切;状态Ⅲ的电解电压较高、进给速度较低,加工区域内发生局部过切;状态Ⅳ的电解电压过高,进给速度过低,整个加工区域内均发生了过切,磨粒不能起到机械磨削作用,材料去除为纯电解方式。各状态下的加工区域轮廓如图10所示[52]。表面粗糙度、电流和过切深度随电解电压变化曲线及其对应的4种加工状态如图11所示[41, 52]。
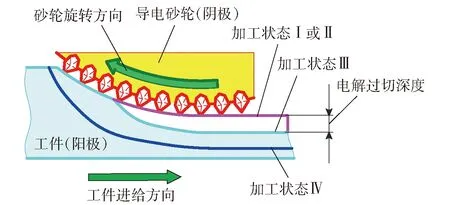
图10 电解磨削4种加工状态示意图[52]Fig.10 Schematic diagram of four machining states of electrochemical grinding[52]
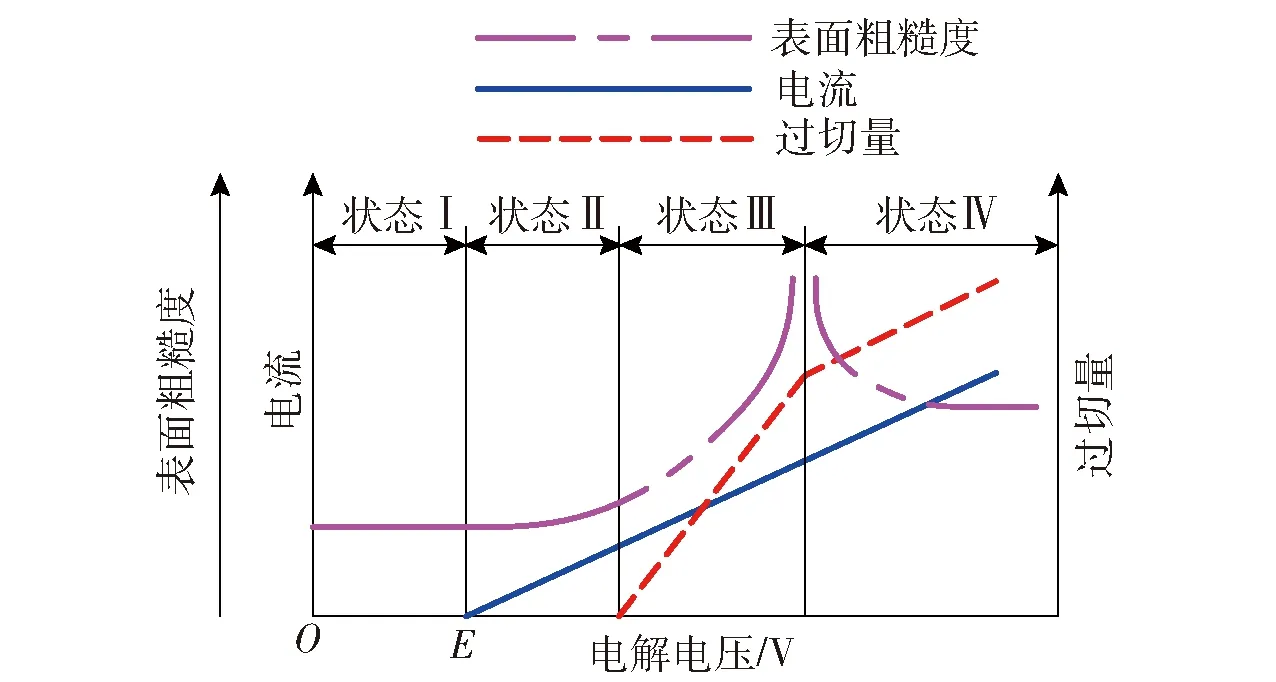
图11 4种加工状态随电源电压变化示意图[41, 52]Fig.11 Schematic diagram of four machining states changing with power supply voltage[41, 52]
对于上述电解磨削加工状态,粗磨时,可采用有过切现象的加工状态Ⅲ,以提高材料去除率和加工效率;最终精磨时,可采用磨料机械磨削和电化学阳极溶解同时存在,但是不存在过切现象的加工状态Ⅱ,以保证最终尺寸精度和表面质量[42]。Tehrani等[42]研究结果表明,在电解磨削加工中采用直流脉冲电源,可有效控制过切现象,在其他加工参数保持恒定时,过切深度随脉冲电流占空比的减小而减小,他们还研究了过切产生的临界条件,该研究成果为电解磨削粗精加工转换过程中过切深度的调整提供了理论依据。
以上关于电解磨削材料去除机理的研究都针对电化学阳极溶解和砂轮磨粒机械磨削两方面。Gaikwad等[51]、Sapre等[ 67]和Rahi等[68]研究认为电解液冲刷作用对工件材料去除也有较大影响,通过利用流体动力学理论对电解液冲刷引起的工件材料去除率进行了研究。在此基础上,提出了新的材料去除率计算公式[67]:
MRRTotal=MRRECM+MRRAbrasion+MRRErosion
(9)
式中:MRRErosion为电解液冲刷引起的工件材料去除率。
以上研究都是将电解磨削中的电化学阳极溶解、磨粒机械磨削作用和电解液冲刷作用分开,对于电化学阳极溶解过程,都将其等效于旋转电极电解加工[49, 40, 69],对于磨粒机械磨削过程,都将其等效于普通磨削。目的研究均未能充分考虑各影响因素之间的交互关联性,也忽略了钝化膜对电化学阳极溶解的抑制作用和对工件材料去除的影响,因此,建立的电解磨削材料去除率模型与加工实际有较大差异。
4 电解磨削加工过程仿真研究现状
目前针对电解磨削加工过程的数值仿真研究主要是在材料去除机理研究基础上,通过对关于电化学阳极溶解的微分方程进行数值求解,得出特定条件下的电解磨削工件表面轮廓成形规律曲线。Noble等[40]在通过建立加工过程中电解极间间隙微分方程,并对其数值求解,得出了电解磨削加工区域内不同位置电解过切深度变化规律曲线。Kozak等[64]通过对电解磨削加工过程中电化学阳极溶解深度微分方程进行数值求解,得出不同电解电压和进给速度条件下工件表面电化学溶解成形轮廓变化规律曲线。以上对于电解磨削加工过程的数值仿真研究,都着重考虑了电化学阳极溶解对工件被加工表面轮廓变化的作用,而对磨粒机械磨削作用考虑不多,也未能充分考虑加工过程中钝化膜的生成和去除对工件表面轮廓变化的影响。
目前对于电解磨削加工过程的物理仿真研究主要围绕加工部位电场[10, 25, 27-29, 44]和电解液流场[10, 28, 33, 36, 39, 45, 51, 67-68, 70]两方面进行。
对于电解磨削电场仿真,大都利用多物理场仿真软件COMSOL对加工区域内的电流密度和电势分布进行研究,从而对电解磨削加工过程中工件材料电化学溶解速度分布进行预测。在此过程中,都是将电极间隙内的电解液视为均匀的,其电导率视为恒定的,并且将砂轮和工件在加工区域内的表面视为等电势面。Li等[44]在内喷式供液电解铣磨研究过程中,对平底和锥形凹面底两种空心导电砂轮的加工区域电场进行仿真,两种砂轮电解铣磨加工区域内电势分布以及加工后端面过切深度对比如图12所示。从图12中可以看出,与使用平底砂轮加工相比,使用锥形凹面底砂轮,能有效改善加工过程中砂轮底部电势分布,减小砂轮底部对已加工表面的杂散腐蚀,从而减小加工的端面过切深度,提高加工表面的尺寸精度。
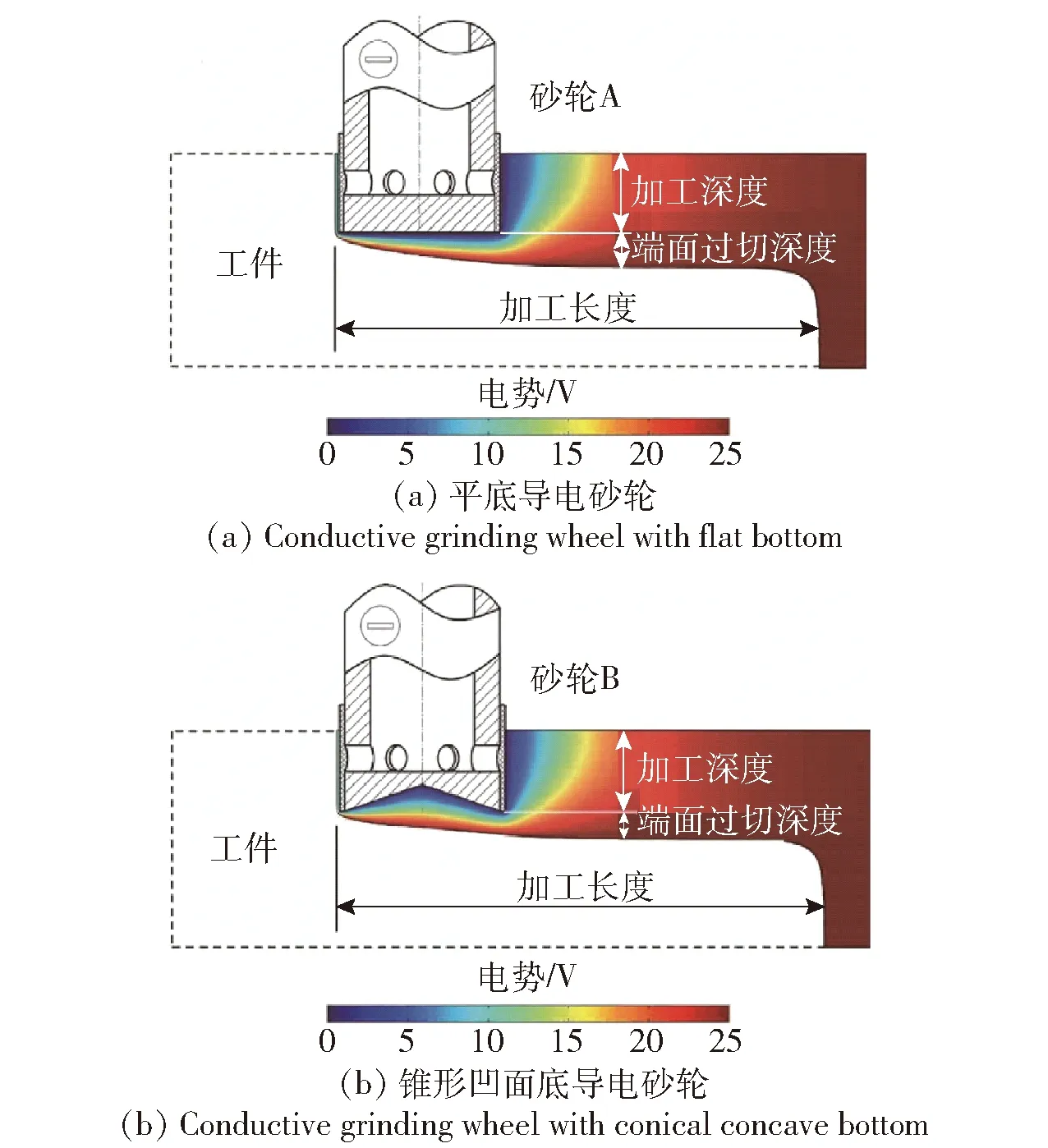
图12 空心导电砂轮电解铣磨电场仿真[44]Fig.12 Electric field simulation of ECMG with a hollow conductive grinding wheel[44]

图13 外圆电解磨削加工区域流场仿真[67]Fig.13 Flow field simulation of the cylindrical ECG processing area[67]
对于电解磨削电解液流场仿真,大都利用计算流体力学(CFD)软件,对加工区域内的电解液流速分布进行研究。在此过程中,都将电解液视为连续的、不可压缩液体,不考虑电化学反应产物、磨削碎屑以及流动过程中能量损失、温度变化对电解液流场的影响,在质量和动量守恒方程的基础上建立仿真模型并进行迭代求解。Joshi团队[67]在微细电解磨削材料去除率研究过程中,对砂轮直径为φ70 mm、工件直径为φ2 mm情况下的外圆电解磨削电解液流场进行了仿真,加工区域内的电解液流速分布如图13所示。从图13中可以看出,在加工区域内,随着导电砂轮和工件之间的间隙变小,电解液流速急剧变大。研究结果表明,电解液流速增加时,将导致电解液对工件表面的黏性剪切力增加,从而导致电解液冲刷作用引起的工件材料去除率提高。但是,在电流速增加的情况下,将导致电解液在工件表面的湍流增加,不利于加工精度的提高。
由于缺乏专用的电解磨削综合仿真软件,以上针对电解磨削电场和电解液流场的仿真研究,均进行了较多简化,尤其是忽略了钝化膜对阳极溶解的抑制作用。在仿真过程中,也都是将电场和电解液流场分别单独予以研究,未考虑加工过程中电化学能、电解液流和机械能的多场耦合情况。因此,目前的电解磨削加工过程仿真与加工实际情况相比,均有较大差异,仿真结果只能作为加工过程研究的定性参考。
5 电解磨削工艺优化和工程应用研究现状
5.1 工艺优化
由于电解磨削加工机理比较复杂,影响因素较多,且具有较强的随机性[47],很难从加工机理方面对优化目标函数和约束条件建立严格的数学模型。因此,目前的很多电解磨削研究,都是通过加工实验,利用正交实验设计和方差分析等工具,对实验数据进行分析处理,从而达到对加工工艺进行优化的目的。
Ilhan等[57]对304不锈钢工件进行了圆周电解磨削切槽加工研究。他们对电解过切、表面粗糙度、机床主轴负载、工件材料去除率和砂轮磨损量等加工性能参数建立了目标函数经验模型,实现了工艺参数的多目标优化。研究过程中的经验模型是在全因子实验设计数据基础上通过方差分析建立的,能够较为全面地分析和估计各目标函数影响因素的主效应和所有各阶交互效应。Goswami等[47]、Bose等[71-74]对Al2O3/Al互穿相金属基复合材料进行了圆周平面电解磨削加工研究。他们利用正交实验对各工艺参数组合进行研究,并通过方差分析确定了各加工工艺参数对材料去除率、表面光洁度和切削力等加工性能的影响,获得了最优工艺参数组合[47, 71],尤其是利用基于模糊集理论的多准则决策模型、灰色关联分析法[72-73]和响应曲面法[74]对各个加工性能参数进行了多目标优化。
Molla等[75]对Al/(Al2O3+ZrO2)颗粒增强金属基复合材料进行了电解磨削研究,利用正交实验、信噪比和方差分析,对电解电压、电流密度、电解液浓度、砂轮转速和进给速度对加工表面粗糙度的影响进行了研究,并进行了单目标优化,得到了最佳工艺参数组合,并利用多变量回归分析,建立了表面粗糙度预测模型。Puri等[76]采用金刚石杯形导电砂轮对P20级复合硬质合金刀片进行了端面切入式电解磨削研究。他们在42全因素实验设计数据的基础上,通过多元线性回归分析,建立了电流密度、材料去除率和表面粗糙度等加工性能参数的数学模型,然后利用响应曲面法进行多目标优化,获得了最佳工艺参数组合。Yadav等[77]对Ti-6Al-4V钛合金工件进行了切断电解磨削加工研究,利用灰色关联理论对电解电压、进给速度、电解液浓度、电解液流量和砂轮转速等工艺参数进行多目标优化,获得了使材料去除率最大和表面粗糙度最低的工艺参数组合,并建立了总体质量性能指数预测模型。Gitanjali等[78]通过正交实验对900高强度钢电解磨削加工中脉冲电源电压、电解液流速和切削深度对加工表面粗糙度的影响规律进行研究,并对以上工艺参数进行优化,获得了最佳加工表面质量。
Qu等[17]、Niu等[28-29]和Li等[44-45]对镍基高温合金GH4169和Inconel 718进行了电解铣磨实验,研究结果表明,采用钎焊金刚石砂轮代替电镀砂轮,导电砂轮的使用寿命从15 h提高到了50 h,在电解电场和电解液流场仿真的基础上,进一步通过加工实验,对内喷供液空心导电砂轮侧壁出液孔的排列方式进行优化设计,提出一种出液孔螺旋排列的空心导电砂轮,其外形结构如图14中的导电砂轮B所示[28]。相同数量和间距下,出液孔垂直排列(图14中导电砂轮A所示)和螺旋排列加工出的槽壁轮廓如表1[28]所示。从表1可以看出,在各个电解电压下,与导电砂轮A相比,导电砂轮B加工的槽壁轮廓精度显著提高。研究结果同时表明,使用导电砂轮B加工时的材料去除率比使用导电砂轮A也有较大提高。

图14 两种空心导电砂轮的出液孔排列方式[28]Fig.14 Arrangement of liquid outlet holes of two hollow conductive grinding wheels[28]
葛永成[33]、Ge等[34, 38]在材料去除机理研究的基础上,对深切电解磨削工艺参数优化进行了研究。

表1 两种空心导电砂轮加工出的槽壁轮廓[28]
深磨加工、电解加工和深切电解磨削的加工表面形貌对比如图15[34]所示,3种加工方式下导电砂轮的允许最大进给速度和材料去除率对比如图16[34]所示。由图16可以看出,深切电解磨削的加工表面质量明显优于其他两种加工方式,且加工效率也有显著提高。

图15 3种加工方式下加工表面微观形貌对比[34]Fig.15 Comparison of micro morphologies of the machined surfaces using three machining methods[34]
5.2 工程应用
电解磨削非常适合钛合金、硬质合金、高温合金、金属基复合材料等难加工材料工件或涂覆层的精密加工。近年来,国内外学者围绕电解磨削的工程应用开展了较多研究。
Curtis等[30]采用成形电解铣磨技术,对发动机转子叶盘上的叶片安装榫槽进行了精密加工,重点研究了磨粒类型和电解电压、进给速度等工艺参数对加工表面粗糙度和电解过切深度的影响。Mogilnikov等[79-80]采用Cu-Al-Zn复合结合剂金刚石杯形砂轮对硬质合金WC-Ni和金属陶瓷硬质合金进行了端面电解磨削,加工出的某功率晶闸管垫片平面可达镜面效果,如图17[79]所示。Zhang等[81]对电解磨削在低刚度变截面轴类零件精密加工中的应用进行研究,通过分析影响加工精度和磨削力的主要因素,得出了磨削力与形状误差之间的规律。通过以上研究,有效降低了零件精密加工过程中的磨削力,避免了零件变形和加工表面磨削缺陷,提高了零件精密加工效率和加工精度。
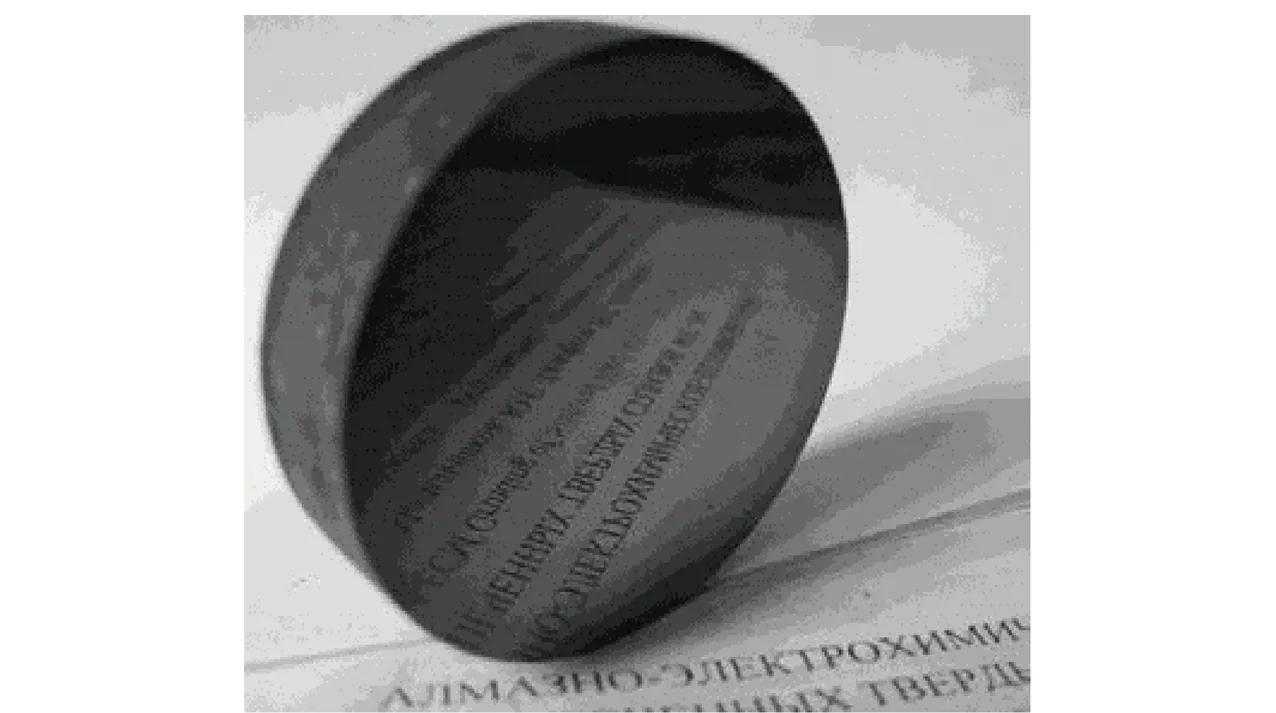
图17 端面电解磨削后的功率晶闸管垫片[79]Fig.17 Washer for a power thyristor after ECSG[79]
零件使用损伤后的熔覆修复层和电火花加工后的重铸层表面精度较差,且硬度很高,普通磨削加工难度很大。近年来,有学者对电解磨削在上述表面精密加工中的应用进行了研究。刘亮等[82-83]针对WC超音速火焰喷涂层的电解磨削加工,研究了电解电压、脉冲占空比、砂轮转速、进给速度等工艺参数对加工表面粗糙度、残余应力等加工性能的影响,进行了工艺优化,并通过分析动电位、恒电位阳极极化曲线,确定了最佳电解磨削液配方。林允森等[84]采用电镀金刚石成形导电砂轮,对齿轮齿面损伤后Fe-Mn-C合金激光熔覆修复层进行了电解磨削加工,在120 min内即可完成18个齿面的精密加工,表面粗糙度Ra值最小可达0.2 μm。李竹梅等[85]将电解磨削加工应用于煤矿机械高强度零件损伤后Ni-Cr-B-Si热喷涂修复层的精密加工中,通过实验对电流密度、磨削速度、磨削压力以及电解液的成分和浓度进行研究,获得了最佳的加工效率和表面质量。Hasçalk等[60]对电火花加工后的Ti-6Al-4V工件表面进行电解磨削加工,以去除其电火花重铸层,加工表面粗糙度Ra值最小可达0.06 μm。Ming等[66]对镍基高温合金零件上电火花线切割加工出的φ8 mm小孔进行了电解磨削加工,以去除孔壁表面上的电火花重铸层,加工孔径尺寸误差在 0.01 mm 以内,每件加工时间小于7 min。通过以上研究,有效去除了工件熔覆修复表面和电火花加工表面的缺陷层,提高了表面尺寸精度和表面质量。
近年来,电解磨削加工工件和表面呈现出了微细化、复杂化的研究趋势。Zhu等[14]、沈峥嵘等[24]和张欣耀等[26]针对不锈钢、镍基高温合金等难加工材料上直径范围为0.4~0.8 mm的微小孔进行电解钻磨加工研究,研制了加工设备,通过实验对工艺参数、磨头形状进行了优选,形成了微小孔电解钻磨加工理论。王峰等[23]、干为民等[31, 35]、Gan等[32]和徐波等[86]利用数控电解磨削技术对发动机叶片、扭曲直纹曲面叶片和薄壁回转零件等复杂结构零件和型面的精密加工进行了研究,尤其是针对加工中的电解过切误差,分析了产生原因,并在数控编程中通过补偿予以消除。 以上研究促进了电解磨削加工在微切削、数控精密加工领域内的应用。
以上对于电解磨削的工程应用研究,都显著提高了难加工材料和表面的加工效率、加工精度和表面质量,有效减小了磨削力,避免了工件变形,减缓了砂轮磨损。但是,目前针对电解磨削的加工研究大都采用小尺寸砂轮进行微小孔的钻磨和小平面的铣磨,针对大尺寸砂轮电解磨削的研究,大都围绕平面磨削,而针对外圆或内孔的切入式磨削、复杂型面的成形磨削等形式的电解磨削研究不多。
5.3 加工设备研制
电解磨削机床不仅需要有普通磨床的基本结构,还应该配置电解加工所需的直流电源、绝缘装置、排风装置等,另外还需对工作台、夹具等部位进行防腐蚀处理。目前,大多数电解磨削机床都由普通磨床改造而成[16]。近年来,有学者针对电解磨削机床的设计和制造进行了研究。Bhuyan等[87]设计了一种台式电解磨削装置,并以NaOH水溶液作为电解液,对铝材料工件进行了电解磨削加工实验。Sonia[8]研制了一种简易加工设备,分别以NaCl和CuSO4水溶液作为电解液对低碳钢工件和铜工件进行了加工。肖雄等[88]以多功能运动控制卡和多功能数据采集卡为控制核心,以工业平板电脑为人机交互平台的硬件结构,开发了NC嵌入PC开放式电解磨削集成控制系统,实现了加工过程的人机交互、自动控制和监测保护等功能。干为民等[31, 89-90]、Gan等[32]针对发动机叶片等复杂结构零件和型面的数控展成电解磨削加工[49],研制了四轴和五轴联动数控电解磨床,并开发出了五轴数控电解磨削自动编程系统。
6 新型复合电解磨削加工技术
与普通磨削和电解加工相比,虽然电解磨削具有材料去除率高、砂轮磨损量小、加工精度高、表面质量好的优点,但是,也存在加工区域内电场和流场分布不均而导致加工过程不稳定,甚至出现电极短路的问题[25, 27, 91]。为进一步提高电解磨削加工性能,国内外学者基于复合加工理论[8, 92-93],将电解磨削与其他加工技术相结合,形成了双电解磨削、粉末射流辅助电解磨削和超声振动辅助电解磨削等新型复合电解磨削加工技术。
6.1 双电解磨削
为了减少电解磨削加工中因砂轮修整导致的加工停机时间,有学者将中间电极法电解磨削[15-16, 49, 94]与砂轮在线电解修整(ELID)磨削相结合,提出了双电解磨削加工技术,其原理如图18所示。在双电解磨削加工中,有两套电解电源系统,导电砂轮和工件分别接两套电解电源的正极,两个辅助阴极分别接两套电源的负极。导电砂轮与ELID辅助阴极之间发生电解反应,用于其在线修整,工件与ECG辅助阴极之间发生电解反应,用于其材料去除,砂轮和工件之间仅发生纯机械磨削。

图18 双电解磨削加工原理示意图Fig.18 Schematic diagram of double electrochemical grinding
孙磊等[95]研制了双电解磨削外圆加工机床,并采用金属- 树脂结合剂CBN砂轮加工出了表面粗糙度Ra=5 nm的外圆表面。研究结果表明,双电解磨削能够在加工过程中进行砂轮在线修整,同时具有电解磨削和ELID磨削的加工优势,具有加工效率高,加工表面精度高的优点[96],但这种加工方式需要两套电解电源,还需要电解液分配系统以及3个喷嘴,机床较为复杂。
6.2 粉末射流辅助电解磨削
Yehia等[97]将磨料射流加工与电解磨削相结合,提出了粉末射流辅助电解磨削加工技术。其原理与电解磨削加工相似,只是在电解液中加入粉末磨料,混合均匀后通过喷嘴喷入磨削加工区域,在利用电化学阳极溶解和导电砂轮磨粒机械磨削去除工件材料的同时,利用粉末磨料对工件表面的辅助机械磨削和抛光作用,进一步提高加工效率和表面精度。他们将NaCl水溶液作为电解液,加入直径为0.5~3 μm的Al2O3磨粒粉末,对K110合金钢工件进行了圆周平面电解磨削,通过实验确定了最佳工艺参数和Al2O3磨粒粉末最佳浓度值。普通电解磨削和粉末射流辅助电解磨削加工的表面对比如图19[97]所示。
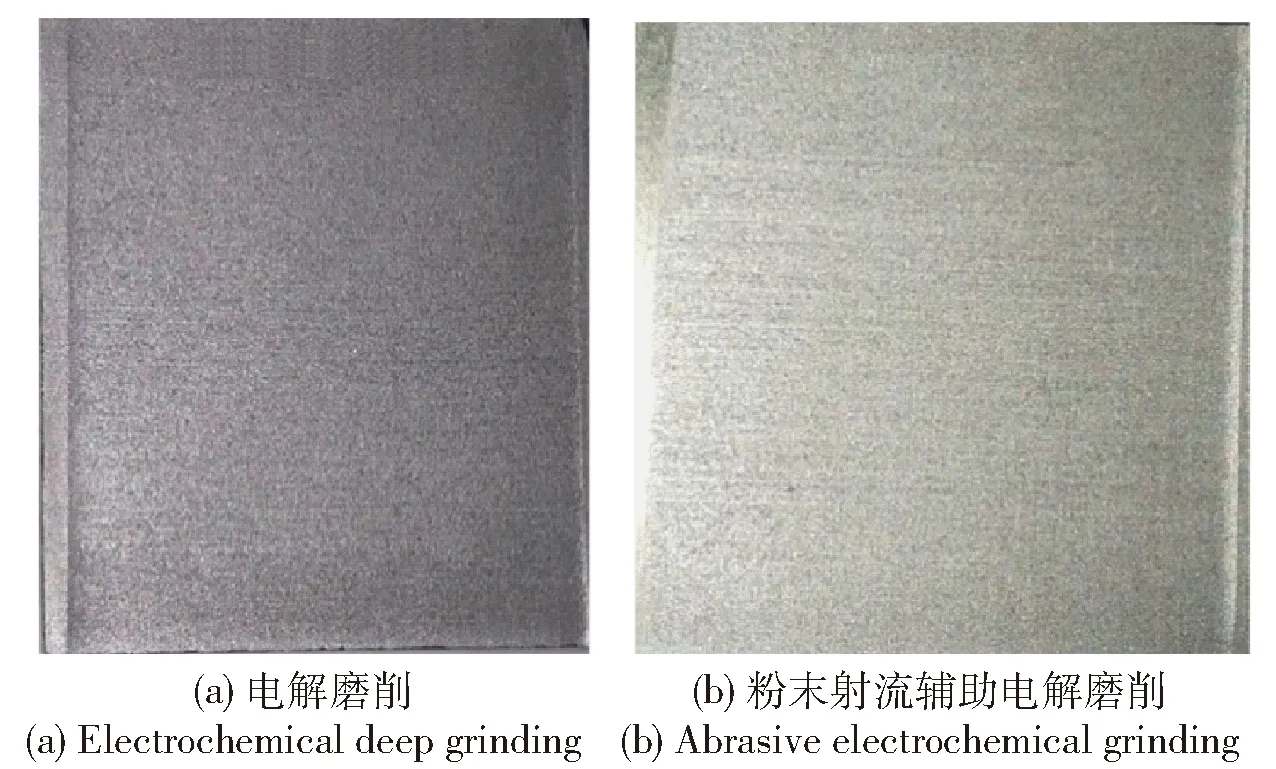
图19 两种加工方式下加工表面对比[97]Fig.19 Comparison of machined surfaces using two machining methods[97]
6.3 超声振动辅助电解磨削
超声振动辅助电解磨削就是在电解磨削加工中,将超声高频振动引入工件或导电砂轮,对工件材料去除和表面创成机理产生重要影响,从而进一步提高加工效率和表面精度,并减小砂轮磨损。Li等[13,98]、Wu等对钛合金 Ti-6Al-4V工件进行了超声振动辅助电解磨削实验,加工方式为电解铣磨,导电砂轮超声振动作用下单颗磨粒切削运动轨迹及加工区域内电解液流动如图20[13]所示,超声振动方向沿着砂轮轴向。

图20 超声振动作用下单颗磨粒切削运动轨迹[13]Fig.20 Cutting trajectory of a single abrasive particle under the effect of ultrasonic vibration[13]
他们研究发现,与普通电解磨削相比,超声振动辅助电解磨削具有以下显著优势:
1)加工过程更加稳定。超声振动作用下,加工区域内的电解液电阻可从0.4 Ω增加至1~2 kΩ,从而显著降低了电极短路放电的风险,提高了加工稳定性。
2)磨削力进一步减小。在超声振动辅助电解磨削中,超声振动导致导电砂轮上单颗磨粒切向摩擦力降低,这与超声振动辅助磨削加工中磨削力的变化情况[99-100]相同。超声振动导致电解液在流动中产生许多微小涡流(见图20),这将导致电解钝化层厚度增加和工件表层动态硬度降低,从而降低法向摩擦力。同时,加工过程中的超声振动,也有利于打破被加工材料表层金属原子之间的化学键,促进电化学溶解作用[101-102],进一步降低机械磨削力。电解电压为80 V时,在相同磨削参数下,普通磨削、电解磨削、超声振动辅助电解磨削加工的磨削力对比如图21[91]所示。
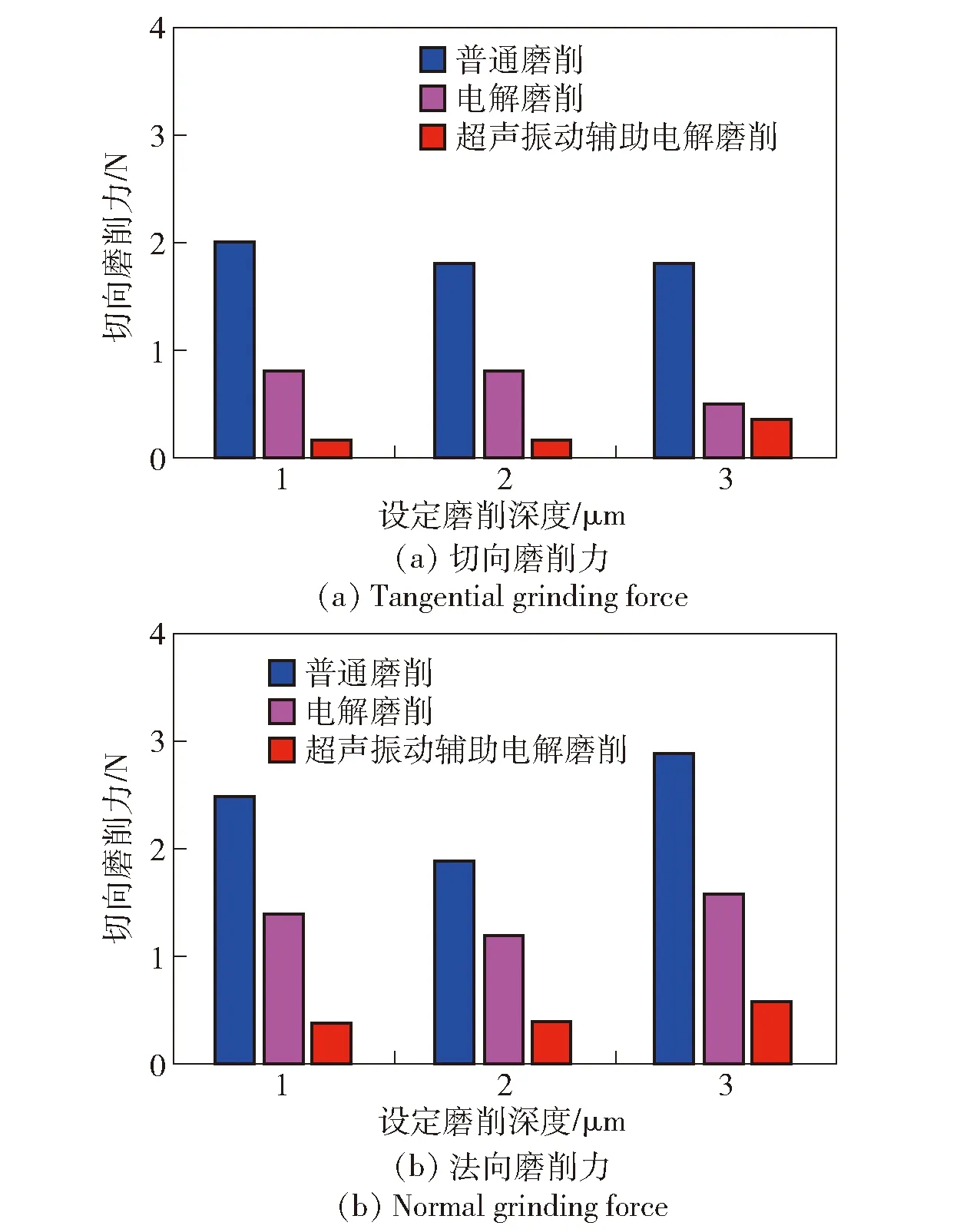
图21 3种磨削加工方式下磨削力对比[91]Fig.21 Comparison of grinding forces under three grinding modes[91]
3)砂轮磨损得到有效缓解。与电解磨削相比,超声振动辅助电解磨削磨削力显著减小。同时,在超声振动作用下,导电砂轮上的磨粒脱落和切屑粘附得到了有效抑制,而磨粒微破碎现象得到了增强,磨粒上新切削刃数量增加。这些都有助于缓解导电砂轮磨损[13]。
4)表面粗糙度进一步降低。在导电砂轮超声振动情况下,相邻磨粒在工件上发生切削运动轨迹交叉和去除材料重叠,磨粒的微破碎现象和新切削刃数量也有所增加,从而导致与电解磨削相比,超声振动辅助电解磨削表面粗糙度显著降低。两种加工方式表面粗糙度对比如图22[91]所示。
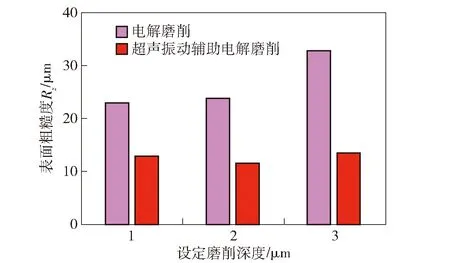
图22 两种磨削加工方式下工件表面粗糙度对比[91]Fig.22 Comparison of workpiece surface roughnesses under two grinding modes[91]
孔黄海[10]、Kong等[25]、Zhu等[27]和孟翔宇等[103]将超声振动辅助电解磨削应用到了直径小于3 mm的微小孔精密加工中,对GH3030镍基高温合金、304不锈钢等材料工件进行了超声电解钻磨加工,对加工参数进行了优化。研究结果表明,通过超声电解磨削加工,可以有效提高加工效率、孔壁尺寸精度和表面质量。相同磨削参数下,电解磨削和超声振动辅助电解磨削加工的小孔内壁形貌和表面粗糙度对比如图23[25]所示。
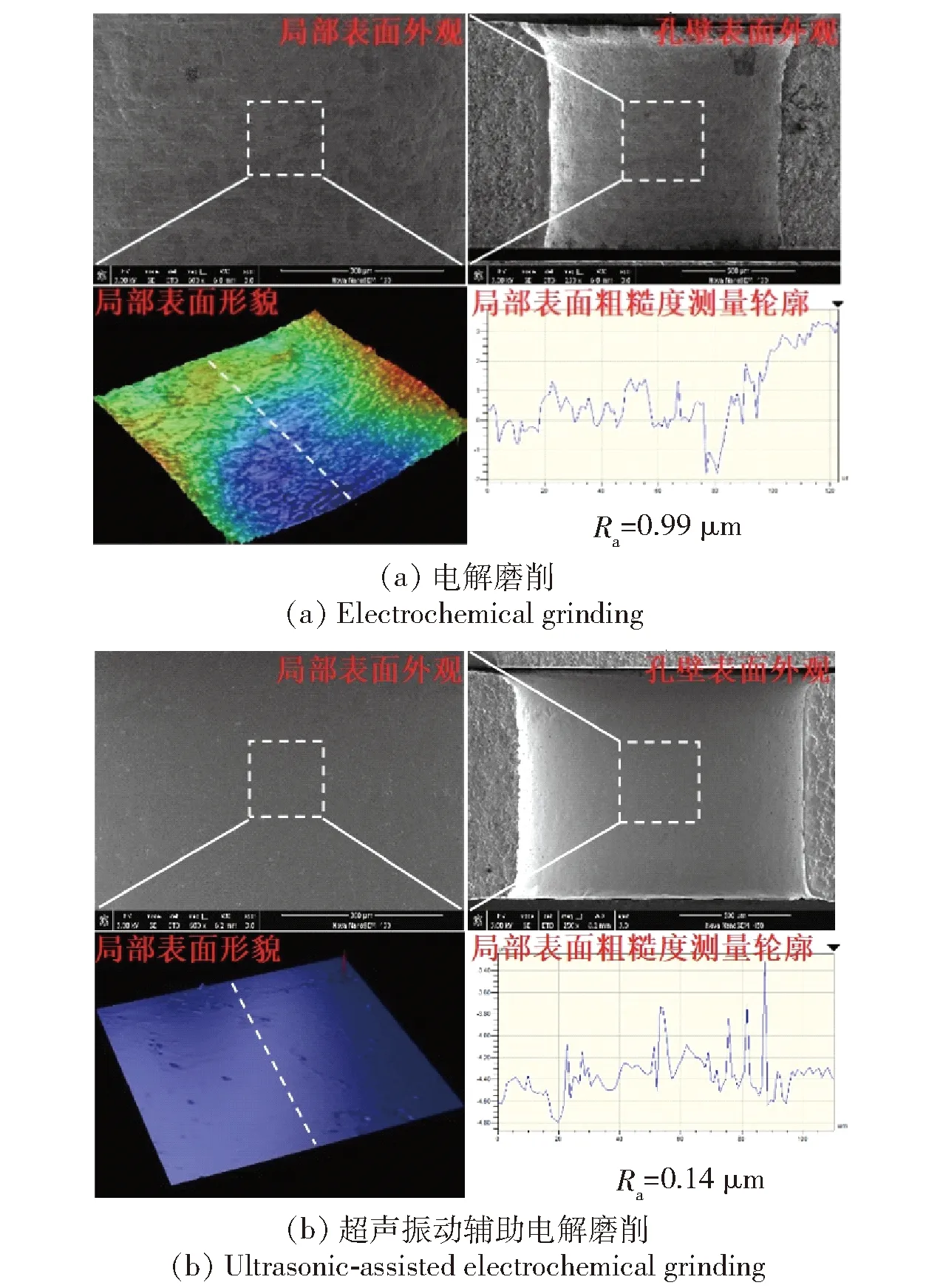
图23 两种加工方式下小孔表面形貌和粗糙度对比[25]Fig.23 Comparison of surface morphology and roughness of small holes using two machining methods[25]
7 研究展望及结论
近年来,国内外学者围绕电解磨削技术开展了大量卓有成效的研究,有力推动了特种加工和精密加工技术的进步。随着高端装备和精密机械等领域技术的发展,电解磨削必将越来越多地应用于难加工材料、微结构的精密加工。电解磨削加工技术未来研究展望主要包括以下6点:
1)由于影响电解磨削加工的因素较多,其加工机理非常复杂。目前对于电解磨削加工机理的研究,都忽略了机械能场和电化学能场之间的相互耦合以及各工艺参数对加工性能影响的交互关联性,所建立的材料去除率模型大都是基于正交实验、方差分析和回归分析的经验公式,对表面形貌的研究,大都通过实验观察进行对比分析。亟需建立考虑多能场耦合和工艺参数交互关联性影响,且能够对电解磨削材料去除率、表面形貌进行定量分析的理论模型。因此,多能场耦合作用下的材料去除和表面创成机理将成为电解磨削未来的研究重点之一。
2)目前对于电解磨削加工过程的仿真,大都采用多物理场软件和CFD软件分别对电化学阳极溶解和电解液流场进行单独仿真,仿真过程未能有效反映各能场相互耦合和影响,仿真研究与加工实际情况相比,均有较大差异。因此,未来研究中,需要在加工机理研究不断深入的基础上,开发专用的电解磨削综合仿真软件,使之符合加工过程的实际情况。
3)目前对于电解磨削工艺参数优化研究,大都在材料去除率和表面粗糙度经验模型的基础上,采用加权方法建立多目标优化模型。未来研究中,需要在加工机理和理论模型研究不断深入和完善的基础上,建立电解磨削多目标综合优化和加工性能预测模型,从而在工艺参数优化的基础上,实现高效、精密、低成本加工。
4)目前,对于电解磨削的研究大都采用小尺寸砂轮进行微小孔的钻磨和小平面的铣磨,针对大尺寸砂轮电解磨削的研究,大都围绕平面磨削,而针对外圆或内孔的切入式磨削、复杂型面的成形磨削等形式的电解磨削研究不多。未来需要进一步拓宽电解磨削的加工方式,以便于其在工程实践中的应用推广。
5)在目前的电解磨削加工中,加工实验设备都由普通机床改造而成,机床的专业化程度和防腐性能不高。虽然一些研究中,研制了专门的简易加工设备,但其加工精度和专业化水平不高。因此,专用设备研制,并在此基础上制订专用设备的国家标准甚至ISO标准,是电解磨削加工未来研究需要面对的重要课题。
6)高强度、高性能新材料技术的快速发展以及机械零件精密化、复杂化发展趋势对电解磨削加工技术提出了新的更高要求。研究结果表明,超声振动辅助电解磨削为代表的新型复合电解磨削加工技术可以进一步提高电解磨削加工性能。然而,目前对于新型复合电解磨削加工的材料去除和表面创成机理,例如超声振动电解磨削加工中电解液超声空化效应[104-106]对工件表面钝化膜的形成、去除机理、电解液冲刷去除工件材料机理的影响,超声传质效应[25, 106]对电解液流场均匀性和加工过程稳定性的影响等方面的研究,还有待于进一步深入。因此,新型复合电解磨削加工必将成为电解磨削加工技术未来研究的重要内容。
随着航空航天、轨道交通等领域高端装备制造业的迅猛发展,以及精密与超精密特种加工技术的快速进步,电解磨削作为一种复合特种加工方法,必然因其优异的加工性能受到广泛关注和引用。本文通过对国内外电解磨削研究现状和未来研究展望的全面综述,为电解磨削加工理论和工程应用,尤其是新型复合电解磨削加工技术的研究思路提供了理论借鉴和技术参考。
猜你喜欢
电池(2022年4期)2022-11-07
超硬材料工程(2022年3期)2022-10-19
超硬材料工程(2022年3期)2022-10-19
组合机床与自动化加工技术(2022年4期)2022-04-26
中国机械工程(2022年2期)2022-01-27
哈尔滨轴承(2021年2期)2021-08-12
化工学报(2020年6期)2020-06-22
失效分析与预防(2020年1期)2020-06-17
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2019年3期)2019-02-27