
加工中心丝杠冷却结构的设计与试验
2022-12-31 08:07李太松
机械制造 2022年11期
□ 李太松
通用技术沈阳机床股份有限公司 沈阳 110142
1 研究背景
滚珠丝杠副作为高速加工中心进给驱动系统的主要执行元件,由于工作时间长,克服摩擦转矩做功会产生大量热量。这些热量如不能及时散发,就会导致丝杠发热膨胀,将直接影响机床的运行状态和精度。丝杠的温升直接影响到热伸长变形,有研究结论1 m长的丝杠每温升1 K热伸长大约为0.012 mm,所以不断降低温升影响一直是高精度机床设计制造追求的目标之一。通过丝杠预拉伸、闭环控制等方式,在一定情况下能够起到很好的补偿效果,但要同时兼顾快移不小于60 m/min高速度、定位不大于0.008 mm高精度的现代高速高精加工中心技术要求,仅仅补偿是不够的,在根本上还是要解决加工中心丝杠生热和迅速散热的问题。
为实现迅速散热的目的,采用油或水循环冷却是非常有效的一种手段。但循环冷却液吸收的热量不仅来源于螺母副的摩擦生热,也来源于丝杠其它结构,在多数情况下螺母产生的热量不能被冷却液完全带走,残余热量造成滚珠丝杠副自身温度升高。
丝杠具体冷却方式可以分为两大类,一种是丝杠中空内冷方式,另一种是螺母冷却方式。前者根据进出冷却油结构的不同可进一步分为两端出油和一端出油两种方式。
丝杠中空内冷方式通过丝杠中心孔通入油或水来冷却,冷却范围覆盖螺母行程和两端支承轴承位置,可以高效控制温升,抑制丝杠热伸长,从而达到保证加工中心定位精度的目的。另一方面,中空丝杠的质量轻,转动惯量小,使电机驱动扭矩要求降低,有利于实现高速快移。
螺母冷却方式比较中空丝杠冷却方式,在结构上更为简单。有文献显示,螺母发热占丝杠总发热量的60%~80%,两端支承轴承发热量占比约为30%。所以螺母冷却也是一种较为经济实用的冷却方式,被国内外很多机床结构采用。
2 丝杠副热源分析
2.1 发热源分析
滚珠丝杠进给系统主要由伺服电机、联轴节、前电机座、滚珠丝杠副、工作台及后轴承座等部件组成。系统中可能导致热变形误差的主要热源来自螺母的移动摩擦生热和轴承旋转摩擦生热,此外,伺服电机轴散热传导,以及联轴节摩擦生热在高速进给工况下也不可忽视。标准滚珠丝杠副传热如图1所示。

▲图1 标准滚珠丝杠副传热
2.2 热传导原理分析
根据丝杠传热模型,采用中空丝杠结构,在通入冷却液后,热量在丝杠、内外冷却液、空气之间传递。热量传递的方向与温度升高的方向相反,会产生导热现象。当生热和散热达到平衡时,滚珠丝杠副进给系统达到热平衡,这时的温度场不随时间而改变。同理,螺母冷却结构对内部滚珠进行冷却,实现丝杠周边热传递至热平衡,从而达到控制温升的目的。
3 冷却方式具体结构设计
采取不同的冷却方式,受到三个因素的影响。第一个是冷却效果,良好的冷却效果是采用的前提。第二个是结构稳定性和维护性。第三个是经济性。这些因素都是设计者需要考虑的范畴。在实际应用中,经济有效的冷却结构是推广的必要条件。
3.1 一端进油一端出油
这种方式普遍在10年前的日本加工中心机床上出现,冷却油从油冷机输出,一般从轴承座端输入丝杠中心孔,流经整个丝杠行程后带走热量,最后从丝杠电机座端的油管返回油冷机。除了由油冷机对油温的控制之外,丝杠的轴承座端、电机座端的密封要求也较高,结构较为复杂,出油口位置经历从联轴节位置到丝杠近端侧孔转变,结构更加稳定可靠。一端进油一端出油冷却结构如图2所示。

▲图2 一端进油一端出油冷却结构
丝杠的电机座端、轴承座端旋转密封都由骨架油封完成,轴承座端进油口部位封油端盖加O形圈密封。电机座端出油孔除了骨架油封外,还增设了封油环,从而减小出油口油压的冲击,增强了密封效果。
这一方式的优点是成本相对最低,冷却效果最好。缺点是结构相对复杂,零件加工要求高,密封点多,装配要求高,后期维护较为不易。
3.2 同一端进出油
这种冷却方式的推广依托旋转接头零件技术不断成熟,带来整体结构的改进。冷却专用旋转接头如图3所示。旋转接头设计了中心进油口和侧面回油口。进油口内端连接一根软管,探入中空丝杠内部,软管长度可视丝杠长度而定。接头转子固定在中空丝杠端,接头定子安装在轴承座附件上,中空丝杠的另一端电机座端做好密封。工作时,冷却油从旋转接头进油口输入,经软管输送至中空丝杠远端,再从软管外返流至旋转接头出油口,最后返回油冷机,完成一次冷却循环。同一端进出油冷却结构如图4所示。

▲图3 冷却专用旋转接头

▲图4 同一端进出油冷却结构
旋转接头进出油口位置较近,所以对密封端盖即接头定子连接处加工要求较高,要避免出现串腔情况。
同一端进出油冷却结构的优点是稳定性好,结构简洁,拆卸维护都较为方便,在实际应用中的通用性强,可以实现常规丝杠、中空丝杠的快速选配更换。缺点是对旋转接头在转速、密封性、耐磨性等多方面有较高的技术要求。
3.3 螺母冷却结构
螺母冷却方式也是一种比较常见的控制丝杠温升的途径,通常采用螺母套进行多油路设计,在端盖结合处进行密封。进油口与出油口设置在螺母法兰上,可根据安装位置具体设计在端面或者外圆侧面。螺母冷却结构应用较为成熟,多数丝杠厂家都有相关产品。螺母冷却油路分布如图5所示,外形如图6所示。

▲图5 螺母冷却油路分布▲图6 螺母冷却外形
螺母冷却方式的优点在于结构稳定可靠,维护方便,报价相对同规格普通丝杠一般上浮10%~30%,性价比较高。缺点是只能够冷却螺母行程范围的丝杠长度,对丝杠轴承发热无法冷却。
4 不同冷却结构温升测试
为测试不同冷却结构的实际效果,选择在某温度为25 ℃的恒温车间进行落地测试,采用沈阳机床某卧式加工中心作为测试平台,测试轴为X向水平轴,工作台质量为300 kg,单项测试进行6~8 h持续跑车和连续监控。
为保证测试数据有比较性,采用统一规格尺寸直径为50 mm的丝杠。为避免不同的安装方式,以及预紧力的差异导致发热量误差,统一采用电机端固定、轴承端支撑的丝杠安装方式。不同丝杠及组件安装前在车间静置24 h以上。单项测试完成后,停机间隔12 h以上进行下一项测试。
4.1 测试原理
根据滚珠丝杠副传动系统的温升特点,进行丝杠螺母A点、电机座轴承B点、轴承座轴承C点三点的温升监控,具体布置如图7所示。测温设备采用SH-X型多路温度测试仪,测试现场及设备如图8所示。

▲图7 滚珠丝杠副温升测试点布置▲图8 测试现场及设备
4.2 测试条件
丝杠直径为50 mm,丝杠导程为20 mm,丝杠长度为1 200 mm,快移速度为60 m/min,冷却介质为液压油,油冷机流量为3 L/min。
4.3 测试方法
各测试点连接好后,检查测温设备反应灵敏度,防止有虚连情况。设置机床水平轴往复连续跑车,模拟实际工况运行,最高快移速度设置为60 m/min,设定温度测试仪每5 min采集记录一次温升数据,并进行无冷却丝杠、中空丝杠两端进出油冷却、中空丝杠一端进出油冷却、螺母冷却丝杠、中空丝杠两端进出油+螺母冷却共五项独立温升测试。
4.4 测试结果
经过2周的现场测试,在综合分析并剔除异常数据后,对采集数据进行汇总整理。
丝杠螺母A点位置的温升测试结果如图9所示。

▲图9 丝杠螺母A点位置温升测试结果
由图9可以看出,在无冷却的情况下,丝杠螺母A点温度接近43 ℃左右,温升达到18 K左右。综合比较,中空丝杠两端进出油+螺母冷却组合方式的温升控制最好,温升在2 K左右。中空丝杠两端进出油方式与一端进出油方式的温升控制区别不大,约在4 K上下浮动。螺母冷却形式的温升平均值在4.6 K,相对中空丝杠两端进出油冷却和中空丝杠一端进出油冷却两种结构稍高,但差距不大,是一种比较适宜的冷却方式。
电机座轴承B点位置的温升测试结果如图10所示。

▲图10 电机座轴承B点位置温升测试结果
由图10可以看出,在无冷却的情况下,电机座轴承B点温度稳定在39 ℃左右,较静态时温升14 K左右。三种中空丝杠结构的冷却形式温升差距不大,平均温升3~4 K。螺母冷却方式对轴承的温升有少量的降温作用,平均降低2 K左右,热抑制作用有限。
轴承座轴承C点位置的温升测试结果如图11所示。

▲图11 轴承座轴承C点位置温升测试结果
由图11可以看出,在无冷却的情况下,轴承座轴承C点温度稳定在38.5 ℃左右,平均温度比电机座轴承B点低了0.5~1 K。推测可能是联轴节的原因,有待进一步研究。各冷却结构的温升趋势大致与电机座轴承B点位置相同。
以上测试数据虽然仍然无法排除装配预紧力、螺母预紧力的关键因素影响,存在着实际测试误差,但是仍可以为具体选择不同冷却结构提供参考指导。综合以上结果,得到四种试验冷却结构效果对比,见表1。
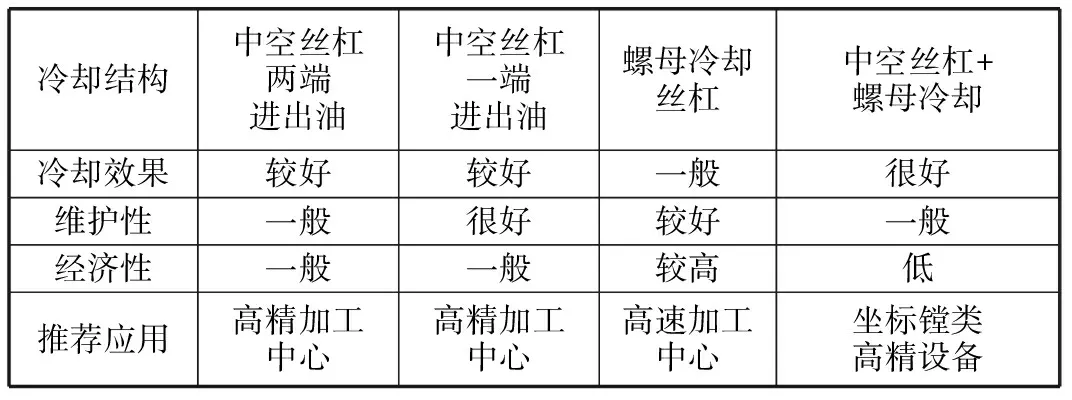
表1 冷却结构效果对比
5 结束语
笔者通过对不同冷却结构效果的对比,可以得出中空丝杠两端进出油与中空丝杠一端进出油的冷却效果接近。从成本上,中空丝杠两端进出油稍占优势,从稳定性维护性上,中空丝杠一端进出油的冷却效果更好,这两种冷却结构都适合高精加工中心。螺母冷却是一种性价比较高的冷却结构,可以解决普遍范围内的高速加工中心应用。中空丝杠+螺母冷却的复合冷却结构成本过于高昂,适合对定位精度控制要求极高的坐标镗等高精设备。
猜你喜欢
大电机技术(2022年2期)2022-06-05
现代制造技术与装备(2022年3期)2022-04-21
防爆电机(2022年1期)2022-02-16
天津工业大学学报(2021年6期)2022-01-09
石油化工设备(2020年5期)2020-12-11
陶瓷学报(2020年2期)2020-10-27
东坡赤壁诗词(2020年4期)2020-09-02
科技资讯(2016年5期)2016-08-13
山东工业技术(2016年6期)2016-03-15
知识就是力量(2014年3期)2014-03-06
