两转两吸结合氨法在脱硫尾气治理中的效果分析
2022-12-26 13:39:44刘娉LIUPing
价值工程 2022年35期
刘娉LIU Ping
(云南磷化集团有限公司,昆明 650600)
0 引言
随着国家日益严格的环境保护要求以及人们对绿色健康生活的向往,为满足节能减排低碳发展规划和企业自身发展的需要,同时考虑到政府各级环保监管部门对大气污染物排放监管力度的加大[1,2],云南磷化集团有限公司磷化工事业部对80万吨/年硫酸尾气治理装置于2019年技改立项,在两转两吸工艺后增加氨法脱硫工艺,对尾气中二氧化硫以及酸雾进行深度处理,使其达标排放的同时保证生产稳定、连续运行。
1 原有两转两吸工艺情况
云南磷化集团有限公司磷化工事业部80万吨/年硫酸装置,原采用“3+1”两转两吸工艺进行脱硫,使用进口的钒催化剂、SCX2000型铯催化剂,含硫污染物转化率大于99.85%。尾吸入口硫酸尾气主要技术参数见表1。

表1 硫酸尾气主要技术参数
经过两转两吸脱硫后,尾气排气筒处SO2浓度降低至355mg/Nm3,硫酸雾浓度为24mg/Nm3,正常运行情况下SO2浓度小于400mg/Nm3,硫酸雾浓度小于30mg/Nm3,满足GB26132-2010《硫酸工业污染物排放标准》要求,但随着催化剂老化以及开停车等异常情况下,装置运行的SO2含量会增加,从而导致尾气排放超标,为使尾吸装置适应尾气量的变化和波动以及尾气中SO2、硫酸雾长期稳定达标排放,云南磷化集团有限公司磷化工事业部对尾吸装置进行了技术改造。
2 技改主要内容
本技改遵循“优质、高效、低耗、长寿”的原则,尽可能利用主体工程配套设施,节省建设投资,缩短建设周期,降低运行成本,严格执行资源综合利用和“三同时”的原则,采用无害或少害的工艺,使“三废”排放符合国家规定的标准。此外在满足系统长期稳定运行情况下,根据实际控制要求,设置监控措施、自动化控制,以减少操作人员,方便维护和管理。
2.1 技改特点
在原有的“3+1”两转两吸工艺的尾吸装置上新增氨法脱硫工艺技术协调治理酸雾,该技术工艺成熟,运行可靠性好,以氨水为吸收剂,产生的副产品为硫酸铵。其中氨法脱硫化学吸收反应速度快,脱硫效率高,可以采用较小液气比,降低能耗和操作运行费用;而氨-肥法属于回收法,将尾气中的SO2作为资源,回收生产使用价值较高的硫酸铵,减少污染,变废为宝。该脱硫工艺原材料来源丰富,可以采用液氨、氨水、废氨水,还可以采用化肥级碳铵,而且吸收剂配制系统简单,工艺流程紧凑,设备少。
2.2 工艺流程
技改项目中采用10%的氨水作为脱硫剂,外购液氨,由槽车运输到液氨卸车区后,用卸氨臂用管道输送至本项目氨稀释器中,经稀释后使用。技改后工艺流程如图1所示,主要包括硫酸尾气脱硫、亚盐氧化、硫酸铵浓缩结晶等三个过程,分别叙述如下:
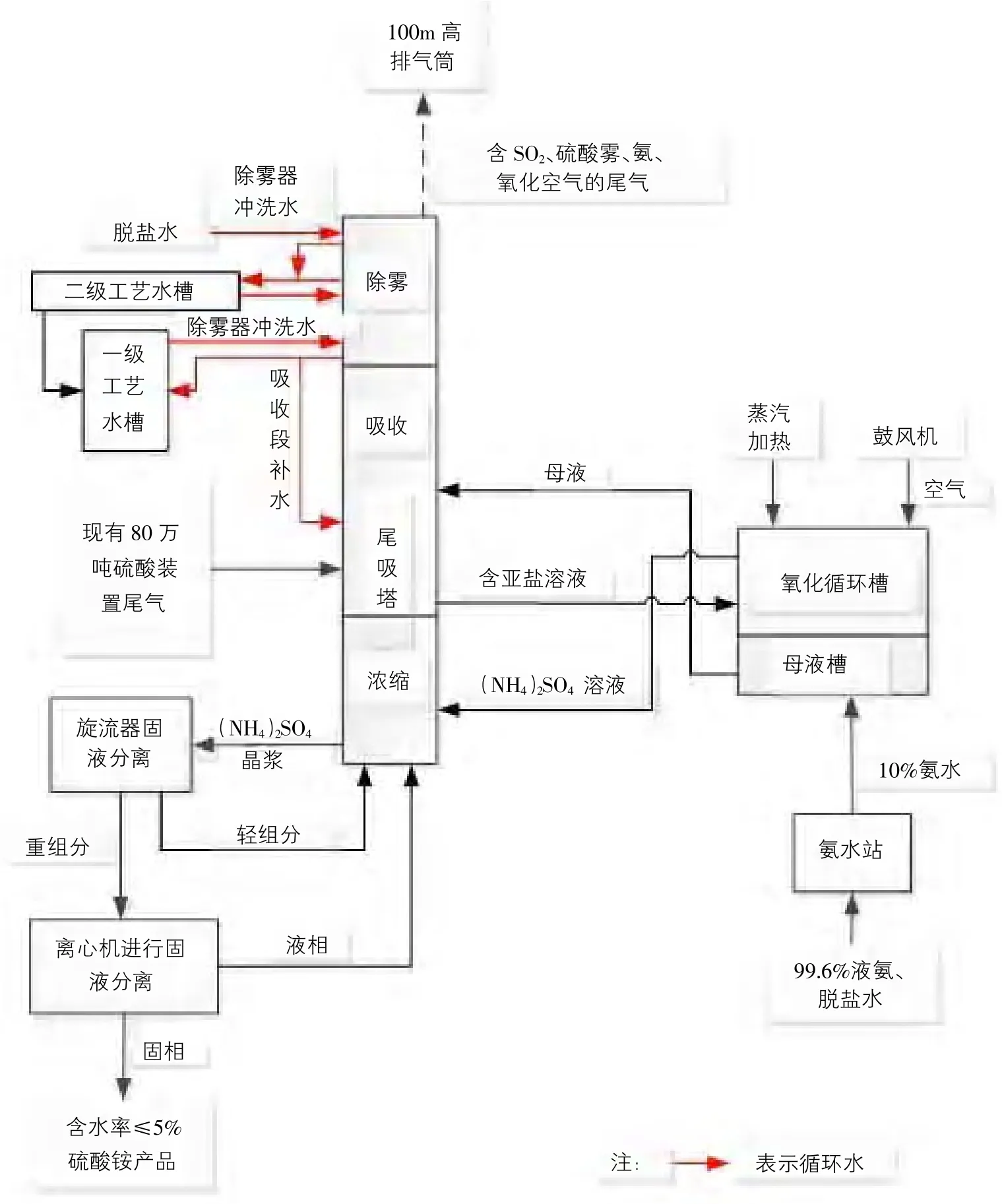
图1 两转两吸结合氨法工艺流程简图
2.2.1 硫酸尾气脱硫
硫酸尾气直接从硫酸装置二吸塔出口管道引入脱硫装置。硫酸尾气在尾吸塔内由下而上与上部喷入的吸收液逆向接触,SO2与液体中的吸收剂反应从而被脱除,通过设置在尾吸塔上的密度计来控制亚盐的排放。当吸收液达到一定浓度时,连续稳定打入氧化循环槽,而净化气体通过塔体上部除雾器除雾后由100m高烟囱排放,由于技改中选用的除雾器是干式除雾器,因此需要对除雾器进行冲洗:先用一级工艺水进行冲洗,冲洗水返回一级工艺水槽循环使用,再用二级工艺水进行冲洗,冲洗水返回二级工艺水槽循环使用,最后用脱盐水进行冲洗,冲洗后的水返回二级工艺水槽循环使用。
吸收过程主要在填料层内进行,含二氧化硫的尾气与吸收液充分接触,并按下列反应式反应:
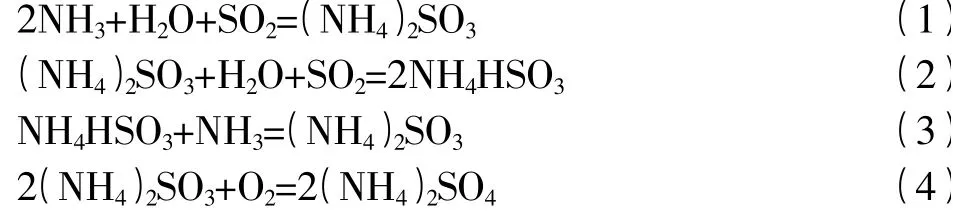
其中(1)式、(2)式是SO2吸收反应式;(3)式是(2)式的再生反应式;(4)式是亚盐氧化生成硫酸铵的反应式。
尾吸塔是整个脱硫装置的核心设备,在塔内SO2的吸收率与吸收液的pH值、密度两个关键的控制指标有关,而这两个参数与进塔尾气量、尾气温度、SO2浓度、吸收液温度、氨水浓度、氨水加入量、串液量等参数密切相关。为达到较好的生产工艺控制指标,设计配置相应的检测和控制仪表,通过在硫酸装置原有DCS控制系统上进行扩展,实现对整个脱硫装置进行准确的自动控制。
2.2.2 亚盐氧化过程
脱硫装置洗涤吸收后一定浓度的亚硫酸铵母液在氧化塔内,通过从塔底通入压缩空气,压缩空气经塔底微孔曝气装置与吸收液充分接触,在空气和催化剂的作用下使亚硫酸铵氧化成硫酸铵,亚铵盐氧化率可达到98.5%以上。氧化后的硫酸铵溶液从氧化段上部溢流进入尾吸塔底部洗涤浓缩段,而塔内过量的氧化空气,通过连通管进入尾吸塔,最终随净化尾气一起排放。
影响吸收液亚铵盐的氧化因素主要是在于溶液的密度、pH值和温度。尾气脱硫产出吸收液温度一般低于30℃,在此温度下,吸收液的氧化率较低,为提高氧化率,氧化循环槽内通入蒸汽加热,使塔内母液温度提高到50~60℃,以利于亚盐的氧化。本工艺设置溶液密度、pH值以及温度监测仪,分别控制氧化段的补水量,加氨量以及通入蒸汽量。
2.2.3 硫酸铵浓缩结晶
从尾吸工序晶浆泵送来的硫酸铵晶浆进入旋流器,硫酸铵晶浆通过旋流器固液分离,硫酸铵晶浆从含固量约10%~20%提升到含固量30%~50%,自旋流器出来的硫酸铵晶浆进入离心机再次进行固液分离,硫酸铵饱和液自流回尾吸塔底部浓缩循环槽内。
经提浓后含固30%~50%的浆液进入离心机进行固液分离,分离后得到含水率≤5%的硫酸铵产品,产品通过装运外售。
2.3 硫酸雾特性及脱除技术
硫酸尾气温度为72℃,低于酸露点温度,进入尾吸塔后气态SO3或H2SO4的尾气通过尾吸系统时,由于尾气被急速冷却到酸露点之下,且这种冷却速率比气态SO3或H2SO4被尾吸塔内吸收剂吸收的速率快得多,因此SO3或H2SO4会快速形成难以捕捉的亚微米级硫酸雾,而一般的除雾方法难于捕集这部分酸雾。
本技改项目采用氨除雾器+加强型组合式除雾器装置对酸雾进行深度处理[3,4],从浓缩段到吸收段将酸雾中的硫酸雾滴及SO3吸收一部分;经尾吸后的尾气进入氨除雾器洗涤硫酸雾滴、以及大部分在尾吸过程中形成的硫酸盐及游离氨;再进入加强型组合式除雾器第一级高效除雾器,通过碰撞、洗涤、壁面吸附进一步洗涤硫酸雾、以及硫酸盐及游离氨;再进入加强型组合式除雾器第二级屋脊除雾器,通过在带拦液板中液滴碰撞、离心力作用去除大于20μm的雾滴;最后进入加强型组合式除雾器第三级超级除雾器,根据酸雾和微细液滴凝聚、凝并特性,通过液滴凝并凝集,网膜捕集,大大降低净尾气酸雾、游离氨,保证出口各项指标达标排放。
3 运行情况
3.1 尾气排放和硫酸铵产量
在两转两吸结合氨法脱硫系统运行期间,硫酸尾气经过多级处理后,尾气中主要污染物SO2浓度<200mg/Nm3,酸雾<10mg/Nm3严于《硫酸工业污染物排放标准》(GB 26132-2010)要求,氨逃逸<2mg/Nm3严于《氨法烟气脱硫工程通用技术规范》(HJ2001-2018)要求,2021年四个季度检测的具体各项参数见表2。副产品硫酸铵产量及规格见表3。
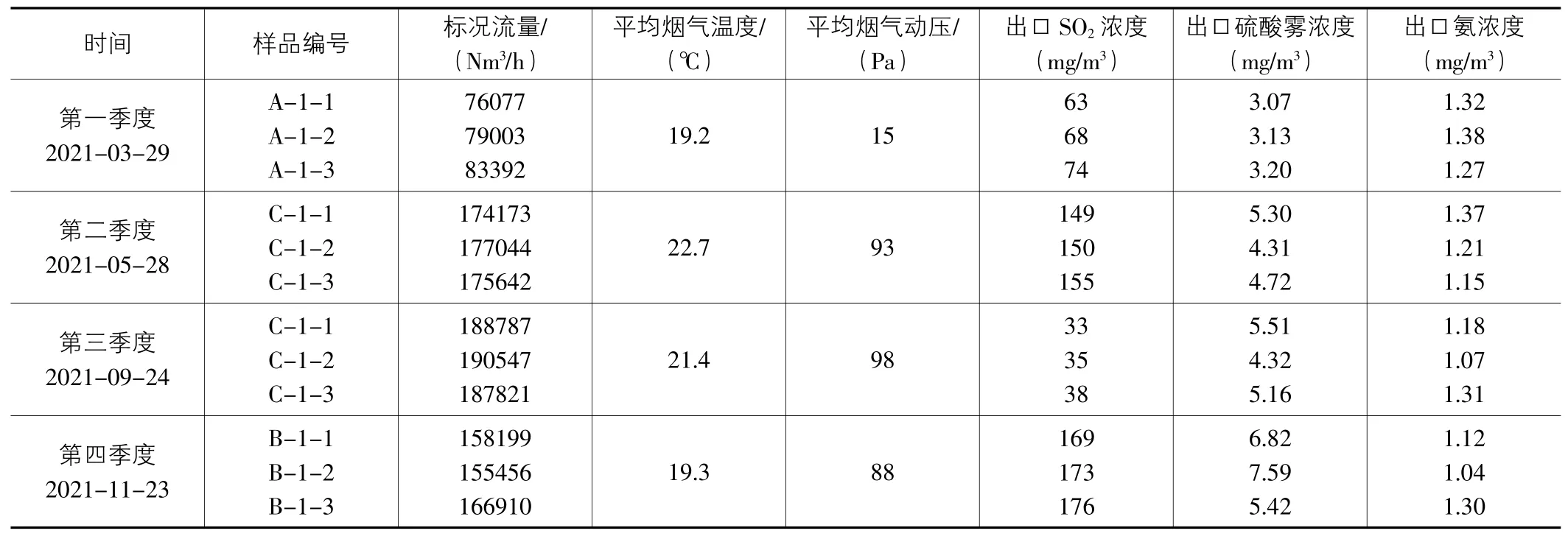
表2 技改后各项参数

表3 硫酸铵产量及规格
由表2可知:两转两吸结合氨法工艺在正常工况下能使出口SO2和硫酸雾浓度达到超低排放要求,而在异常工况下也能保证出口SO2、硫酸雾和氨浓度达标排放,完全实现了超低排放技改的预期目的。
表3中脱硫副产物硫酸铵符合国家农用化肥标准,真正实现了化害为利、变废为宝,具有显著的经济、社会和环保效益。
3.2 无三废排放
该工艺技术除了净化后的尾气达标排放,脱硫的副产品为市售硫铵,没有固体废物产生,无污水排放。尾吸装置检修产生的污水、地面冲洗水、少量设备管道冲洗废水等经地沟收集至集液池供尾吸系统重复利用,不会对环境产生负面影响,符合循环经济的要求。
4 结语
硫酸尾气在经过两转两吸结合氨法工艺处理后,即使在尾气量变化和波动中,排放口的SO2、酸雾和氨都能实现达标排放,同时,硫酸铵处理系统出料连续、稳定,硫酸铵产品质量合格。本次技术改造工艺既治理了SO2和酸雾,又回收了硫资源,变废为宝,产出农用化肥硫酸铵产品,在尾气的排放满足国家标准基础上最大限度地实现资源回收综合利用,提高了资源利用率,可为现代硫化工领域尾气治理提供借鉴。
猜你喜欢
中国化肥信息(2022年6期)2023-01-06 05:36:01
湿法冶金(2021年6期)2021-12-09 02:39:36
建材发展导向(2021年7期)2021-07-16 07:07:36
中国化肥信息(2020年3期)2021-01-07 02:12:58
昆钢科技(2020年5期)2021-01-04 01:41:26
有色冶金节能(2019年1期)2019-03-04 02:27:14
中国化肥信息(2018年8期)2018-10-08 03:17:10
电镀与环保(2017年5期)2017-12-19 12:06:07
当代化工研究(2016年9期)2016-03-20 16:22:17
有色设备(2015年5期)2015-02-11 17:39:57