
大跨度装配式车站拼装施工技术研究与应用
——以长春市地铁2号线西兴站为例
2022-12-24 05:48初明祥彭传雄胡忠经张静静冯圆成董嘉莲王清标
隧道建设(中英文) 2022年11期
初明祥,彭传雄,胡忠经,张静静,何 鑫,冯圆成,董嘉莲,王清标, 4, 5, 6,*
(1.山东科技大学资源学院,山东 泰安 271000;2.山东科技大学安全与环境工程学院,山东 青岛 266590;3.中铁十四局集团第一工程发展有限公司,山东 日照 276800;4.山东科技大学山东省土木工程防灾减灾重点实验室,山东 青岛 266590;5.山东科技大学矿山灾害预防控制-省部共建国家重点实验室培育基地,山东 青岛 266510;6.山东科技大学煤矿充填开采国家工程实验室,山东 泰安 271000)
0 引言
我国的装配技术在地下工程建设中得到了快速发展[1-4],但在地铁车站装配过程中仍存在劳动力消耗高、装配效率低、装配质量差等问题。在拼装预制件的过程中,拼装精度和效率是现阶段装配技术革新的关键[5-8]。
地下工程预制装配技术具有良好的发展前景[9-10],一些学者对装配技术及质量进行了研究。例如:揭海荣[11]结合集美新城综合管廊工程,提出了预制构件悬空拼装的施工方法;陆慧峰等[12]基于工程实例针对钢筋笼加工、模板安装、混凝土浇筑过程可能出现的问题采取了相关的措施,确保了预制装配式管廊的质量;郭建涛等[13]对叠合整体式预制装配技术的优点、各构件的接头连接技术、防水技术进行了研究,并介绍了该技术在十堰市综合管廊项目中的运用;何昌杰等[14]通过对国内外预制装配式混凝土综合管廊使用现状进行研究,并针对当前预制装配式综合管廊存在的问题提出合理化的建议。
综上所述,可以看出诸多学者对拼装工艺及质量进行了一定的研究,但仅仅只是针对预制管廊等小结构,而对预制构件自身质量大和形状特殊的大跨度车站的拼装工艺精度和效率的研究尚处于初步阶段,因此亟需对大跨度装配式车站拼装施工技术进行深入探讨研究。大跨度装配式结构构件在拼装过程中易发生偏移及变形,当偏移及变形超过一定范围时会影响定位的准确性,进而对后续的拼装工作产生严重影响。
袁家店作为国内技术先进的大跨度装配式车站,其主要利用2台龙门吊配合拼装台车共同作业。拼装作业分3组进行,每组10人,第1组拼装底板A、B块,第2组负责拼装侧墙,第3组负责拼装顶板。整个拼装过程人员分工明确,采用搭“积木”的方式拼装完成。拼装精度为2.5~3 mm,相邻构件空隙为5~10 mm,拼装速度最高达到1环/d,拼装精度与拼装效率有待进一步提升。针对大跨度装配式预制构件如何快速定位拼装和拼装精度难度大等问题,本文以长春地铁2号线西兴站为依托,介绍本工程所遇到的技术重难点问题,并对研发的定位拼装平台和拼装施工技术等进行阐述,以期在袁家店车站的研究基础上进一步提高拼装精度与拼装效率。
1 依托工程概况
1.1 工况
西兴站是长春地铁2号线1期工程的第4站,位于规划中的乙三路与规划中的景阳大道西延伸段的交汇处。该站沿景阳大道西延伸段中段偏南开始施工,施工现场相对开阔,附近没有管道和构筑物。
基坑长度为126 m(63环),宽度为22.5 m,挖深为21~23 m。基坑采用围护桩+竖向5道锚索支护方式,一桩一锚,间距为1.4 m。通过侧墙、梁、板、柱等构件组成主体结构,主体宽度为20.5 m,高度为17.45 m,主体结构顶板覆土为3.5~4.6 m,底板埋深为20.95~22.05 m。受现场地质情况影响,结构底板处于强风化泥岩层。基坑型式及支护方式如图1所示。
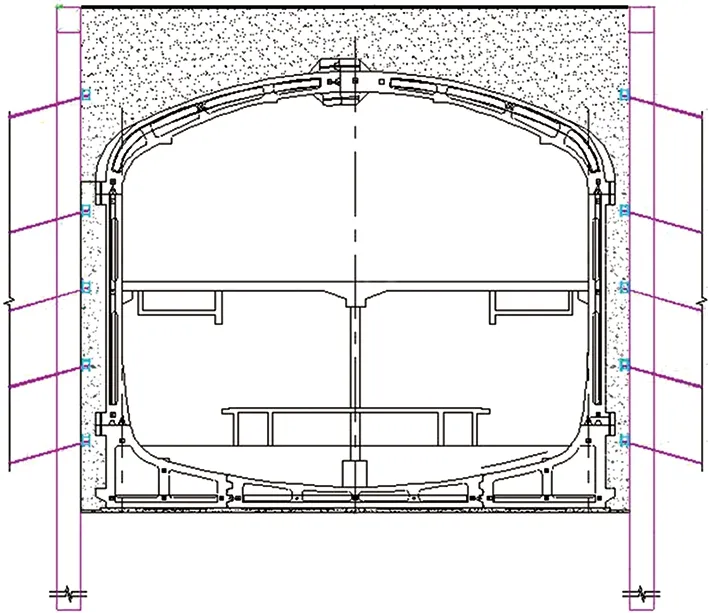
图1 基坑型式及支护方式
1.2 设计概况
车站主体结构由预制构件组成,分别为A、B1、B2、C1、C2、D、E 7个结构编号(见图2)。每块预制构件均为闭合空腔构件,构件壁薄且表面设有榫头、配套的榫槽及螺栓。预制构件的拼装依靠榫头和榫槽在环向及纵向的固定连接来实现。特别地,在连接处上、下各设置有预留的精轧螺纹钢孔道来完成编号D、E预制块的拼装,其他部位则采用高强螺栓进行固定。采用环向对齐对编号A预制块和编号B1、B2预制块进行拼装,通过环向对齐和纵向对齐对编号B1、B2预制块和编号C1、C2预制块进行拼装,通过环向和纵向对齐对编号C1、C2预制块和编号D、E预制块进行拼装,通过错位拼装对编号D、E预制块进行拼装。结构横断面示意如图3所示。装配结构效果示意如图4所示。

(a)A块
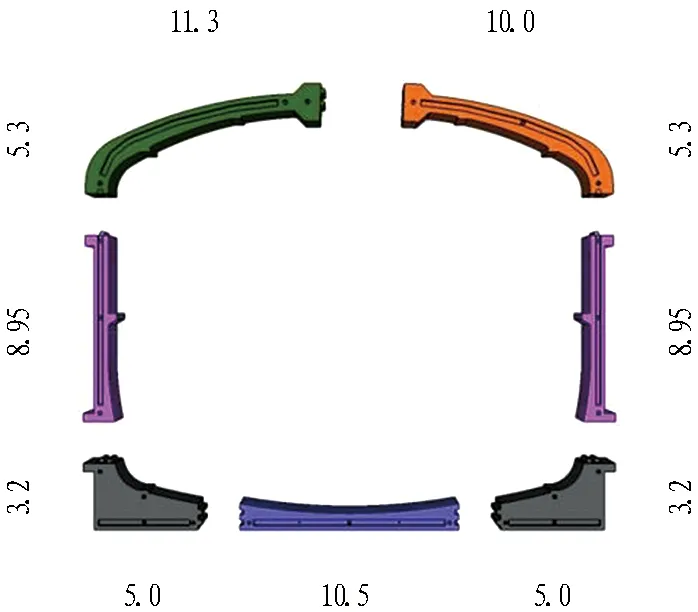
图3 结构横断面示意图(单位:m)
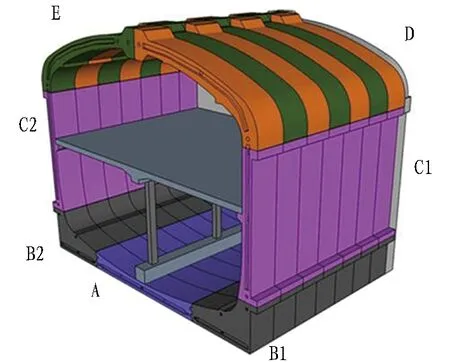
图4 装配结构效果示意图
2 工程技术重难点分析
2.1 预制构件拼装难度大
1)拼装工程量大,标准段结构比较长,分别长达144、126 m,拼装环数分别为72、63环。
2)预制构件尺寸大,自身质量大,构件自身质量分别为38、40、31、48.5、54.5 t,导致快速定位拼装难度大。
3)由于结构形状特殊,确定拼装方法和步序难度大,不同拼装位置需采用不同的拼装方法和步序。
4)在袁家店车站拼装精度达2.5~3 mm的背景下,进一步提高拼装精度的难度大。
2.2 新型拼装设备研制难度大
1)侧墙及顶板的拼装工作,仅靠吊装设备无法完成。
2)在基于类似具有参考价值拼装机械的前提下,本工程亟需解决拼装台车能实现更多功能来提高拼装精度与拼装效率。
3)拼装设备研制期间,对设备的运输、组装形式、多个千斤顶的顶进精度控制、设备移动方式及设备部件之间力的传导方式等需要不断地进行试验和改进。
2.3 基层精平施工技术精度要求高
1)精平条带的精度控制标准为±1 mm。
2)由于本工程未进行后浇带累计误差的消除,精平条带的积累误差过大,必然影响到后续工序的开展。
2.4 注浆专用设备开发难度大
1)即便预制构件拼装成环,其本身的空隙注定榫接结构难以形成整体结构,亟需研发黏结材料注浆设备进行填充,黏结材料必须具备无收缩、流动性好及高强度的特性。
2)由于预制构件间空隙为5 mm,注浆难度大,因此对注浆设备的各项参数要求高,同时要形成集钻注为一体的注浆机组,配合自动化控制监测,实现一整套自动注浆系统。目前国内外还没有相关注浆设备,亟需研制一种能实现固液材料混合功能的注浆设备。
3 拼装施工技术研究
3.1 拼装设备研发
3.1.1 拼装设备要求
拼装平台各个构件需要满足整体装置所需的刚度、强度等力学要求,在正常施工和正常使用的条件下,结构应能承受可能出现的各种荷载作用和变形而不发生破坏,还要具有良好的工作性能。在正常维护的条件下,结构应能在预计的使用年限内满足各项功能要求,即应具有足够的耐久性。
拼装平台在满足上述性能要求的同时,还要达到一定的拼装功能要求。预制构件块体B在拼装时不仅需要考虑与同环构件块体A的榫槽是否完成对接,还需要考虑后续施工时2环中的构件块体B之间的榫槽是否完成合拢工作,在吊装合拢时通过千斤顶进行就位,就位方式为4种,比与构件块体A对接时增加3道工序;由于顶板构件D、E在拼装时不仅需要考虑同环两构件的榫槽是否完成对接,还需考虑下落过程中与同环构件块体C的榫槽是否对接完成,同时完成与前一环榫槽的合拢工作。
由于构件在回落过程中需要保持同步性,且预制构件作为一个拱形结构在结构的拱脚处易产生较大的推力,所以需采取相应的技术措施以避免构件完成拼装后发生开裂。因此,精准、安全、高效地完成顶板处预制构件的拼装工作是整项拼装工作能否成功的重要环节。
3.1.2 拼装设备
根据以上分析,采用了1台专用定位的液压三维定位拼装平台拼装设备(见图5)。该拼装设备自身质量约247 t,其主要包括门架、走行机构、可调式挂架、顶部拼装平台、张拉平台及液压电控系统等,使用钢箱梁作为主体受力结构。利用液压装置对构件块体进行行走和三维立体操作,利用该装置完成预制构件块体间的三维转动和平移。钢箱梁作为主体结构,其耐久性能较好,在各零部件的滑动接触面处使用30 mm厚的四氟板以减小施工过程中的摩擦阻力,且在拼装时三维行动流畅无噪音产生;通过在千斤顶的上部设置挡板和横梁,可直接避免千斤顶与预制构件的螺栓连接过程,不仅提高了预制构件拼装时的定位精度,还极大地提升了工作效率。顶板处的预制构件合拢后,通过控制4台千斤顶保持相同的初始速度同时下落,以保证顶板处的预制构件受力均匀。
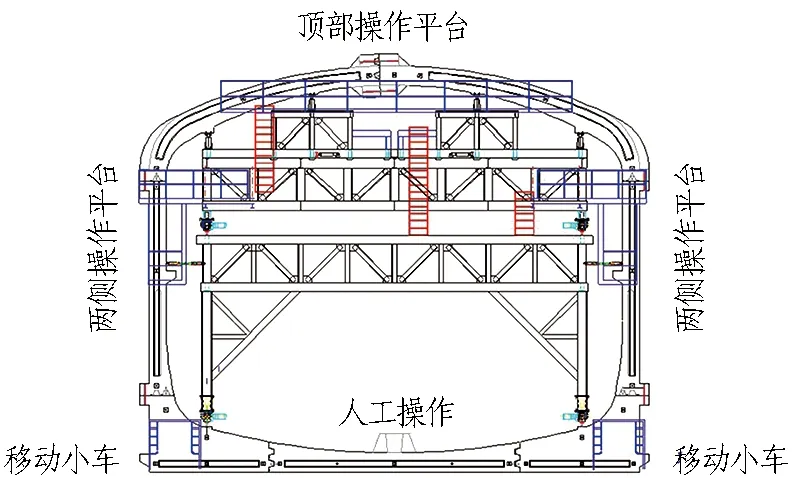
图5 三维定位拼装平台
3.2 拼装施工技术
拼装工程包括基底垫层施工、底板预制构件拼装、侧墙预制构件拼装、顶板预制构件拼装、基底填充注浆、榫槽注浆6道施工工序。其中,预制构件拼装为主工序,其余为辅助工序。拼装采用“通缝拼装和梯次拼装”2种形式。工序如下:底板紧跟基坑开挖连续拼装,侧墙拼装比顶板超前3块,顶板紧跟侧墙。整个过程形成了台阶式流水状态,每环的拼装速度比“成环拼装”提高1倍。
3.2.1 拼接顺序及方法
A/B/C块:1吊2推3落4紧5就位。D/E块:1吊2合3推4落5推6紧7就位。注浆:自底部而上部,先环缝后纵缝,依前后平行推。张拉锁定:先环缝后纵缝。背后回填:逐层回填,压实达到一定强度回填上一层,重复以上步骤直至达到回填高度要求。
3.2.2 拼接步骤
3.2.2.1 步骤1
利用吊装机器吊运8组预制构件A、B,使用仪器张拉后固定。拼装设备使用所需轨道安装在B块的预设位置。
1)首环预制构件A拼装。拼装流程如图6所示。
2月20日,水利部直属机关2012年党的工作会议在京召开。水利部党组书记、部长陈雷出席会议并作重要讲话。中央国家机关工委副书记俞贵麟到会指导并讲话。水利部党组副书记、副部长矫勇主持会议。水利部党组成员、中纪委驻部纪检组组长董力传达中央国家机关第二十六次党的工作会议暨第二十四次纪检工作会议精神。水利部党组成员、副部长、直属机关党委书记周英作工作报告。水利部副部长胡四一,水利部党组成员、副部长李国英,总工程师汪洪,总规划师兼规划计划司司长周学文出席会议。
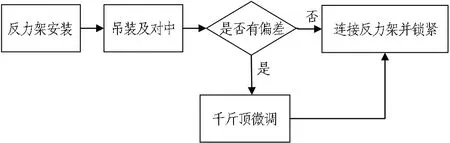
图6 首环预制构件A拼装流程图
进行连接反力架并锁紧的步骤:将精轧螺纹钢从洞孔穿过,并将预制构件A通过螺帽锁紧;依靠液压千斤顶的推力施加300 kN的锁定力作用在每个孔位;重新复核轴线是否对齐,确认轴线对齐后进行长精轧螺纹钢的拼接;使用套筒扳手对反力架与螺帽旋转拧紧。首环A块拼装如图7所示。
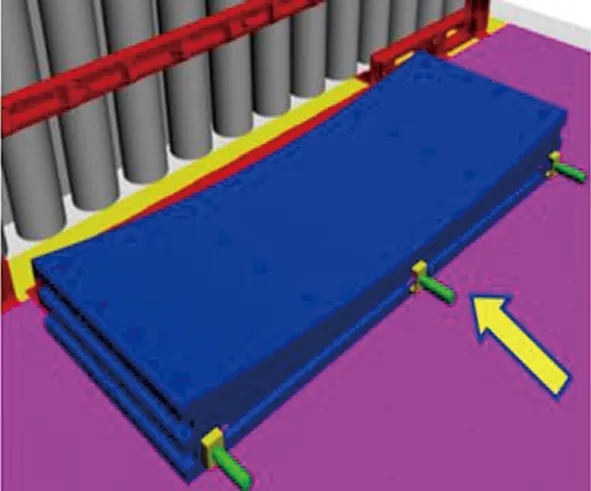
图7 首环A块拼装
2)第2环预制构件A拼装。拼装流程如图8所示。

图8 第2环预制构件A拼装流程图
在吊装及对中时,轴线对中需要借助导向定位装置的精准定位,对中轴线不产生差错后对接首环A和第2环A,并且应预留120 mm的纵向间隙来满足相邻2环A块的拼装要求;第1次顶进的过程中,借助3台穿心顶的推力在A块的中间部位和两端部位同时向前顶进100 mm,并且要求纵向间隙预留20 mm的距离;第2次顶进的过程中,重复第1次顶进的操作同时向前顶进20 mm的距离,通过液压千斤顶对每个孔位都施加300 kN的锁定力;最后通过套筒扳手将螺帽拧紧。
3.2.2.2 步骤2
利用吊装机器在已铺设的轨道上组装拼装设备。
1)首环预制构件B拼装。拼装流程如图9所示。

图9 首环预制构件B拼装流程图
在吊装和对接的进程中,对中无误后完成首环B与首环A的对接,左右两B块应同时进行拼装,对接时首环B与首环A之间应预留220 mm的环向距离;第1次顶进的过程中,沿着首环B的环向,将首环B靠近首环A顶进200 mm的距离,预留20 mm的环向间隙;第2次顶进的过程中,沿着首环B的环向,将首环B靠近首环A顶进20 mm的距离。首环B块拼装如图10所示。首环A块与B块连接形式如图11所示。
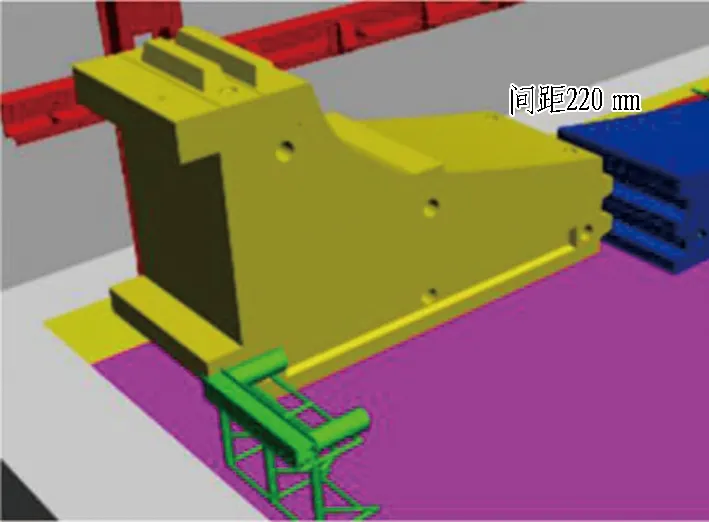
图10 首环B块拼装
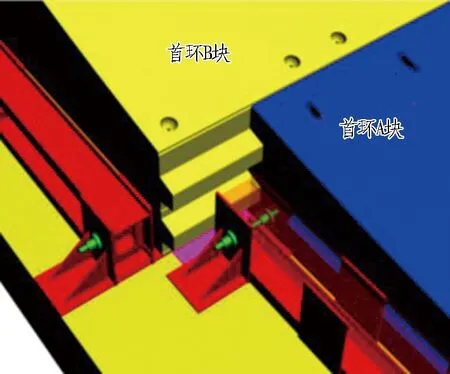
图11 首环A块与B块连接形式
2)第2环预制构件B拼装。拼装流程如图12所示。

图12 第2环预制构件B拼装流程图
在吊装及对中的过程中,利用导向定位装置对中轴线,对中无误后完成二环B与二环A的对接,同一环的B块与A块之间应预留220 mm的环向距离,相邻2环B块之间应预留120 mm的纵向距离;第1次顶进的过程中,沿着二环B的环向,将二环B靠近二环A顶进200 mm的距离,预留20 mm的环向间隙;利用3台穿心顶的推力进行第2次顶进,沿着二环B的纵向,将二环B靠近二环A的位置顶进100 mm的距离,同时纵向间隙预留20 mm;第3次顶进时,沿着二环B的环向,将二环B靠近二环A顶进20 mm的距离;第4次顶进时,将二环B沿纵向,向首环B顶进20 mm。第2环B块安装如图13所示。
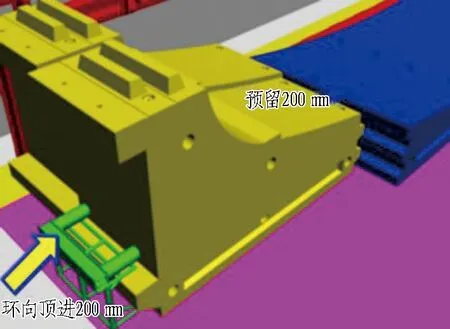
图13 第2环B块安装
3.2.2.3 步骤3
第1环两侧的C块采用吊装机器进行吊运,吊运后的承接采用移动吊架进行衔接操作。移动吊架对位拼装C块,适时定位、张拉。
1)首环预制构件C拼装。拼装流程如图14所示。

图14 首环预制构件C拼装流程图
在钢丝绳处于紧绷状态下,安装首环C两侧的丝杆,利用仪器测量首环C的横、纵向的垂直度。若存在误差,可通过两侧的丝杆对C块进行调整,校正完毕后,通过套筒扳手将B、C块牛腿中起连接作用的精轧螺纹钢旋拧至设计值。吊装及对中如图15所示。垂直度校正示意如图16所示。丝杆位置如图17所示。反力架固定示意如图18所示。牛腿连接示意如图19所示。
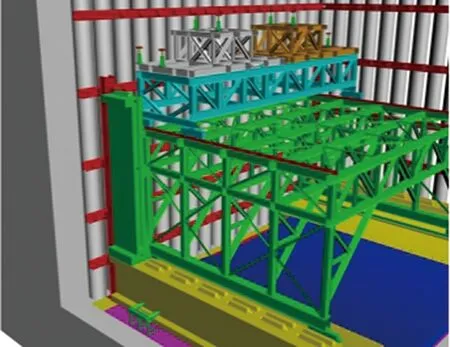
图15 吊装及对中

图16 垂直度校正示意图
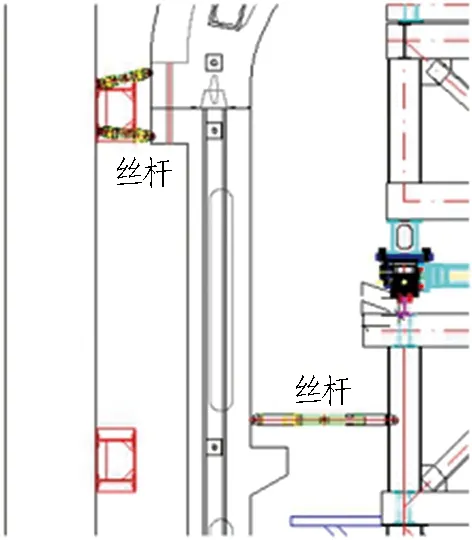
图17 丝杆位置图
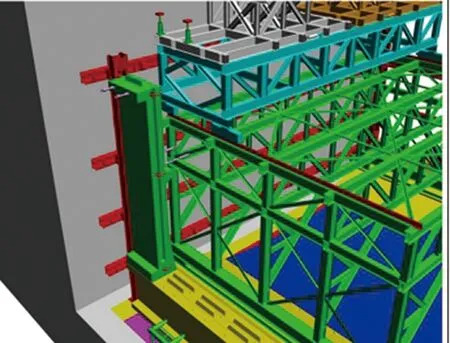
图18 反力架固定示意图

图19 牛腿连接示意图
2)第2环预制构件C拼装。拼装流程如图20所示。

图20 第2环预制构件C拼装流程图
进行吊装及对中时,沿着首环榫槽方向,第2环预制构件C榫头下落,下落的垂直距离为50 mm;顶进锁紧步骤中,需要借助3台穿心顶的推力同时将C块顶进,并且依靠液压千斤顶的推力施加250 kN的锁定力作用在每个孔位。拼装车站C块吊装示意如图21所示。

图21 拼装车站C块吊装示意图
3.2.2.4 步骤4
重复步骤3,连续拼装4组C块。
3.2.2.5 步骤5
通过吊装机器拼装顶部的拼装平台。
3.2.2.6 步骤6
通过吊装机器吊运首环预制构件D、E到顶部的拼装平台上。拼装车站D、E块吊装示意如图22所示。拼装车站D、E块吊装完成示意如图23所示。

图22 拼装车站D、E块吊装示意图

图23 拼装车站D、E块吊装完成示意图
3.2.2.7 步骤7
利用拼装平台多角度微调首环预制构件D、E,对位无误后完成拼装,再对预制构件D、E之间的螺纹钢筋进行张拉。
3.2.2.8 步骤8
首先锁定横移平台,然后施加对拉荷载。平台锁定及螺杆张拉如图24所示。

图24 平台锁定及螺杆张拉
3.2.2.9 步骤9
首环预制构件D、E拼装完成后将顶部拼装平台整体垂直下落,待预制构件D、E块落放于首环预制构件C上时,对其进行微调定位,最后张拉锁定。
3.2.2.10 步骤10
重复步骤6—9,对第2环预制结构D、E完成吊运、安装。
3.2.2.11 步骤11
重复步骤1—9,完成车站的拼装。
3.2.3 定位过程控制
1)借助吊装机械和辅助定位设备来完成预制块A、B拼装和定位工作。首先对预制构件A进行拼装,使相邻2环预制块A之间的环向榫槽进行对接;对称拼装B块,与预制块A通过纵向榫槽完成对接工作,再使相邻2环预制块B通过环向榫槽拼接。
2)预制构件C拼装。利用拼装设备上的可调节式吊挂架、液压千斤顶完成多角度调整精准定位。
3)预制构件D、E拼装。利用拼装设备上的顶部拼装平台与液压千斤顶完成D、E块拼装及同步垂直降落,实现多角度调整精准定位。
3.2.4 纠偏控制
1)轴线控制和调整。利用预制构件上的十字线作为定位标识。每拼装完成3组后复核及校正1次。
2)垂直度控制。激光垂准仪进行量测工作,液压千斤顶进行调整工作,并且要求每拼装完成1组后,必须进行复核及校正1次。
3)预制构件端部同步把控。利用仪器量测来调整预制构件间的接缝宽度,减少累积误差到最小值。块与块之间的接缝宽度控制在6 mm以内,每完成3组拼装就复核校正1次。
4)张拉力及接缝宽度的控制。张拉力与接缝宽度相辅相成,缝宽在防水控制允许范围内,所有预制构件的纠偏均可采用张拉力大小进行调整。
3.2.5 基础平面处理技术
底板的预制构件应与基底垫层紧密接触,基底垫层的平整度与预制构件的拼装精度密切相关。通过开展整体平整、局部平整双思路的精平垫层技术对比分析研究,进一步完善了基础平面处理技术。
该技术原理为化面为线,将整个基底平面的平整度控制转化为5个细条状带来控制。1.2 m宽精平条带两侧采用固定角钢控制标高;完成后支边模及端头模并浇筑精平条带;待精平条带凝固后二次浇筑剩余垫层,标高控制比精平条带低(1±0.5)cm;精平条带混凝土强度达到设计要求后进行标高复测,对误差处进行打磨等处理;处理完成后进行底板块预制构件的拼装;拼装完成4环后通过预留注浆管对二次浇筑垫层(1±0.5)cm高差进行回填注浆,保证装配式车站基底密实。运用固定标高控制角钢、浇筑精平条带、二次浇筑垫层、后期误差消除和回填注浆相结合方法进行施工。注浆管布置如图25所示。
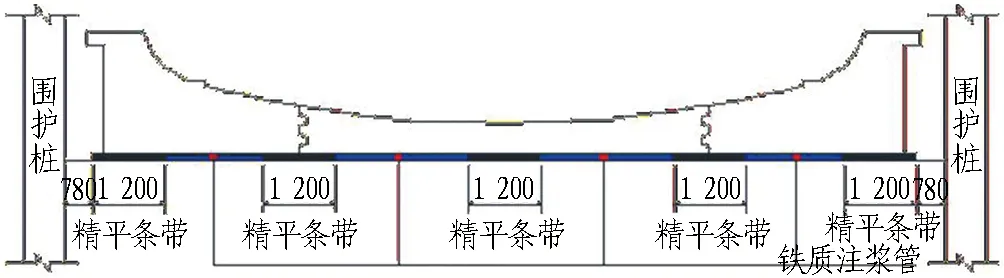
图25 注浆管布置图(单位:mm)
3.2.6 榫槽注浆技术
预制构件应用榫接法,榫槽与榫头间隙以5~10 mm为控制标准。为了粘结构件,在间隙中填充改性环氧树脂。材料的流动性、初凝时间和高度均满足设计和施工要求,独立设计各构件的榫槽,初凝时间要小于80 min,流动通道的阻力未明确,实际操作时的密封效果未能达到理想状态。假若注射错误或失败,不能采取有效的挽救办法。综合上面所述因素,注浆设备采用与天津丰宁机电设备有限公司共同研制的DGZ-03A型结构缝专用注浆机。为了有效解决环氧树脂凝结过快造成的堵塞,采用电器控制、自动搅拌、自动上料系统和高压泵组成注浆机,预制结构每次成环时都要进行榫槽灌浆。
利用台车进行每4环的榫槽注浆,注浆材料环氧树脂甲液、乙液及石英粉的质量比为3∶1∶1.5,注浆设备采用机械注浆机。将榫槽按构件连接口形式,划分为8种,共14处(见图26)。通缝设置在注浆部位A、B之间,其余均为合缝。注浆前,各环需用海绵条将A、B之间接缝封堵。

图26 注浆部位图
4 施工技术应用效果
在对本工程施工过程中的重难点进行分析的基础上,通过对拼装设备及施工技术进行改进,底板预制构件安装及张拉时间:2块B、1块A共180 min,按3 h计。侧墙预制构件C块安装及张拉时间:单块90 min,2块合计3 h。顶板预制构件D、E块安装及张拉时间:合计180 min,按3 h计。则一环预制构件流水作业的理论安装时间为9 h。底板和侧墙加顶拱2个班组平行作业,可有效加快安装进度,即可实现1个工班2环的拼装进度。将原来的拼装精度从2.5~3 mm提升到2.5 mm以下,相邻构件空隙5~10 mm控制到5 mm以内,拼装速度从最快1环/d到最快2环/d,无论是拼装精度还是拼装速率都得到了极大提高。
5 结论与建议
1)通过对大跨度装配式预制构件的装配过程中的技术难度问题进行分析,在原有基础上提出了针对技术重难点问题的改进措施,并开发了装配式预制构件拼装技术,进一步提高了拼装速率及精度。
2)根据现场施工特点及受力特征,对液压三维定位拼装平台构件进行改进,保证拼装过程中构件均匀受力的同时减少了预制构件拼装及张拉时间,最终拼装成环时间最高可减少约6 h。
3)从拼装方法、拼装步序等方面开展装配式车站拼装理论研究,从量程、轴线、高程等方面提出了三维精确定位控制及纠偏控制措施,对比原有拼装技术,其构件拼装精度提高了约25%,为装配式拼装技术革新提供了新的技术方法。
4)未对本工程拼装成环后的结构进行精细化施工过程仿真,在消除接头刚度差异、环间相互作用的前提下,需对拼装过程结构内力、应力及变形特性和接头处的张开量、接触应力做进一步分析验证。
猜你喜欢
特种结构(2022年6期)2023-01-12
理化检验(物理分册)(2022年10期)2022-11-22
船舶力学(2022年7期)2022-07-25
山西建筑(2022年14期)2022-07-18
西部交通科技(2022年2期)2022-04-27
建材发展导向(2021年11期)2021-07-28
铁道建筑技术(2020年11期)2020-05-22
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
管道行业观察(2016年12期)2016-09-12
福建交通科技(2016年1期)2016-04-15
