
表面处理技术在金属纺织专用基础件的应用
2022-12-22 07:31赵仁兵孙思薇张一鸣
纺织器材 2022年6期
李 冰,赵仁兵,孙思薇,曹 路,王 淼,张一鸣
(1.陕西纺织器材研究所有限责任公司,陕西 咸阳 712000;2.重庆金猫纺织器材有限公司,重庆 401336;3.长安大学 材料科学与工程学院,西安 710061)
0 引言
纺织专用基础件是纺织机械不可或缺的器材专件,其性能直接对梳理质量、纺纱质量、织造效率及织物品质产生较大影响。近年来,随着织物种类、品质以及工艺不断进步,纺织机械逐步向智能化、高效化、节能化方向发展,对纺织专用基础件性能亦提出了更高要求[1]。以金属为原材料的纺织专用基础件,主要有钢领、钢丝圈、导纱钩、金属针布、罗拉、锭子、筘、综、停经片等,其性能失效主要是由于与纤维、纱线或其他器材专件长期接触磨损导致[2]。
表面处理技术因具有高度实用性以及优质、高效、低耗等特点,被作为金属纺织专用基础件提升性能的主要手段之一[3],如利用表面处理技术改变基材的表面结构和性能,提高金属纺织专用基础件的耐磨性及耐蚀性,从而延长其使用寿命。早在20世纪50年代,我国就采用渗硫工艺对钢领进行表面处理以提高其耐磨性,后因金属铬具有硬度高、强度大及耐高温等特点,使得镀铬技术被广泛应用,如镀铬钢领、镀铬钢丝圈、镀铬筘片等[4]。随着金属表面处理技术不断发展,更加环保、高效且性能优异的化学复合镀、磁控溅射镀、电弧离子镀等技术,逐渐在金属纺织专用基础件的表面处理中得到广泛应用。
1 表面处理技术分类
表面处理技术是在基体材料表面上人工形成一层与基体的机械、物理和化学性能不同表层的工艺方法,通过此方法改变基材表面化学成分、组织结构和应力状况,提高基材表面性能。表面处理技术种类很多,按照学科特点主要分为表面合金化技术、表面覆盖和覆膜技术及表面组织转化3类,见图1。

图1 表面处理技术分类
表面合金化技术是利用外来元素与基材元素相混合,形成一种成分不同于基材和添加材料的表面新材料,包括喷焊、堆焊、离子注入、激光熔覆和热渗镀等;表面覆盖和覆膜技术不改变基材成分,利用外加涂层或镀层来优化基材表面性能,主要包括热喷镀、电镀、化学转化处理、化学镀、气相沉积、涂装、金属染色等;表面组织转化技术不改变材料表面成分,只是通过改变材料组织结构特性或应力状况来改变材料性能,可通过激光表面淬火、电子束热处理、喷丸、滚压等实现。因表面处理技术的发展以及处理方式的不同,而具有不同的处理特点[5]。
2 金属纺织专用基础件失效类别
金属纺织专用基础件的失效,主要是由于其相互磨损、其与纤维或纱线之间的磨损导致的表面物质不断损失或产生残余变形、甚至断裂的现象;失效的核心是在接触面上发生相对运动,是一种具有时变特征的动态过程。按照磨损机理可分为粘着磨损、磨粒磨损、疲劳磨损、腐蚀磨损、冲蚀磨损及微动磨损;按环境介质则可分为干磨损、湿磨损和流体磨损。通过对金属纺织专用基础件的运动状态分析得知,其磨损是一种复杂的、由于表面物理作用或伴有化学反应而产生不断损耗的现象,影响因素较多,主要磨损形式为粘着磨损和疲劳磨损。
当摩擦副产生相对滑动时,由于粘着效应所形成结点发生剪切、断裂,被剪切或脱落的材料成磨屑,或由一个表面迁移至另一个表面的磨损,称为粘着磨损。金属纺织专用基础件在运动过程中的摩擦多属于干摩擦,且由于运行速度快会引起温升过高而无法形成滑动膜,进而使接触面粘着,在表面产生凹坑和粘着物。钢领、钢丝圈作为一对典型的摩擦副,钢丝圈转速高达20 kr/min,当两个接触体相对滚动或滑动时,在接触区形成的循环应力超过材料疲劳强度时,表面层将引发裂纹并逐步扩展,最终使裂纹以上的材料断裂并剥落,这样的磨损过程称为疲劳磨损。锭子长期高速运转,其端部和锭底处于高速滚滑旋转的运动状态,所形成的摩擦副会产生较大的粘着磨损和磨粒磨损。筘的失效则是由于织机在打纬和引纬过程中的振动,以及与经纱摩擦引起的疲劳磨损及磨粒磨损,且筘边齿受到较大的经纱张力会加速筘的磨损。
3 金属纺织专用基础件常见表面处理技术
3.1 热渗镀
3.1.1热渗镀是指用加热扩散的方法把一种或几种元素渗入金属基体表面,从而形成扩散合金层的方法,所形成的镀层叫做渗镀层或扩散渗镀层,简称“渗层”。渗层的形成主要依靠加热扩散的作用,渗层与基体间靠形成合金来结合,非常牢固、不易脱落。根据与基材相接触介质的不同,可分为固渗、液渗和气渗;根据渗入元素或形成化合物的不同,可以分为渗碳、渗氮、渗硼、渗硫、渗铝、渗铬、碳氮共渗、硫氰共渗和碳氮硫氧硼五元共渗等。图2为渗氮金相图,从图左侧可明显观察到致密的渗氮层表面。
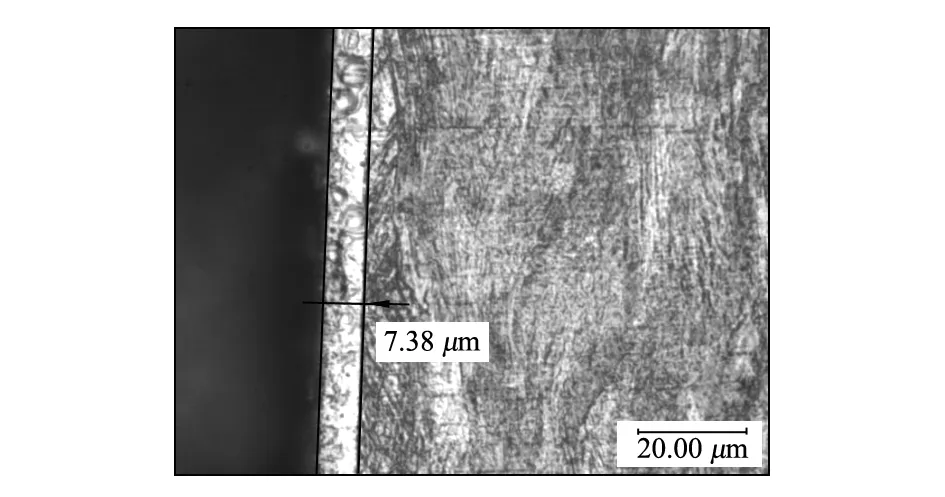
图2 渗氮金相图
可采用渗碳、渗氮、碳氮共渗以及多元共渗等热渗镀技术,对金属纺织专用基础件表面进行处理,氮化异形筘片、黑氮钢领、碳氮共渗钢领以及多元共渗钢丝圈均采用了热渗镀处理技术。
3.1.2金属纺织专用基础件经过热渗镀后的硬度和耐磨性好,且具有良好的抗弯强度、接触疲劳、抗蚀性和抗氧化性。仅做渗碳处理的渗碳层虽然硬化深度大,但表面硬度较低;渗氮技术的处理温度低,渗氮层残余压应力比渗碳层大,处理后的金属纺织专用基础件变形较小,具有更高的疲劳极限和硬度,耐磨性和抗蚀性更佳,但渗层较浅,而碳氮共渗可在一定程度上克服二者缺点。多元共渗则是通过渗入多种元素赋予金属纺织专用基础件表面更加优异的性能[6]。渗硼层的硬度可达1300 HV~1800 HV,耐磨性比渗碳层高3倍以上[7];渗硫层具有良好的减摩作用;渗铬后可进一步提高材料表面抗蚀性、耐磨性及抗高温氧化性。
3.2 电镀
3.2.1电镀是将产品放入含有欲镀金属的盐类溶液中,以产品为阴极,以欲镀金属为阳极,在电场电解作用下,使镀液中金属阳离子在产品表面沉积形成镀层的过程。电镀工艺使用设备简单,操作易于控制,镀层材料较为广泛且成本较低,是在材料表面获得金属涂层的重要方法之一[8]。电镀处理可延长金属纺织专用基础件的使用寿命,降低其表面拉毛、划伤等缺陷。同时,采用电镀工艺制备的镀层厚度约为10 μm~30 μm,对产品的形状不会造成影响,电镀层的金相图见图3。
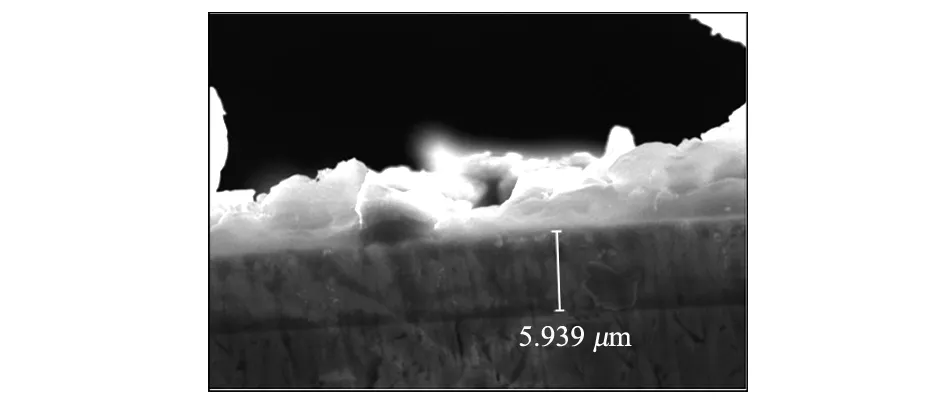
图3 金属纺织专用基础件表面电镀层金相图
3.2.2根据功能不同,镀层可分为装饰镀层如Cu-Zn、黑镍、黑铬等镀层,防护镀层如Ni,Cr,Zn-Ni等镀层,防护—装饰镀层如Cu-Ni-Cr组合镀层,电性能镀层如Au,Ag,Cu等镀层,耐磨减磨镀层如硬铬、松孔铬、Ni-SiC,Ni-PTFE等镀层,磁性能镀层如Ni-Fe,Fe-Co等镀层,耐热镀层如Ni-W,Ni,Cr等镀层。不同镀层元素及结构会赋予金属材料表面不同的性能,镀镍主要用于钢丝圈的表面防护,使其表面具有一定的硬度,且耐磨性和防腐蚀性较好,有Ni-W,Ni-Co,Ni-P,Ni-Mo等组合镀层。镀铬是最常用的金属纺织专用基础件表面处理技术,可应用于导纱钩、锭子、气圈环、钢领、钢丝圈、筘片等,具有硬度高(大于800 HV0.2)、耐磨性好、防腐蚀性好、耐热性能优等特点。
3.2.3松孔铬镀层是利用铬层本身的细致裂纹,在镀铬后进行松孔处理,得到具有一定疏密度和深度的、网状沟纹的硬铬镀层,具有储油和润滑的作用,松孔铬镀层结构见图4。工作时,储存的润滑油从网状沟纹内被挤出,溢流在工件表面,受毛细管作用沿着沟纹渗到整个工件表面,降低工件的表面摩擦因数,加大润滑性,进而提高工件的耐磨性,延长工件使用寿命。
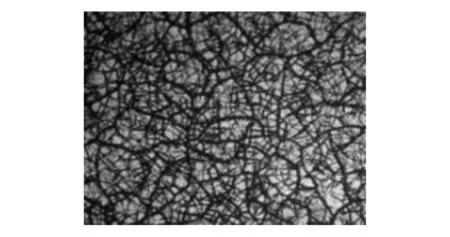
图4 松孔铬镀层结构
3.2.4电镀工艺在金属纺织专用基础件表面处理过程中存在的主要缺陷有:① 若基体存在杂质或表面不平整,电镀后会出现毛刺;② 若基体表面粗糙、有磁性、零件凸起处未采取阴极保护,则会造成镀层粗糙及出现铬瘤;③ 镀液温度低或镀液中有悬浮物会造成结瘤;④ 由于基材应力或者电镀后未进行除氢会造成镀层起泡、脱铬和崩铬;⑤ 传统电镀生产过程中会使用到大量的酸、碱、重金属和易燃、易爆及危险化学用品等,对人体和环境造成严重危害。
3.3 化学镀
3.3.1化学镀是一种在不加外部电源的条件下,利用还原剂将溶液中的金属离子还原并沉积在具有催化活性的物体表面上,使之形成金属镀层的工艺方法。其原理示意如图5所示。
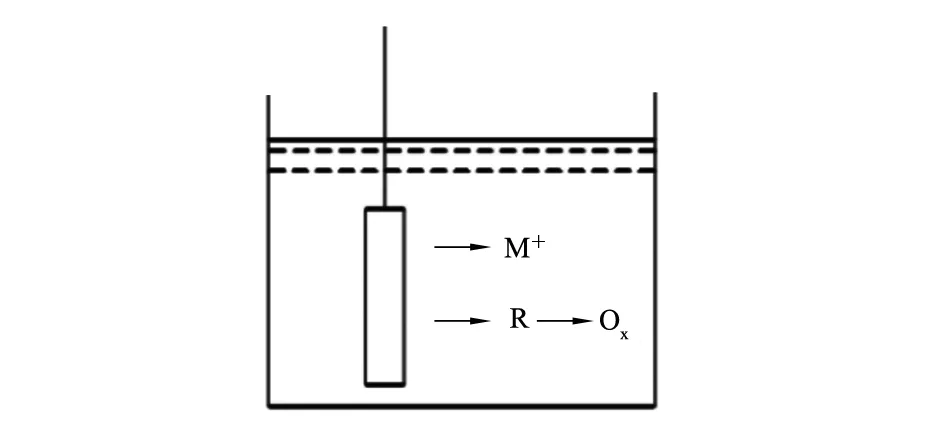
图5 化学镀过程示意
图6中M表示金属,R和O分别表示还原剂的还原态和氧化态;阳极和阴极反应式分别见式(1)和式(2)。
阳极反应:R+H2O→Ox+e-
(1)
阴极反应:M++e-→M
(2)
化学镀使用设备简单、操作方便、污染少,可以得到所需厚度的镀层,对于不规则形状或有内孔的工件,也可获得沉积厚度均匀的镀层,亦可镀具有特殊性能的膜,如磁性膜等。
3.3.2化学镀镍是应用最为广泛的方法之一,其技术成熟、工艺简单、污染小、效率高,可显著提高材料表面的耐磨性和耐蚀性等。镀液中的镍离子浓度仅为电镀镍的1/10,且镀层多由Cu,Ni,Co,Ag,Pd,Sn和Au等元素两种或两种以上的合金组成,在硬度、耐磨性和耐蚀性等方面提升幅度较大。其中Ni-P合金是一种很好的代铬镀层,不仅可消除六价铬离子对环境的污染,而且可省去镀后的研磨加工,大大提高了生产效率[9]。在Ni-P合金镀层里添加硬度较大、耐磨性较强的SiC,Al2O3和人造金刚石等微粒,如制备的Ni-P-MoS2,Ni-P-Cr2O3,Ni-P-SiC,Ni-P-Al2O3等镀层,可改善镀层硬度,减少摩擦因数。有相关研究表明,当Al2O3纳米微粒质量分数达到2.58%时,镀层的磨损量可下降80%[10]。
3.3.3化学复合镀作为化学镀技术的新进展,是一种新型的表面复合材料制备方法。通过在化学镀的基础溶液中添加自润滑粒子,使其在镀液中充分悬浮和分散,共沉积在基体表面,从而得到基质金属和粒子两相组成的复合镀层。自润滑粒子可通过自身的层状剥离在镀层表面铺展开,经过一段时间摩擦后,形成厚度均匀的减摩层,降低镀层摩擦因数,以减少磨损。利用化学复合镀技术对钢丝圈表面进行处理(图6),可显著提高钢丝圈的耐磨性及使用寿命。马沙沙等人[11]在镀液中添加纳米碳化硅(SiC)和聚四氟乙烯(PTFE),制备了Ni-P-SiC-PTFE化学复合镀层的钢丝圈,其镀层晶粒均匀细致、厚度均匀、粘附性良好。试纺后,纱线品质提高,断头率降低了50%,上机后的磨损量减少了31.6%。田中青等人[12]将Ni-P-碳纤维镀层再经过340 °C保温8 h的热处理工艺后,镀层硬度可达到1000 HV以上。但化学镀的处理工艺及预处理环节要求较高,镀层种类较少且镀液稳定性较差,调整和再生困难,使用寿命较短。

图6 化学复合镀钢丝圈
3.4 气相沉积技术
3.4.1气相沉积技术是利用气相中发生的物理(热蒸发、磁控溅射、气体放电等)或化学反应,在材料表面形成功能性或装饰性的金属、非金属或化合物镀层。按成膜的方法可分为物理气相沉积法(PVD)和化学气相沉积法(CVD)[13]。
3.4.2物理气相沉积法中使用磁控溅射技术进行的镀膜,具有厚度可控性高、附着力强、成膜质量高的特点。马召磊[14]在钢领表面采用磁控溅射法镀Cr/TiN双层膜,可使镀膜附着力达到51.4 N,硬度为11.7 GPa(测试载荷为25 g),表面粗糙度Ra值为12.1 nm,耐腐蚀性能为10级,纺纱效率提高约20%。孔永华等人[15]提出采用中频非平衡磁控溅射技术制备类金刚石镀膜(DLC)的方法,可使钢领表面摩擦因数保持为0.08~0.15,磨损率较小。电弧离子镀技术可进一步提高离化率和沉积速率,通过磁场控制弧斑在靶材上运动,利用电弧的高温和高压使靶材产生离化的气体,并在电场力的作用下轰击基片。杨立军等人[16]采用真空电弧离子镀技术在低温条件下,在钢领表面成功制备了Ti-Al-N-C多元镀层,使镀膜和基材的附着力大于30 N,硬度超过1700 HV0.01。在钢领表面镀有Ti-Al-Si-N-C硬质薄膜,可获得与布雷克钢领相当的成纱质量及使用寿命。除此之外,在钢丝圈表面进行化学气相沉积TiC,亦可使钢丝圈硬度大于2700 HV,显著提高其耐磨性[17]。杜鹏等人[18]介绍了用于异形筘加强型筘齿的表面涂镀技术,如纳米陶瓷化学镀、Cr/CrTiN阶梯镀、过滤阴极真空电弧石墨镀膜等,可使筘片镀膜致密性好、附着力强,硬度达到800 HV~2000 HV,摩擦因数降低,使用寿命延长,织机断头率降低,织造质量进一步提高。
3.5 其他
周献珠等人[19]详细介绍了纳米等离子热喷涂技术,通过气体电离产生的离子高温射流将材料融化后喷涂到基材表面形成均匀涂层,应用于钢领、锭子、针齿等纺织专用基础件的维修工作中,其使用寿命可达到甚至超过纺纱厂新购产品的使用寿命。王显方[20]将钢领置于专用的液氮容器中,在-185 °C下保持19 h后,发现经过深冷处理的钢领硬度、压缩强度及冲击强度均得到提高,且成纱质量优异。
4 结语
表面处理技术是提高金属纺织专用基础件耐磨性,延长其使用寿命的重要方法之一,其中常见的表面处理技术有热渗镀、电镀、化学镀和气相沉积技术等。经过热渗镀的金属纺织专用基础件具有良好的抗弯强度、接触疲劳、抗蚀性和抗氧化性;电镀铬因为镀层硬度较高、耐磨性好,是金属纺织专用基础件最常用的表面处理技术,但在传统生产过程中会产生大量污染物,不利于环境保护;化学镀中的复合镀可得到基质金属和粒子两相组成的复合镀层,自润滑粒子可通过自身的层状剥离在镀层表面铺展开,显著降低镀层的摩擦因数,减少磨损;气相沉积技术具有镀膜附着力强、成膜质量高、污染小等优点。使用新型表面处理技术,如梯度陶瓷复合镀层、过滤阴极真空电弧石墨镀膜、自润滑高硬度的共晶石墨钢镀层等技术,必将成为提高金属纺织专用基础件性能的主要研发方向,为促进纺织生产的高质量、智能化及绿色化发展做好基础。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
金属热处理(2022年10期)2022-10-25
电镀与精饰(2022年8期)2022-08-18
橡胶工业(2022年7期)2022-07-19
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
中学生数理化·七年级数学人教版(2021年10期)2021-11-22
中学生数理化·中考版(2021年10期)2021-11-22
机械工程师(2018年10期)2018-02-18
家庭影院技术(2017年12期)2017-02-06
纺织器材(2016年5期)2016-11-22
