
精炼机淋洗槽的优化
2022-12-22 07:31李稳生
纺织器材 2022年6期
李稳生
(唐山三友远达纤维有限公司,河北 唐山 063305)
目前,网带式精炼机是国内外粘胶行业用于纤维后处理的主要设备,使用淋洗槽对网带上连续运动的散状纤维进行淋洗以去除杂质,具有结构简单、处理能力强、操作安全方便等优点。淋洗装置选取材料基本以不锈钢为主,特殊浴液区有腐蚀严重部分以904L不锈钢为主。但是,淋洗槽因长期放置在高温蒸汽、含酸碱性气体及酸性浴液环境中使用,极易受到锈蚀和腐蚀,导致淋洗槽使用周期短、更换备件频繁、备件费用高、维修繁琐等问题[1]。
1 淋洗槽结构与工作原理
1.1 淋洗槽结构
精炼机作为纤维后处理的主要设备之一,其内部包括多道淋洗除杂工序,如水洗、脱硫、漂白、油浴等。每个除杂工序均设有淋洗槽,淋洗槽横向安装于精炼机内部两个压辊之间,两个压辊之间区域为 淋洗区,内含两道淋洗槽,由托架支承,高于网带300 mm~500 mm,便于淋洗。每个淋洗槽上面有上液管输送浴液给淋洗槽。通过淋洗液在槽体的溢流端均匀溢流喷淋到网带纤维上,从而达到淋洗后处理的效果。淋洗槽喷淋下来的各种浴液通过纤维后,渗落到网带下的接收浴槽即回收系统,然后到浴站进行回收,之后通过泵循环打液,再打到上液管即进液系统,进入到淋洗槽实现循环使用。
淋洗槽由进液端和溢流端组成。进液端为长方形槽体,两侧与底板封闭连接,上部开口正对进液管进口,下侧与溢流端连通;溢流端为长方形槽体,一端封闭,另一侧与进液端相通,上部锯齿形开口为工作面。溢流端内部含放液装置,在清理时可将内部浴液排空。因淋洗槽底板放置在溢流槽支架上,工作时固定不动,但清理时底板与支架面会发生往复摩擦,故底板厚度应大于两侧板,且为整板折弯,而两侧板与其他设备不接触,在节省费用的情况下可用拼板焊接而成。
1.2 淋洗槽工作原理
淋洗槽工作原理示意见图1。淋洗槽工作时,打液泵将淋洗液依次输送到上液管、进液端,待进液端封闭区域液面缓慢上升后,由进液端下部流入溢流端,当浴液位高于溢流端工作面时(锯齿根部),浴液由齿根部均匀溢流,淋洗网带上前进的纤维,浴液部分穿过纤维落入回流系统,部分经压辊与托辊的上下挤压进入回流系统,浴液在回流系统的配比符合要求后重新进入进液系统,由此完成一个淋洗循环过程。
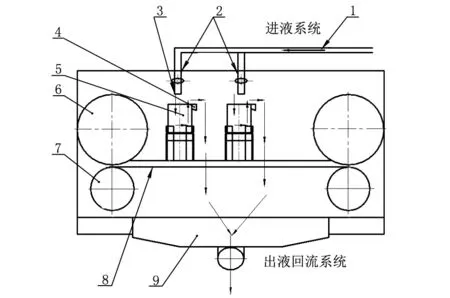
1—进淋洗液;2—上液管;3—进液端;4—溢流端;5—淋洗槽;6—压辊;7—托辊;8—网带;9—接收浴槽。图1 淋洗槽工作原理示意
2 淋洗装置优化设计
2.1 材质改进
漂白区浴液是强腐蚀性次氯酸钠溶液,改进前淋洗槽材质为904L不锈钢,使用6个月便发生锈蚀,使用1 年需更换新备件,成本较高。为探究不同材质淋洗槽的耐腐蚀性,分别选取904L不锈钢、钛板、玻璃钢、聚丙烯4种材料,在精炼机回收槽内进行耐腐蚀性能试验,漂白浴液浓度为1.8 g/L,温度约为60 ℃~80 ℃。不同材质淋洗槽耐腐蚀试验如表1所示。
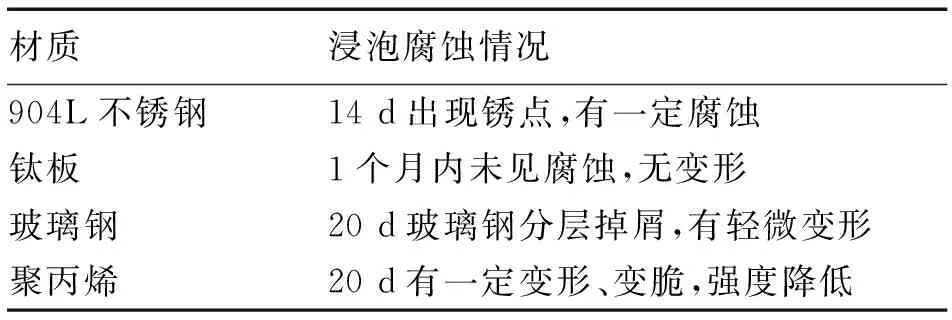
表1 不同材质淋洗槽耐腐蚀性试验对比
由表1可知,在4种备选材料中,钛板在1个月内未出现锈蚀斑点,说明钛材质具有良好的耐腐性能。且钛板价格低于904L不锈钢,密度约为904L不锈钢的50%,因此,用钛板制作淋洗槽,减少了异物脱落的安全隐患。
2.2 淋洗方式改进
改进前淋洗槽淋洗方式为两侧溢流,此进液方式不宜精准控制淋洗量,易产生辫子丝,对轧车辊、压辊气缸、开松鼓等设备具有极大的损害,且影响生产工艺指标。根据实际生产跟踪对比,认为两侧淋洗对纤维冲击力大、流量大小不易精准操作是产生辫子丝的主要原因,并通过淋洗槽高低试验进行验证。具体方法为:采用人工干预方法对淋洗槽生产线一侧进行加高,即控制一侧不溢流、另一侧溢流,可简单控制进液量。淋洗方式对辫子丝的影响如表2所示。其中,生产周期为7 d。
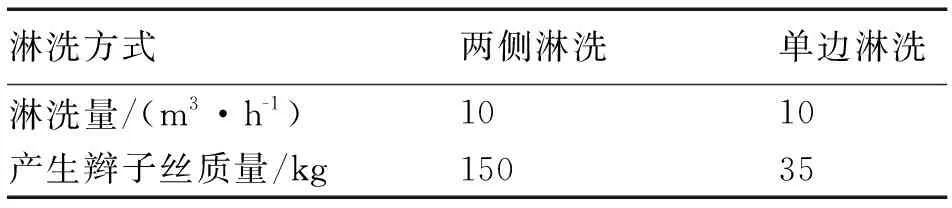
表2 淋洗方式对辫子丝的影响
由表2可知,在淋洗量相同的情况下,单边淋洗可明显减少辫子丝,且无较大辫子丝,有利于提高纤维产品质量。
为了精准控制淋洗槽流量,对单边淋洗开槽[2],并对远离压辊一侧设计不溢流,靠近压辊一侧溢流,具体开槽尺寸见图2。将改进后的淋洗槽投入使用,经过跟踪多个班组实际生产情况,发现辫子丝明显减少。证明此设计有效地解决了辫子丝产生问题,并符合实际生产要求。

图2 单边淋洗开槽尺寸示意
3 改进效果
3.1 降低成本
改进前淋洗槽整体材质为904L不锈钢,耐腐蚀性差,使用寿命短,淋洗槽单价为1.5万元;改进后淋洗槽整体材质为钛板,其耐腐蚀性优于904L不锈钢,淋洗槽单价为10万元,且使用周期比改进前延长1倍。每条生产线每年更换淋洗槽7个,两条生产线共计14个,每年可节约备件采购费用7万元,有效地降低了成本。
3.2 安全可靠性提升
904L不锈钢密度为8.25 g/cm3,改进前淋洗槽质量为25 kg;钛板密度为4.51 g/cm3,改进后淋洗槽质量约为904L不锈钢淋洗槽的50%。改进后淋洗槽质量明显减轻,人工操作时安全可靠性大幅提升。
3.3 避免锈蚀
钛板淋洗槽在使用过程中不产生锈蚀,可避免异物掉落造成纤维污染,保证纤维产品质量,可提高企业信誉口碑。
3.4 其他优点
单边淋洗方式有利于减少辫子丝的产生和非计划停车次数,提高压辊、轧车辊的使用寿命,同时每年可降低精炼机气缸、压辊备件采购费用约8万元。此外,改善辫子丝问题可提高产品质量,减少下游企业投诉,进而提升产品竞争力。
4 结语
经过实际生产前后数据的对比,相比原904L不锈钢淋洗槽,使用改造后的钛板淋洗槽,配合单边淋洗方式,无论是设计还是选材均符合实际生产需要,适应大型设备产能需求。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
橡塑技术与装备(2022年5期)2022-05-17
陶瓷学报(2021年5期)2021-11-22
中国奶牛(2020年8期)2020-09-02
陶瓷学报(2019年5期)2019-01-12
科技与创新(2018年23期)2018-12-18
橡塑技术与装备(2018年21期)2018-11-13
新农业(2018年23期)2018-10-17
中国乳业(2017年3期)2017-04-17
橡胶工业(2016年11期)2016-02-24
