
3D打印用ABS复合阻燃线材的制备及其性能研究
2022-12-22 07:28:44钟燕辉陈绍军翁少玲黄紫欣
化工科技 2022年3期
钟燕辉,陈绍军,叶 旋,翁少玲,黄紫欣
(河源职业技术学院 机电工程学院,广东 河源 517000)
随着科技的发展,制造业正朝着智能制造模式发展,其主要特征是信息技术高度渗透制造业实现全生命周期的管理[1-2]。3D打印是进入21世纪以来制造业中有代表性的新兴产业,实现了增材制造替代传统等材和减材制造,深刻改变了传统的生产模式[3-5]。3D打印融合新技术、新工艺、新设备、新材料等领域,涉及机械、计算机、力学、材料等多领域的交叉学科。而其中3D打印材料开发、应用和发展又显得尤为重要,可以说3D打印材料的发展决定了3D打印技术能否进一步深入和扩大,是3D打印技术发展重要的物质基础[6-8]。
随着基于FDM的ABS打印材料在电子电器、建筑建材、工程应用等领域的应用越来越广,对3D打印用ABS材料的要求也越来越多样性[9]。目前对3D打印用ABS的改性主要集中在提高强度、耐热性和表面光洁度的研究较多,但对其阻燃等性能的研究较少[10-12]。由于ABS氧指数低,属于易燃材料,且材料含碳量高,燃烧不完全会放出大量浓黑烟,一旦发生火灾,容易造成重大伤亡或对环境造成严重损害。这种潜在的火灾安全因素将制约ABS塑料在3D打印各个领域的发展前景[13-14]。因此,开发出无毒、无污染和高效阻燃的3D打印用ABS高分子复合材料具有重要的实际意义。本文以微胶囊红磷、十溴二苯乙烷作为阻燃剂,三氧化二锑作为协效剂,研究制备可用于3D打印生产的ABS复合阻燃材料。
1 实验部分
1.1 原料与仪器
ABS:PA-756,奇美实业股份有限公司;微胶囊红磷(MRP):HT-208,山东省济南市泰星化工有限公司;十溴二苯乙烷(DBDPE):HT-106,山东省济南市泰星化工有限公司;三氧化二锑(Sb2O3):HT-105,山东省济南市泰星化工有限公司;氧化锌(ZnO):柳州市中色锌品有限公司;抗氧剂1010:东莞市绿伟塑胶制品有限公司;ABS增韧剂:9906,广东河源金亨新材料有限公司。
高速混合机:SHR100,张家港轻工机械厂;双螺杆塑料挤出机:SJ-45,广州白云竹料天成机械厂;热风塑料干燥机:GZJ001,东莞市汇通自动化科技有限公司;卧式曲肘注塑机:PD128-KX,广东佳明机器有限公司;氧指数测试仪器:HC-2C,南京市上元分析仪器有限公司;水平垂直燃烧试验仪:CZF-4型号,南京市上元分析仪器有限公司;微机控制式电子万能试验机:WDW-10,济南市唯品试验机有限公司;液晶控制摆锤冲击试验机:XJF-5.5,济南唯品试验机有限公司;熔体流动速率测定仪:MFI-1211,承德金建检测仪器有限公司;热变形维卡软化点试验机:XRW-300HB系列,承德市大加仪器有限公司;3D打印耗材挤出生产线:SHSJ-25型,东莞市松湖塑料机械股份有限公司;桌面3D打印机:UP BOX+,北京太尔时代科技有限公司。
1.2 试样的制备
将ABS放在80℃的热风塑料干燥机中干燥2 h,然后将ABS粒料、微胶囊红磷(MRP)、十溴二苯乙烷(DBDPE)、三氧化二梯(Sb2O3)、氧化锌等按配方配比好,放进高速混合机共混,温度80 ℃,混合时间15 min,出料。混合后把物料放在双螺杆挤出机挤出造粒,挤出机各温控段温度设定为190 ℃、200 ℃、210 ℃、220 ℃,螺杆转速15 r/min,牵引速度为13 r/min。最后把干燥好的颗粒放进注塑机制备标准试样,料筒温度(从喷嘴直到加料口方向):225 ℃,220 ℃,210 ℃,200 ℃,190 ℃,以备性能测试。
1.3 性能测试及表征
氧指数(LOI):根据GB/T 2406.2—2009中的相关规范[15],采用南京市上元分析仪器有限公司的HC-2C型氧指数仪进行测试,样条的尺寸为125 mm×10 mm×4 mm。
水平垂直燃烧:测试标准按照GB/T 2048—2000相关规范,测试样条尺寸为样条尺寸125 mm×13 mm×3 mm,点火时间30 s。
拉伸强度:按GB/T 1040.2—2006测试,选用哑铃型拉伸试验试样,实验温度为23 ℃,拉伸速度为5 mm/min。
冲击强度:根据GB/T 1843—2008,测试阻燃ABS改性材料缺口试样的冲击强度,试验温度为23 ℃,每组测定10个样品,取平均值。
熔体流动速率:按GB/T 3682—1989测试进行阻燃ABS改性材料的熔体流动速率,添加负荷为10 kg,测试温度220 ℃,切取熔融样条的时间间隔为8 s。
维卡软化温度:按GB/T 1634.2—2004测试,选择方形标本(10 mm×10 mm×4 mm),室温为23 ℃,升温速率为120 ℃/h,添加砝码重量为5 029 g,附加砝码为68 g,使用的传热介质为硅油,变形量为1 mm。
2 结果与讨论
2.1 复合阻燃体系对3D打印ABS线材阻燃性能的影响
MRP/DBDPE/Sb2O3复合阻燃体系的燃烧测试结果见表1,图1为复合阻燃剂添加量对ABS线材氧指数的影响。
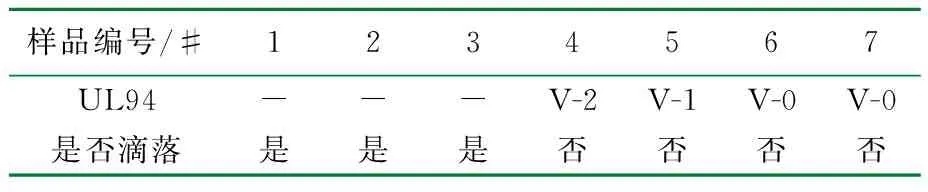
表1 MRP/DBDPE/Sb2O3复合阻燃体系的燃烧测试结果
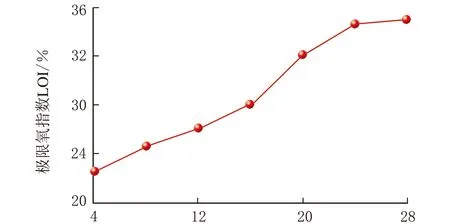
复合阻燃剂添加量/份图1 复合阻燃剂添加量对ABS线材氧指数的影响
由图表可知,在复合阻燃剂添加量为4份时,因成炭率较低,阻燃效果有限。随着复合阻燃剂的增多,阻燃效果逐渐变好,当复合阻燃剂添加量为12份以下时,氧指数低于27,处于难燃阶段。当复合阻燃剂添加量为16份时,氧指数为28,无滴落,UL94为V-2级别。当添加量为24份时,氧指数到34.5,无低落,UL94为V-0级别,阻燃效果好。这是由于MRP在高温条件下分解出不燃性P2O5气体,同时化学反应生成的聚偏磷酸等呈粘稠玻璃状附着在聚合物表面,起到隔绝氧气的作用。此外DBDPE、Sb2O3的协同作用,高温分解的HBr同样可以稀释可燃性气体,及捕获高温分解的自由基,阻止分解的进一步发生;还可以在聚合物表面脱水碳化成石墨状的焦炭层,阻隔氧气阻燃,并起到隔热作用,减缓热分解[16]。所以,一定量MRP/DBDPE/Sb2O3复合阻燃体系的协同作用,可以对聚合物起到良好的阻燃效果。
2.2 复合阻燃体系对3D打印ABS线材拉伸性能的影响
复合阻燃剂添加量对ABS线材拉伸性能的影响见图2。
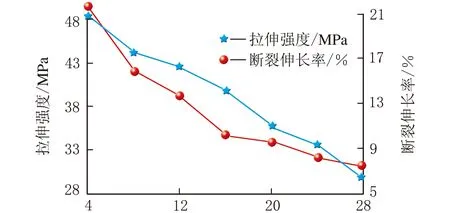
复合阻燃剂添加量/份图2 复合阻燃剂添加量对ABS线材拉伸性能的影响
由图2可知,复合阻燃剂用量在用量为4份时,拉伸强度可达48.5 MPa,断裂伸长率为21.7%。但在添加8份时,拉伸强度和断裂伸长率出现较大幅度下降,此时拉伸强度为44.2 MPa,断裂伸长率为15.9%,此后随着复合阻燃剂用量的增多,拉伸性能继续变差。原因是复合阻燃剂的加入,在较少添加量时,微胶囊红磷阻燃剂可以起到成核增强作用。但随着阻燃剂用量的增多,阻燃剂分散性变差,团聚增多,使得聚合物产生较多的内部缺陷和应力集中,从而造成拉伸性能变差[17]。3D打印材料阻燃改性应用时要结合强度和加工性等进行综合评判。
2.3 复合阻燃体系对3D打印ABS线材冲击强度的影响
复合阻燃剂添加量对ABS线材冲击性能的影响见图3。
由图3可知,阻燃剂的加入会降低降低材料的冲击强度。在添加4份时,阻燃体系以微胶囊化红磷为主,可以在体系起到核-壳结构的吸能作用,冲击强度保持较好,为11.8 MPa。随着阻燃剂的增多,因十溴二苯乙烷、三氧化二锑是无机粉体,填充量的增加易造成分散不均匀而团聚,从而在聚合物形成应力集中点,受外力冲击易断裂,造成材料的冲击强度下降。在阻燃剂添加量为24份时,冲击强度为4.3 MPa。
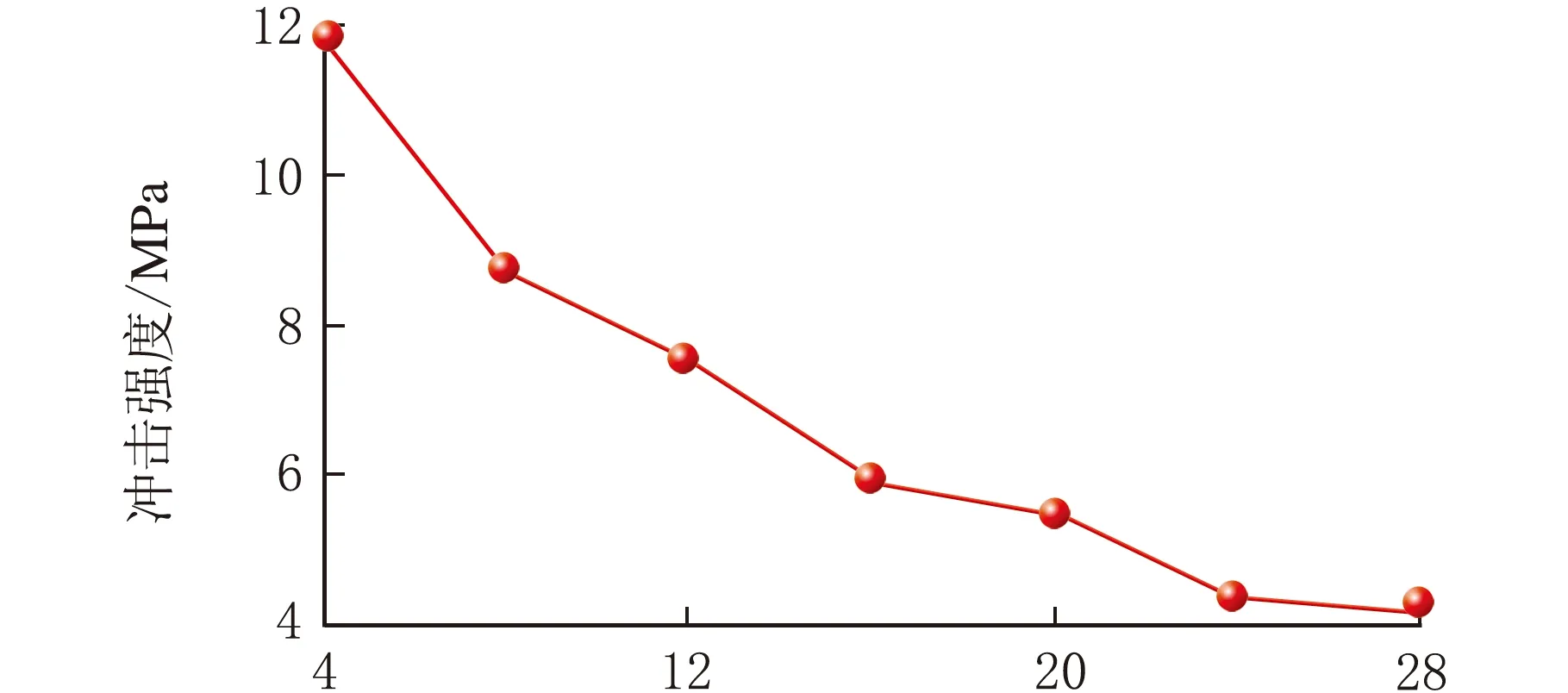
复合阻燃剂添加量/份图3 复合阻燃剂添加量对ABS线材冲击性能的影响
2.4 复合阻燃体系对3D打印ABS线材加工流动性能的影响
材料的流动性是3D打印重要的参数,为了研究材料阻燃剂对打印线材流动性的影响,对复配材料的熔体流动速率进行的测试,图4为测试结果。
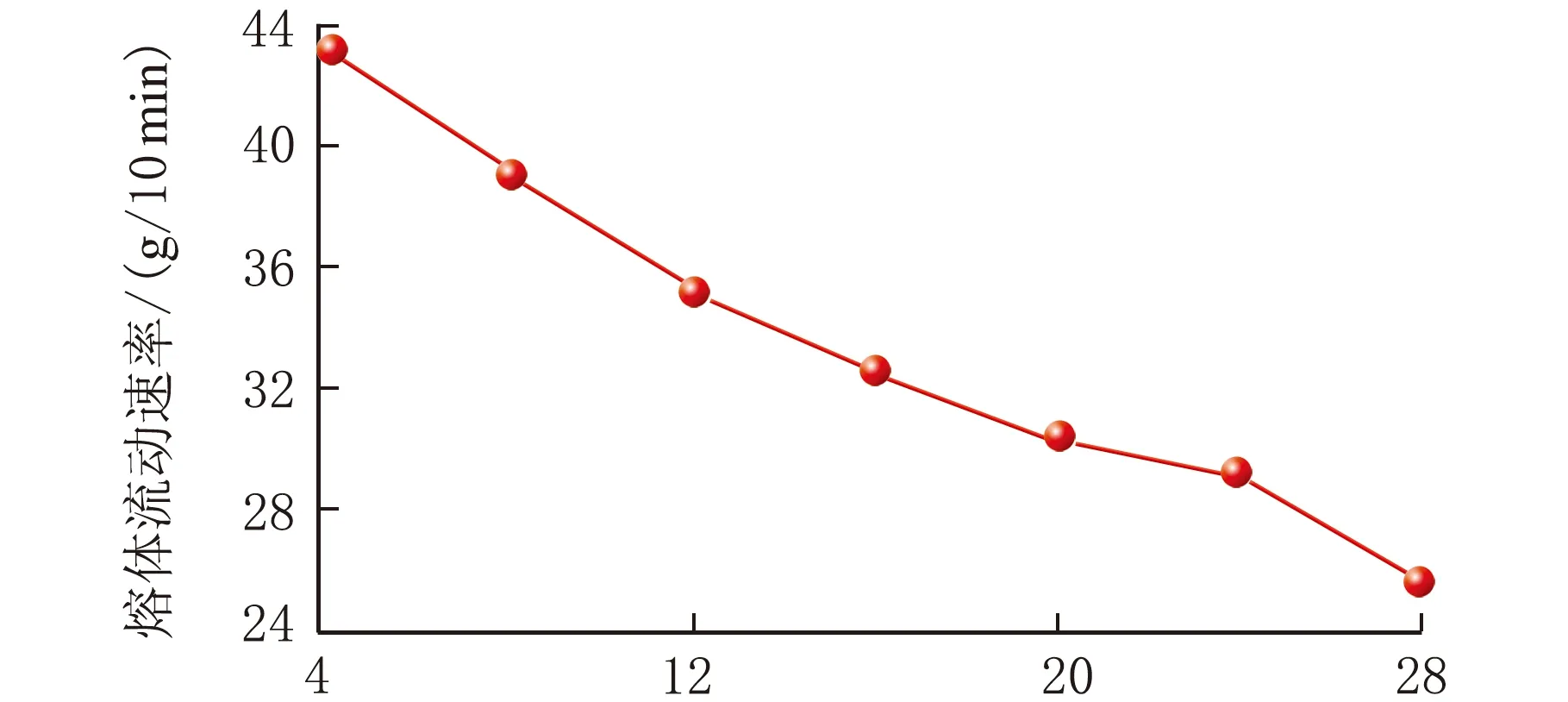
复合阻燃剂添加量/份图4 复合阻燃剂添加量对ABS线材熔体流动速率的影响
由图4可知,随着复合阻燃剂的加入,材料的熔体流动速率逐渐减小,黏度增大,流动性变差。在添加4分阻燃剂,熔体流动速率为43.2 g/10 min,在添加24份时,熔体流动速率降为29.3 g/10 min。由此可见,阻燃剂的加入改变了材料的流动性,加入量越多流动性越差。其原因是复合阻燃剂的加入,会插入树脂的分子链,刚性粒子的存在影响分子链的移动,同时增加了分子链滑移与无机阻燃剂的摩擦,从而造成黏度上升,流动性变差,熔体流动速率减小[18]。
2.5 复合阻燃体系对3D打印ABS线材维卡软化点温度的影响
阻燃ABS线材维卡软化点温度随复合阻燃剂用量的变化曲线见图5。
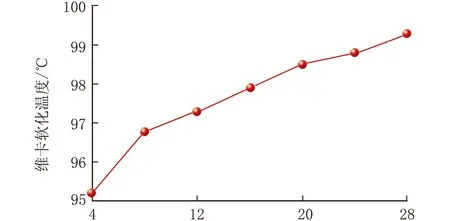
复合阻燃剂添加量/份图5 复合阻燃剂添加量对ABS线材维卡软化温度的影响
由图5可知,随着阻燃剂的加入,材料的维卡软化温度逐渐提高,在4份阻燃剂的添加下,维卡软化温度为95.2 ℃,在28份添加量时,维卡软化温度升为99.3 ℃,变形温度提高了4.1 ℃。这是由于复合阻燃剂的加入,材料的刚度和硬度增加,使得标样在恒外力作用下,需要相对高的温度才会使材料发生变形,同时无机阻燃剂的分解温度高,也会提高材料的耐热性。
2.6 3D打印ABS材料改性前后样品的对比分析
为对比阻燃改性前后的3D打印质量,采用FDM打印机将改性前后的ABS线材分别进行样品成型。采用北京太尔时代科技有限公司的UP BOX+3D打印机对改性前后的ABS线打印产品见图6,左边白色玩具为未改性ABS打印成品,右侧红色玩具为复合阻燃剂添加量为24份阻燃改性后打印成品。
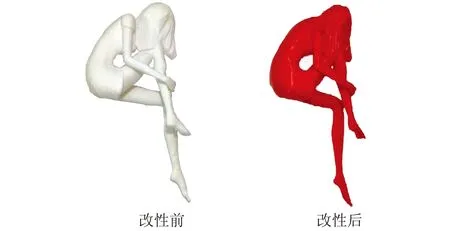
图6 阻燃改性前后3D打印样品对比
3D打印参数设置为喷嘴温度230 ℃,热床温度70 ℃,层厚0.2 mm,填充密度20%,打印速度50 m/s,起始打印层厚度2 mm,打印产品尺寸误差±0.5 mm。添加24份阻燃剂改性的线材,在3D打印过程流畅,不堵头,表面无开裂现象,底部无翘曲,水波纹度小,细节特征较明显。两者对比除了颜色上有区别,其余均满足表面粗糙度和精度要求。
3 结 论
(1)采用MRP/DBDPE/Sb2O3复合阻燃体系制备3D打印阻燃ABS树脂时,复合阻燃剂可以起到明显的阻燃作用,当阻燃剂用量在24份时,氧指数为34.5,无滴落,UL94为V-0级别,阻燃效果好。但考虑阻燃剂添加对其他性能的影响,故不能以单一燃烧性能指标衡量3D打印线材的综合性能;
(2)随着MRP/DBDPE/Sb2O3复合阻燃剂的加入,其拉伸性能、冲击性能等力学性能变差。复合阻燃剂在添加4份时,拉伸强度为48.5 MPa,断裂伸长率为21.7%,冲击强度为11.8 MPa。但在添加到在24份时,拉伸强度降为33.6 MPa,断裂伸长率为8.1%,冲击强度为4.3 MPa;
(3)复合阻燃体系的总加入量使阻燃ABS线材的熔体流动速率下降,流动性变差,加工性能有所下降,但线材的维卡热变形软化温度随着阻燃剂的加入量而上升,最高可以提高4.1 ℃。在复合阻燃剂添加量为24份时,熔体流动速率为29.3 g/10 min,维卡软化温度为98.8 ℃;
(4)实验对不同复合阻燃剂配比的专用料进行3D打印,综合对比发现复合阻燃剂加入量为24份时,使用性能、加工性能等综合性能最佳。3D打印过程仍然流畅,不堵头,表面无开裂现象,底部无翘曲,水波纹度小,细节特征较明显,满足产品的表面粗糙度和精度要求。
猜你喜欢
机械工业标准化与质量(2022年8期)2022-10-09 08:39:06
知音·上半月(2022年9期)2022-05-30 15:43:19
建材发展导向(2021年1期)2021-02-24 06:10:06
家庭影院技术(2020年11期)2020-12-28 01:23:04
中国新技术新产品(2020年4期)2020-05-05 15:50:16
建材发展导向(2020年4期)2020-03-25 04:51:40
奇闻怪事(2018年7期)2018-10-22 03:31:34
四川冶金(2017年6期)2017-09-21 00:52:26
电线电缆(2017年4期)2017-07-25 07:49:49
河南科技(2014年3期)2014-02-27 14:05:55
