
高方平筛E型筛格与[A]—E—[A]筛路组合的解析
2022-12-16 12:32:52张庆霞
现代面粉工业 2022年6期
张庆霞
(河南工业贸易职业学院,郑州 451191)
高方平筛是现代化面粉生产中不可缺少的设备,担负着提出面粉和将在制品按粒度大小和质量进行分离的任务。高方平筛的工艺效果是通过不同类型筛格的组合形成不同形式的筛路来实现的,A型筛格及A—A筛路组合是高方平筛使用最多的筛格和筛路[1],而E型筛格是高方平筛使用较多的筛格,[A]—E—[A]筛路组合在高方平筛中应用也很广,粉路的各个系统都会用到。但在对制粉企业员工的培训中发现,很多操作人员对高方平筛筛格及筛路等相关知识了解较少,这对理解粉路与正确操作十分不利,更影响了企业工艺调整和技术创新。因此,理解高方平筛E型筛格和[A]—E—[A]筛路组合非常重要。
1 高方平筛E型筛格
1.1 高方平筛E型筛格的种类
高方平筛E型筛格有KE和BE两种,KE为扩大型,BE为标准型,见图1。由图1可知,KE筛格与KA筛格结构不同,KE筛格是将KA筛格唯一的内通道封闭后改造而成。BE筛格与BA筛格结构也不同,BE筛格是将BA筛格其中的一个内通道封闭后改造而成。使用时,KE筛格与KA筛格配套使用,BE筛格与BA筛格配套使用。由于扩大型筛格筛理面积大,所以KA筛格比BA筛格使用更多,同样,KE筛格比BE筛格使用的也更多,BE筛格只是在无法使用扩大型筛格时才用。

图1 高方平筛E型筛格
1.2 高方平筛E型筛格的结构特征
KE、BE筛格的结构特征见表1[2,3]。

表1 KE、BE型筛格的结构特征
从表1及图1可知:KE筛格没有内通道,筛上物只能进外通道;KE筛格没有底板,筛下物直接落在下层筛面上;另外,KE筛格筛框的侧面开有槽孔,将来自外通道的物料引入下层筛面筛理。KE筛格开槽孔的位置有3种,筛框左侧,筛框右侧或左、右两侧都有,可根据具体情况选用。
BE筛格与KE筛格结构特征相似、功能相仿,不同点在于BE筛格开槽孔的位置不在筛框下部,而是在内通道内侧挡板处,如图1(d)所示。因此,BE筛格是将来自内通道的物料经所开槽孔导入下层筛面继续筛理的。BE筛格左、右两侧需同时开槽孔,以使下层筛格的筛上物能顺利排出。
1.3 左进、右进、左右进的判别方法
根据物料通过E型筛格所开槽孔进入其下层筛面的方向,可将E型筛格分为左进、右进、左右进3种类型。判别方法如下:判断者站在筛格的进料端,面向筛上物流动的方向,观察本筛格所开槽孔的位置,若开槽孔位置在左侧,则为“左进”;若开槽孔位置在右侧,则为“右进”;若开槽孔位置在左、右两侧,则为“左右进”。
判别时要注意2点:一是判断者站的位置要正确,要站在筛格的进料端,E型筛格进料端的确定方法与A型筛格相同;二是判断者要面向筛上物流动的方向,E型筛格筛上物的流动方向也是从其进料端沿直线向另一端被封闭的内通道方向流动的。图1中的KE筛格为左进。
1.4 KE、BE型筛格示意简图的绘制方法
为了表达筛格的不同结构特征,便于筛格配置图的绘制,常需绘制筛格的示意简图。筛格示意简图由筛格在筛仓中的俯视图简化而成。
1.4.1 KE型筛格示意简图的绘制方法
KE型筛格示意简图的绘制方法如下:用粗实线画出筛格筛框和内通道的轮廓线,用细实线在内通道画交叉对角线表示内通道被封闭,用细实线箭头表示本格筛面上的筛上物流向,用中间的4个带小箭头细实线表示本格无底板,筛下物直接落至下层筛面,在筛框线外用2个小箭头细实线表示本筛格箭头所在一侧的筛框下部开有槽孔,外通道的物料可以经此槽孔以小箭头的方向为流进到下层筛面进行筛理,见图2。
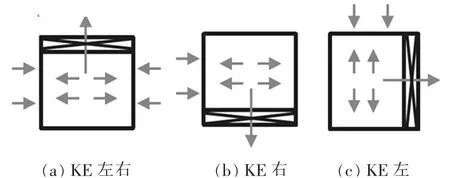
图2 KE型筛格示意简图绘制示例
图2中尤其要注意图2(b),初学者容易误判为KE左进,因为其认为筛框线外的2个小箭头细实线在左侧,其实,该筛格为KE右进筛格。根据E型筛格判断方法,判断者要站在筛格的进料端,面向筛上物流动的方向,那么对于图2(b)筛格,判断者要站在筛格后外通道方向,因为后外通道方向是该筛格的进料端,同时判断者要面向前外通道方向,即仓门方向,因为该筛格筛上物的流动方向为从后往前,因判断者右手侧方向筛框外有2个小箭头,表示槽孔位置,所以该筛格为KE右进。同理,图2(c)为KE左进筛格,图2(a)为KE左右进筛格。

图2 KE型筛格示意简图绘制示例
1.4.2 BE型筛格示意简图的绘制方法
BE型筛格示意简图的绘制方法与KE筛格基本相同。但要注意BE筛格有3个内通道均要画出,其中筛上物排出一侧的内通道要封闭,其余2个内通道不封闭。BE筛格是用筛框线内的2个小箭头细实线表示本筛格箭头所在一侧的内通道内侧挡板处开有槽孔,内通道的物料可以经此槽孔以小箭头的方向为流进下层筛面进行筛理,见图3。
图3中3个筛格分别为BE左、BE左、BE右,图3的(a)筛格和(b)筛格虽均为BE左进筛格,但二者在筛仓中放置的方向不同,(b)筛格是将(a)筛格在筛仓内顺时针旋转了90°放置的,虽然其筛上物、筛下物的排出方向发生了变化,但2个筛格类型、结构完全一样。其实,BE筛格无论是左进还是右进,结构都完全一样,两侧均开有槽孔,左进、右进之分主要用于表示将来自内通道的物料导入下层筛格进行筛理的方向。
需要注意的是:在KE、BE筛格的示意简图中,表示筛上物的实线箭头要出筛框线;而在KA、BA筛格的示意简图中,表示筛上物的实线箭头应绘制在内通道处,不能出筛框线,见图4。这是因为KE、BE筛格的筛上物是进外通道的,而KA、BA筛格的筛上物是进内通道的。

图4 E型和A型筛格示意简图对比
2 高方平筛[A]—E—[A]筛路组合
2.1 高方平筛[A]—E—[A]筛路组合的功能
高方平筛[A]—E—[A]筛路组合是指两组A—A组合筛路之间用一个E型筛格进行连接的筛路组合。[A]—E—[A]筛路组合的功能是完成两组A—A组合筛路的连接,将上一组筛格的筛上物经E型筛格排出进外通道,而将其筛下物合并导入下一组筛格继续筛理。[A]—E—[A]筛路组合有2种形式:[KA]—KE—[KA]组合和[BA]—BE—[BA]组合。由于扩大型筛格能处理较大的物料流量,因而利用[A]—E—[A]组合进行筛格配置时,一般首选[KA]—KE—[KA]组合,只有在[KA]—KE—[KA]组合行不通时才考虑选用[BA]—BE—[BA]组合。
2.2 高方平筛[A]—E—[A]筛路组合分析与应用
2.2.1 [A]—E—[A]筛路组合案例分析
案例1如图5所示。某物料经3层筛格连续筛理后,筛上物在第3层筛格排出为S1,1~3层筛格的筛下物合并落入第4层筛格继续筛理,第4层筛格的筛上物落入第5层继续筛理,4、5两层的筛下物合并为X,第5层筛格的筛上物落入下层筛格继续筛理,筛格配置解析如下。
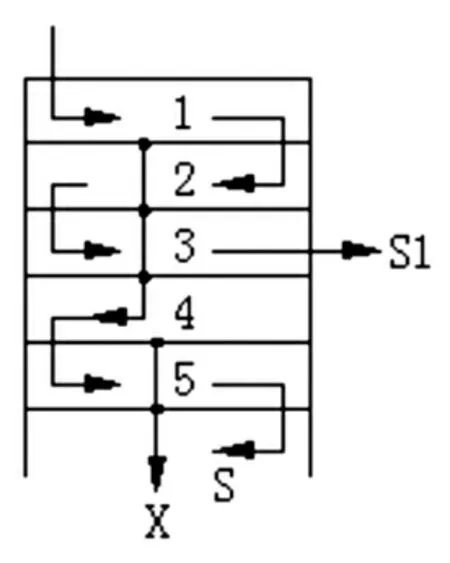
图5 案例1筛理路线
根据该案例筛理路线的要求,应采用[A]—E—[A]组合。同A—A组合一样,[A]—E—[A]组合根据具体情况也可有不同的配置形式,如图6中6种配置方式均可达到该案例的筛理目的。
图6配置a,第一组A型筛格的1~2层筛格采用KA左右式筛格,筛下物从左、右两侧外通道同时排出,适用于物料流量大的场所。由于1、2层筛格筛下物从左、右两侧外通道同时排出,因此第3层E型筛格可选用两侧均开有槽孔的形式,其筛上物S1排入前外通道。第4层筛格也采用KA左右式筛格,筛下物排向左右外通道。第4层筛格左右两侧的黑色粗实线表示在筛仓内壁此位置应安装挡板,挡住第1和第2层筛格排入左、右两侧外通道的筛下物,使其通过第3层E型筛格的槽孔进入第4层筛格继续进行筛理。E型筛格没有底板,其筛下物直接落入第4层筛格。第4和第5层筛格之间属于A—A组合,筛上物连续筛理,筛下物合并排入左右外通道。此配置要求挡板安装的高度要精准,不能挡住第4层筛格的筛下物出口,否则会发生堵料。
图6配置b与a的前3层筛格配置完全相同,但是第4层筛格配置差别很大。图b中第4层筛格采用KA左式筛格,内通道放置在筛仓右侧,筛下物排入后外通道。第4、第5层筛格之间属于A—A组合KA左、右式筛格交替使用的情况。当然,在实际生产中,第4层筛格也可以选用KA右式筛格,内通道放置在筛仓左侧,筛下物仍排入后外通道,具体采用何种形式,要根据本仓筛路及后续设备在车间的安装位置决定,要求达到既能满足筛路要求,又能使物料出仓后顺利通过溜管流入下道设备,不产生堵料。需要注意的是,在此配置中,由右外通道导入第4层筛格的物料,并不能按照筛理路线的要求进入第4层筛格进行筛理,而是会由第4层筛格的内通道落入第5层筛面,这将会加大通过第4层筛格内通道的物料流量,在流量较大的情况下就可能产生堵料现象,为了避免这种情况,可采用配置c的形式。
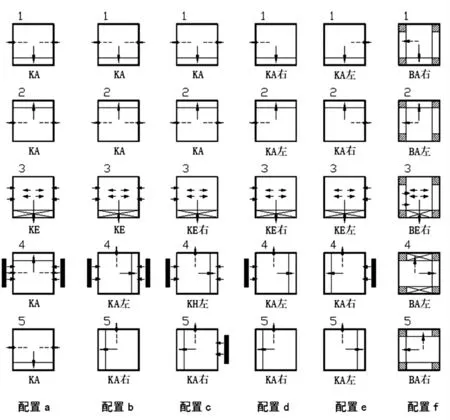
图6 案例1筛格配置
图6配置c与配置b的最大区别是第4层筛格采用KH筛格。KH筛格与KA筛格功能相似,不同点在于KH筛格内通道一侧的筛格外框上开了一个长槽,用于将来自外通道的物料导入下层筛格进行筛理。在该案例中,这个长槽用于将第1和第2层筛格排入右外通道的物料导入第5层筛格继续进行筛理,这样就避免了配置b中这部分物料要通过第4层筛格的内通道再进入第5层筛格进行筛理的情况,从而避免流量较大时产生堵料。当然,在这种情况下,要注意将筛仓右侧的挡板安装在第5层筛格处,同时第3层E型筛格不需要两侧都开有长槽。如此案例中,若选用KE右,只在左外通道方向开有长槽,右外通道方向不必再开长槽。
与前3种情况不同的是,配置d和配置e的第1和第2层筛格均选用的是筛下物排入一侧外通道,配置d排入了左外通道,配置e排入了右外通道。由于第1和第2层筛格的筛下物只排入一侧的外通道,所以,第3层E型筛格就不需选用两侧都开有长槽的形式。此案例中,配置d选用了KE右,配置e选用了KE左,它们均适用于筛下物数量较少或一侧外通道已被上层物料占用的情况。
除了以上5种配置,在实际应用中,有时外通道被占用较多,用[KA]—KE—[KA]组合行不通时,还可选用[BA]—BE—[BA]组合,如配置f,这种情况一般用于下层分级筛。需要注意的是,使用[BA]—BE—[BA]组合时,要注意将第二组BA筛格第一层两侧的内通道封闭,否则其筛面上物料将会流入这两个内通道中,严重影响正常生产。如此配置中,需将第4层BA左式筛格前、后内通道封闭,否则其筛面上物料将会流入这两个内通道中,导致物料串漏混杂,影响案例中第4、第5两层筛下物X物料的品质。
2.2.2 [A]—E—[A]筛路组合拓展应用分析
2.2.2 .1[A]—E—[A]筛路组合拓展应用一与分析
若将案例1中物料连续筛理3层改为连续筛理5层,筛上物在第5层筛格排出为S1,1~5层筛格的筛下物合并落入第6层筛格继续筛理,第6层筛格的筛上物落入第7层继续筛理,6、7两层的筛下物合并为X,第7层筛格的筛上物落入下层筛格继续筛理,如图7所示,筛格配置解析如下。

图7拓展应用一筛理路线
图7与案例1相比,第一组[A]型筛格多筛了2层,因此可以在案例1中6种配置的基础再增加配置2层A型筛格就可以了。根据前面所述内容及此要求,图6各配置中第1和第2层筛格均可不变,将第3、第4、第5层筛格依次改为第5、第6、第7层,然后再插入2层筛格,即第3和第4层,根据A—A筛路组合的规律,第3层筛格应与第1层完全一致,第4层筛格应与第2层完全一致,如图8所示。同理,若再需增加第一组[A]型筛格筛上物连续筛理的长度,相应在E型筛格前面再增加合适的A型筛格层数即可。

图8 拓展应用一筛格配置
2.2.2 .2[A]—E—[A]筛路组合拓展应用二与分析若在案例1的基础上,第5层筛格的筛上物落入第6层筛格继续筛理,筛上物在第6层筛格排出为S2,4~6层筛格的筛下物合并落入第7层筛格继续筛理,如图9所示,筛格配置解析如下。

图9 拓展应用二筛理路线
据图9筛理路线要求,第6层应选用KE筛格,第7层应选用KA筛格。结合案例1图6原有的5层筛格配置,图9第6~7层筛格的配置如图10所示。
图10配置a2的第6层KE筛格筛上物排入了后外通道,同时选用的是两侧均开有槽孔的形式,因为其第5层筛格的筛上物是从前内通道落入第6层筛格的,而其第4~5层筛格的筛下物是从左、右两侧同时排出。第7层KA筛格选用的是KA左,其筛上物料从左、右外通道进入筛面后转向90°从前内通道排出,筛下物排向右外通道。当然,此处筛下物也可排向左外通道,具体选用哪种要根据实际情况来定。由于第6层KE筛格左、右两侧均开有槽孔,因而在第7层KA筛格位置,左右筛仓内壁均应装挡板。

图10 拓展应用二的第6~7层筛格配置
图10配置b2、c2、d2的第6层KE筛格配置完全相同,均为KE左进筛格,筛上物均排入了右外通道,同时均在后外通道方向开有槽孔,因为这3种配置的第5层筛格配置完全相同,均为KA右,筛上物均是从左内通道落入第6层筛格,而其第4、第5两层筛格的筛下物均排入后外通道。第7层KA筛格均选用的是KA右,其筛上物料从后外通道进入筛面,经筛理从前内通道排出,筛下物排入左外通道。注意的是,此处筛下物只能排入左外通道,不能排向右外通道,因为该筛仓右外通道已经被第6层筛格的筛上物S2物料占用。
图10配置e2的第6层KE筛格为KE右进筛格,筛上物排入了左外通道,与上述3种配置不同,但其开槽孔方向与上述3种配置相同,均在后外通道方向。这是因为其第5层筛格筛上物排出方向与上述3种配置相反,但其第4、第5两层筛格的筛下物排出方向与上述3种配置完全相同。也正是由于此相同点,这4种配置的挡板均安装在第7层筛格位置处后外通道方向的筛仓内壁上。由于第6层筛格的筛上物S2物料占用了左外通道,所以此时第7层KA筛格的筛下物只能排入右外通道。
图10配置f2选用的是标准型BE筛格,因为其上层筛格选用的就是标准型筛格BA。此时,需注意第7层BA筛格左、右内通道应封闭,以防串料,影响物料分级效果。
2.2.2 .3[A]—E—[A]筛路组合拓展应用三与分析
某小麦制粉1B筛路和1S筛路如图11所示,筛格配置解析如下。
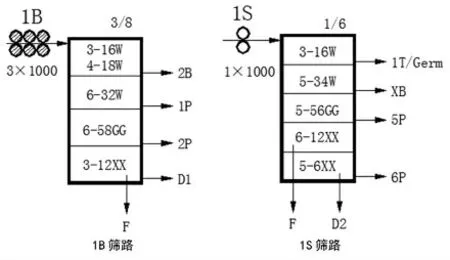
图11 拓展应用三工艺流程图
1B筛路筛格配置解析。物料进入1B筛仓后,全部落入第1层筛格,经1~7层筛格连续筛理,在第7层筛上物排出进入2B,1~7层的筛下物合并落入第8层筛格继续筛理,所以1~6层筛格应为KA筛格,第7层筛格应为KE筛格;1~7层的筛下物合并落入第8层筛格后,经8~13层筛格连续筛理,在第13层筛上物排出进入1P,8~13层的筛下物合并落入第14层筛格继续筛理,所以8~12层筛格应为KA筛格,第13层筛格应为KE筛格;8~13层的筛下物合并落入第14层筛格后,经14~19层筛格连续筛理,在第19层筛上物排出进入2P,14~19层的筛下物合并落入第20层筛格继续筛理,所以14~18层筛格应为KA筛格,第19层筛格应为KE筛格。
同理,根据1S筛理路线分析可知,1S筛仓的1~2层为KA筛格,第3层为KE筛格;4~7层为KA筛格,第8层为KE筛格;9~12层为KA筛格,第13层为KE筛格。
2.2.3 应用总结
高方平筛[A]—E—[A]筛路组合通常用是在筛上物连续筛理几层后,要在某层排出,而筛下物须合并进入下层再筛时使用,筛上物排出的这层筛格即为E型筛格,其他均为A型筛格。通过改变A型筛格的数量,可灵活设计筛理长度。应用[A]—E—[A]筛路组合进行筛格配置时,通常在筛仓上层首选[KA]—KE—[KA]组合,且选用两侧同时排筛下物的KA左、右式筛格,以适应较大的流量。E型筛格侧面进料方向通常与第一组A型筛格筛下物排出的方向一致,而筛仓内壁挡板的位置则与E型筛格侧面进料方向一致,以使第一组A型筛格的筛下物能进入第二组A型筛格继续进行筛理。
3 结语
高方平筛的工艺效果对面粉生产至关重要,技术人员与操作工人应该理解筛路,看懂粉路,这是做好粉路操作与管理的前提和基础。理解筛路需首先要了解筛格的结构,E型筛格为高方平筛中使用较多的筛格,其功能是将筛上物排入外通道,筛下物直接落至下格再筛,同时来自外通道KE或内通道BE的物料导入下层筛面继续筛理。[A]—E—[A]筛路组合在高方平筛中应用很广,皮磨、渣磨、尾磨系统都有应用,前路心磨系统有时也会用到,其功能为完成两组A—A组合筛路的连接,将上一组筛格的筛上物经E型筛格排出进外通道,而将其筛下物合并导入下一组筛格继续筛理。进行[A]—E—[A]筛路组合的筛格配置,需在充分理解A—A筛路组合的基础上进行,只有掌握好E型筛格的功能和选用方法,才能灵活配置[A]—E—[A]筛路组合。
猜你喜欢
印制电路信息(2022年3期)2022-04-08 01:44:16
印制电路信息(2022年1期)2022-01-22 06:46:00
作文小学中年级(2021年12期)2022-01-21 03:19:52
印制电路信息(2019年8期)2019-08-22 09:58:06
数学杂志(2017年3期)2017-06-15 20:29:14
少年文艺·开心阅读作文(2017年1期)2017-02-24 03:05:29
考古与文物(2016年5期)2016-12-21 06:28:48
作文周刊·小学一年级版(2016年4期)2016-08-11 12:58:13
印制电路信息(2015年12期)2015-10-27 06:48:45
小小说月刊(2014年8期)2014-08-29 03:36:08
