电弧熔丝增材制造过程传感与控制研究进展及展望*
2022-12-16 06:22熊俊,程财
航空制造技术 2022年20期
熊 俊,程 财
(西南交通大学材料先进技术教育部重点实验室,成都 610031)
随着现代化高端装备对大型复杂金属构件的制造性能、精度、成本和周期的要求日益提高,其面临的挑战也日益严峻。金属增材制造技术作为先进制造技术原理的一次变革性突破,提供了一条绿色、高效、低成本的最佳新技术途径应对这一技术挑战[1]。近年来,世界科技强国纷纷启动相关战略计划,支持增材制造新一代革命性技术研发,我国于2015年颁布了《中国制造2025》十大重点领域技术路线图,其中“高档数控机床和机器人”战略产业明确提出要重点发展增材制造工艺与装备。
电弧熔丝增材制造(Wire and arc additive manufacturing,WAAM)作为金属增材制造技术的一个重要分支,以熔化极电弧(Gas metal arc,GMA)、钨极氩弧(Gas tungsten arc,GTA)或等离子弧(Plasma arc,PA)为热源,逐层熔化金属丝材成形中大尺寸金属构件。近年来该技术受到学术界的高度关注,研究成果逐年增多(图1)。WAAM技术可以追溯到1925年采用焊丝堆积制造小型装饰品[2],直到20世纪70年代才将其作为一种制造概念应用于成形大型压力容器[3]。与激光、电子束增材制造相比,WAAM成形效率高、材料利用率高、污染少、设备成本低[4–6],特别适合大型复杂高端装备结构件的制造,因而在航空航天、船舶与国防军工领域展现出广阔的应用前景[7–9]。
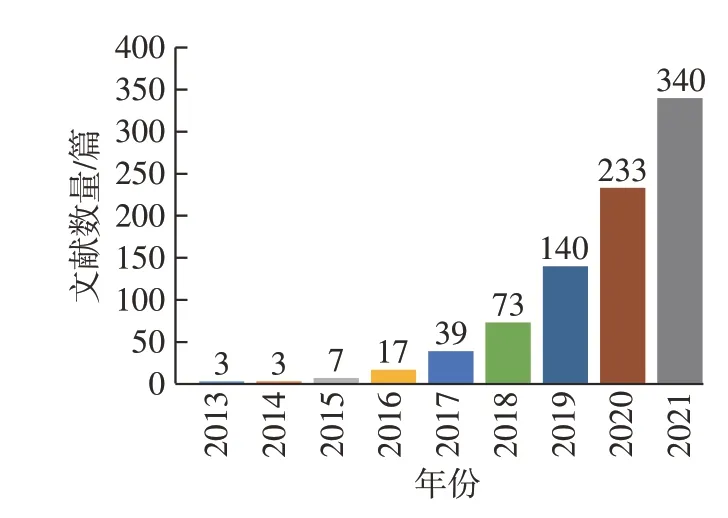
图1 WAAM研究成果随年份变化柱状图Fig.1 Histogram of WAAM research results over the years
“高可靠、高自动化、高质量制造”是长期制约金属构件WAAM技术发展和应用的瓶颈难题,更是决定该技术能否走向工程应用推广的关键。当前,研究学者主要从工艺调控[10–11]、离线建模[12–13]、热积累控制[14–18]、增减材复合制造[19–21]等角度提高成形质量,遗憾的是,上述策略均基于无反馈的离线、开环制造模式。事实上,过程在线监测与反馈控制是解决上述难题的一种卓有成效的方法。在工业制造领域,在线监测完整制造过程,实时调节工艺参量,对保证产品质量具有重要意义。在线监测可提供反映成形质量的瞬态特征或信号,反馈控制可实现对全过程的稳态调控,二者旨在获取高精度、高可靠与高质量的产品。目前,应用于电弧热源的传感方法主要分为5种,即光谱、声音、视觉、温度与电传感,每种传感方法均可反映过程独特的信号特征。控制算法处理传感系统提取的信号,再由控制器输出指令调节工艺参数,保证成形的一致性与连续性。
近年来,国内外陆续开展了诸多WAAM过程传感与控制的研究,然而这些成果主要侧重于单一或离散的监测目标与控制措施,研究工作较为分散,亟待将其整合深化,并为后续研究提供借鉴与指导。因此,文中主要阐述了WAAM过程传感与控制的现状,介绍了过程传感的基本原理、方法与控制策略,总结了WAAM过程传感与控制存在的主要问题,并对未来的研究方向进行了展望。
1 主要难题
WAAM是单热源反复作用的复杂过程,过程热输入大、热积累严重、扰动因素众多,导致成形精度(宽度、高度、表面粗糙度与变形)低、缺陷(气孔、裂纹与应力)控制难[22]。因此,成形精度与成形缺陷的控制是WAAM面临的最突出的挑战。
1.1 精度
精度是实际成形构件与三维模型间的尺寸误差,是判断成形质量最直观的参量。成形精度可由成形尺寸和表面粗糙度进行表征。
WAAM成形尺寸包括成形高度、成形宽度、翘曲变形等。成形高度,即成形层上表面到基板表面的距离;成形宽度,即成形层宽度;翘曲变形主要是由应力导致的基板或成形件的变形。影响WAAM成形尺寸的因素众多,如工艺参数波动、熔滴过渡模式、热积累状况、成形路径、基板尺寸、丝材的直径等。
WAAM构件的表面粗糙度主要体现在侧面和上表面[23–24]。工艺参数和层间温度是影响成形件侧面粗糙度的主要因素。工艺参数的变化决定了成形台阶效应,成形层层高一般在0.5 ~ 2 mm内变化,因此其侧面成形质量较低,表面粗糙度远高于激光选区熔化成形件。成形件上表面的粗糙度主要与多道搭接间距相关,搭接间距过小或过大都会增加表面粗糙度。因此,合适的多道搭接间距是影响成形件顶部表面质量的关键。
1.2 缺陷
缺陷是制约WAAM成形质量的关键[25],对成形件服役性能有至关重要的影响。WAAM成形缺陷主要表现为气孔、裂纹和应力等。
气孔主要存在于轻金属WAAM中,对成形质量影响极大,甚至危害到成形件的综合力学性能和服役寿命。根据气孔形状可将其分为球状气孔和不规则状气孔;根据形成机理可分为原材料诱导气孔和工艺诱导气孔[26–27]。在焊丝和基板等物体的表面存在难以完全清除的水渍、油污等含氢化合物,这些含氢杂质进入熔池后,由于氢在液态和固态金属间的溶解度差异极大,液态金属冷却时,氢析出并由小聚大,凝固前难以及时逃逸的气体便形成原材料诱导气孔[28]。而非稳定的工艺参数和剧烈波动的温度会导致熔合不良或飞溅,致使空洞产生,形成工艺诱导气孔[26]。在应力和其他脆性因素的共同作用下,材料的原子键被破坏并形成新界面时产生的间隙称为裂纹,成形件制造与服役过程中,可能会导致热裂纹、冷裂纹、再热裂纹、层状撕裂和应力腐蚀开裂[28–29]。
WAAM成形过程将大量热能作用到工件内,其热循环条件极其复杂。丝材快速加热、熔池冷却和前一层的重熔是WAAM热循环的3个主要特征[30],这将导致工件内形成复杂的温度梯度和热历史[16],并产生不均匀的残余应力分布[31],强烈的内应力可能会引起工件变形[32]。因此,减轻甚至消除WAAM残余应力的影响至关重要。热输入[33]、层间停留时间[33]、熔滴过渡模式[34]、温度梯度[35]等都是影响残余应力产生与分布的重要因素。
2 传感方法
过程传感与控制是解决上述难题的一种卓有成效的方法,传感系统可以在线提取反映过程物理本质的独特的特征信号,是过程实时控制的基础。不同传感方法可对WAAM过程的不同目标参量进行在线监测。WAAM过程传感方法包括光谱传感、声传感、视觉传感、温度传感、电传感。本章将介绍这些传感原理及研究现状。
2.1 光谱传感
不同材料在内部激发态原子返回基态后可以发射出具有独特波长的光谱。光谱传感可以利用该特性在线监测元素成分[36]。光谱仪因其探测范围广、抗电磁干扰强等优点,在WAAM领域得到了广泛应用[37]。光谱传感的系统框架及监测过程如图2所示[36–39]。从电弧光谱图可以看出,曲线的每个峰值表示一种元素,而其峰高可反映相应元素的含量[38]。
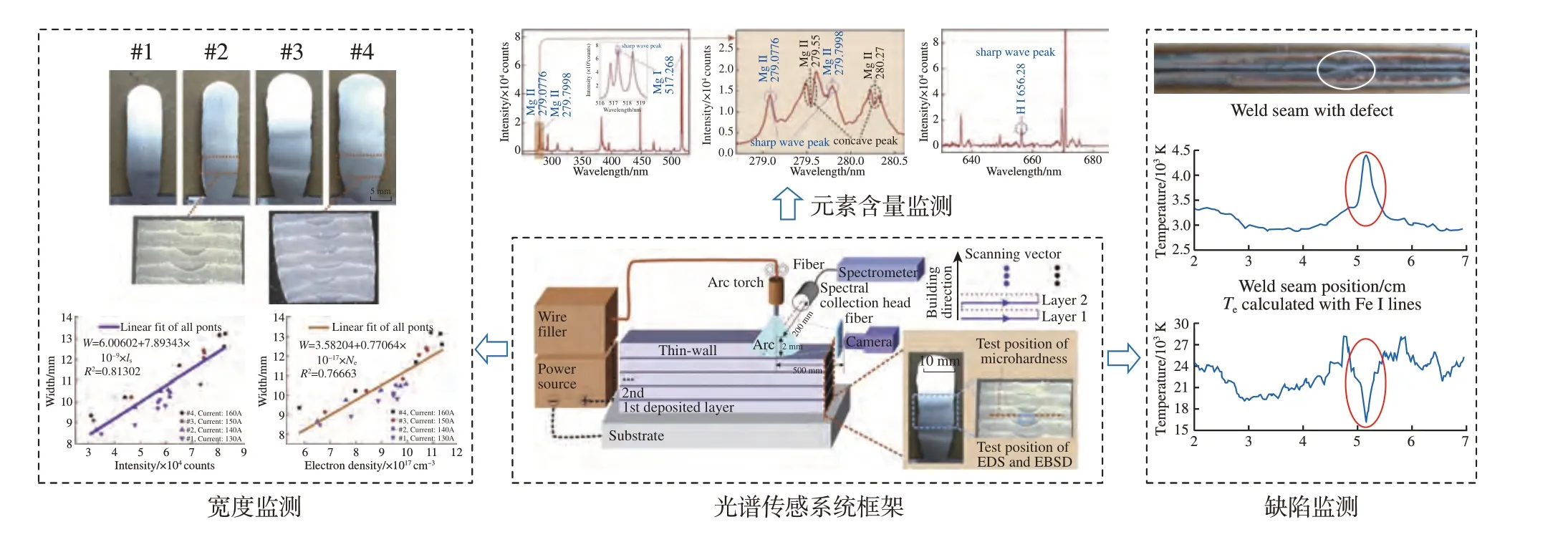
图2 光谱传感系统及监测[36–39]Fig.2 Spectral sensing system and monitoring[36–39]
西班牙坎塔布里亚大学Mirapeix等[38]在弧焊过程中设计了数次电流波动,在线分析了氩元素和铁元素的电子温度,均发现了明显的光谱阶梯,而这些阶梯恰好对应人为引入的缺陷,证明了光谱传感可以有效监测弧焊过程产生的缺陷。武汉大学Zhang等[36]研究了光谱信号与孔隙度的关系,探索了光谱仪监测尺寸变化的可行性,结果表明,光谱和电子强度对冷金属过渡(Cold metal transfer,CMT)增材成形宽度的变化较为敏感,从而验证了光发射光谱监测尺寸变化的可行性。瑞典吕勒奥理工大学Hauser等[39]指出,当大气与保护气高度混合并与熔池相互作用时,会在成形件内产生不均匀的氧化物缺陷,通过减小气流量、增大行走速度、调整CMT电流模式等措施,人为引入了氧化物缺陷,从而在多个波长范围内均观察到明显的光发射光谱波峰。
光谱传感因其非接触的优点,已成为在线监测WAAM气孔、氧化物等成形缺陷的主要手段。但这种方法也存在一定的局限性,如传感过程整体扫描时间较长,时间与空间分辨率较差,同时该方法受限于等离子体物理的理解和等离子体热力学计算方法的准确性。
2.2 声传感
声波可在固体内传播,内部的不可见信息将以声波的形式沿介质向外传播。倘若在成形过程中突然产生缺陷,就会出现噪声,该噪声将在波形图中表现为突兀且不相干的波峰,因此声传感可用于实时监测零件内部的缺陷。图3[40–41]为声传感监测系统,其监测过程是无损的、准确的、动态的、非接触的。最常用的声传感为压电式传感与光纤布拉格光栅传感。瑞士联邦材料科学与技术研究所Shevchik等[40]研究了光纤布拉格光栅传感方法监测隐藏气孔的能力,定义了3种类型的质量等级,建立了两类人工神经网络模型,将零件质量进行分类,验证了声传感实时监测激光选区熔化成形件质量的可行性。
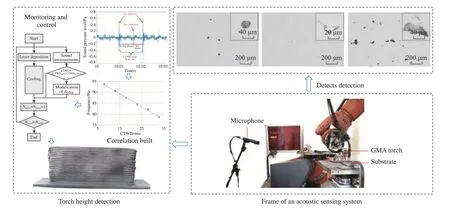
图3 声传感系统及监测[40–41]Fig.3 Acoustic sensing system and monitoring[40–41]
研究发现,声波频率随喷嘴高度或弧长的变化而变化,这一特性使声传感用于在线监测喷嘴高度或弧长成为可能。法国南特中央理工学院Chabot等[41]研究了CMT喷嘴高度与声波频率之间的相关性,建立了描述这种关系的控制模型,可将喷嘴高度成功控制在0.5 mm偏差范围内。然而,机器和周围环境发出的强烈背景噪声致使难以识别和区分混杂的声音信号[40],从而限制了声传感的广泛应用。因此,开发一款用于滤除环境噪声并自动处理波形的软件已迫在眉睫。
虽然声传感方法在监测WAAM气孔、裂纹、成形高度方面有着显著的优势,但在实际制造过程中,由于无法避免机器或人为干扰产生的噪声,导致声信号的精确采集相对困难,而且声信号表现出高度的复杂性与非线性,难以准确地将声信号变化与WAAM过程待监测参量的动态变化相联系。因此,基于声信号的在线监测与控制技术有待深入研究。
2.3 视觉传感
视觉传感是监测WAAM成形几何形貌最直接的方法,其核心元器件为电荷耦合器件CCD或互补金属氧化物半导体CMOS。因具有信息直观、设备廉价、抗干扰性出色和信息量丰富等优点,视觉传感受到广泛关注[42]。根据是否施加辅助光源,可将其分为主动与被动视觉传感。被动视觉传感直接捕获电弧和高温熔池辐射的强烈光信号,并通过减光和滤光系统进行过滤[43],而主动视觉传感需要引入外部光源(激光)投射到成形件上并提取调制的光源信号[44]。通常,被动视觉传感设备成本低,能直接监测熔池与电弧,且监测系统时滞小[43];而主动视觉传感则具有获取成形表面三维形貌的能力[24]。图4[44–46]描述了WAAM视觉传感系统框架。视觉传感系统中,高速摄像机捕获帧率可达50000帧/s,因而在监测WAAM过程瞬态变化方面具有独特优势。目前,基于CCD的熔池形状观测[43]、基于高速摄像机的熔滴过渡行为[47]与电弧形态观测、基于激光扫描的表面形貌(表面粗糙度、表面形貌、翘曲变形等)点云数据获取[44]是视觉传感在WAAM领域最常见的应用,对监测WAAM成形质量具有重要意义。
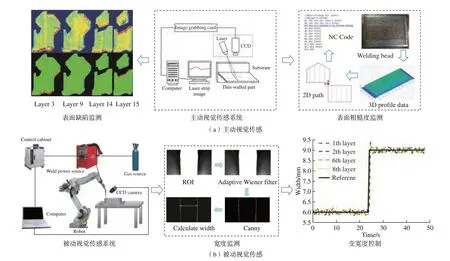
图4 视觉传感系统框架及监测[44–46]Fig.4 Visual sensing system framework and monitoring[44–46]
在熔池形貌监测方面,澳大利亚卧龙岗大学Xia等[45]将被动视觉传感系统安装在GMA焊枪后方监测成形层宽度,开发了模型预测控制算法,实现了成形宽度的控制。近年来,西南交通大学Xiong等[48–50]在WAAM过程视觉传感与控制方面开展了一系列有益探索,在GTA过程传感与控制方面,设计了被动视觉系统监测成形高度,采用PID控制器实现了成形过程的高稳态控制;在GMA过程监测与控制方面,开发了虚拟立体视觉传感系统,实现了GMA增材制造成形形貌的三维恢复,设计了双被动视觉系统监测熔池尾部尺寸,有效减小了检测系统的滞后,开发了单神经元自学习控制器与自适应控制器,实现了熔池尺寸的有效控制,并提高了成形过程稳定性(图5)。然而,提取清晰的图像并进行有效的机器处理仍是一项复杂的工作,迫切需要开发一款综合性计算机程序,自动处理原始图像,从而精确提取特征参量。

图5 西南交通大学被动视觉传感研究成果[48–50]Fig.5 Research results of passive vision sensing in Southwest Jiaotong University[48–50]
在熔滴过渡监测方面,日本金泽大学Yamaguchi等[47]利用高速摄像机监测GMA增材制造过程的熔滴过渡,研究了保护气和过渡模式对表面质量与尺寸精度的影响,为高质量零件制造提供了最佳气流量与熔滴过渡模式。
在成形件表面点云数据获取方面,华中科技大学Huang等[44]采用原位三维激光轮廓仪监测了CMT增材制造表面缺陷,开发了局部识别方法,将原始的三维点云映射为二维轮廓像素图片,通过识别像素的差异将缺陷区分为不同类别,实现了不同尺寸的表面缺陷分类。华中科技大学Tang等[46]利用主动视觉系统监测WAAM成形件的表面轮廓,分析获得的轮廓数据,传递自动修复信息,提出送丝填补凹陷和轧制去除凸起的方法,显著提升了表面质量,突破了表面质量优化的瓶颈,深掘了主动视觉传感系统实时监控表面质量的潜力。
2.4 温度传感
WAAM过程中复杂的热循环是影响成形件性能的关键因素[51]。WAAM过程热输入大、熔池温度高、热积累严重,与周围环境形成了明显的温度梯度,当物体温度大于0时,成形层将向外发出红外辐射。根据该特性,可利用温度传感系统监测WAAM过程热行为。常用的温度传感系统主要有红外热像仪、热电偶等[51],热电偶一般用于测量基板或已凝固成形层的温度,热像仪的传感对象与测温范围相对较广,可监测熔池温度与尺寸,然而其设备成本相对较高。图6所示[51–52]为红外热像仪系统框架及监测示意图。
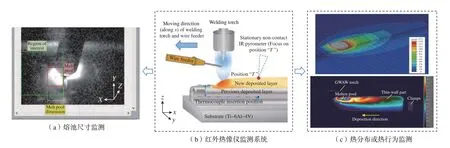
图6 红外热像仪系统框架及监测[51–52]Fig.6 Infrared camera system framework and monitoring[51–52]
哈尔滨工业大学Yang等[51]采用红外热像仪监测了成形过程的温度场分布,利用热电偶测量薄壁件侧表面温度,探索了GMA增材制造的热循环,分析了温度梯度与冷却时间的相关性,发现适当控制层间冷却时间可改善成形质量,而且避免了冷却时间过长导致的成形效率下降严重。天津大学Chen等[52]集成了有限元分析和热机械冶金模型预测WAAM热行为,利用热像仪、膨胀计实时监测成形过程热特性,验证了模型的有效性,揭示了压缩残余应力的形成原理,找到了应力诱发的关键参数,为控制残余应力奠定了基础。
2.5 电传感
电传感系统可监测WAAM过程电流、电压、电阻等信号,并提取一维电参数数据,如图7所示[53–55]。电传感易实现低时滞信号提取,可增加监测结果可靠度[53]。与视觉传感相比,一维数据比二维图像的处理更简单,因而资源浪费小、加工效率高[53]。
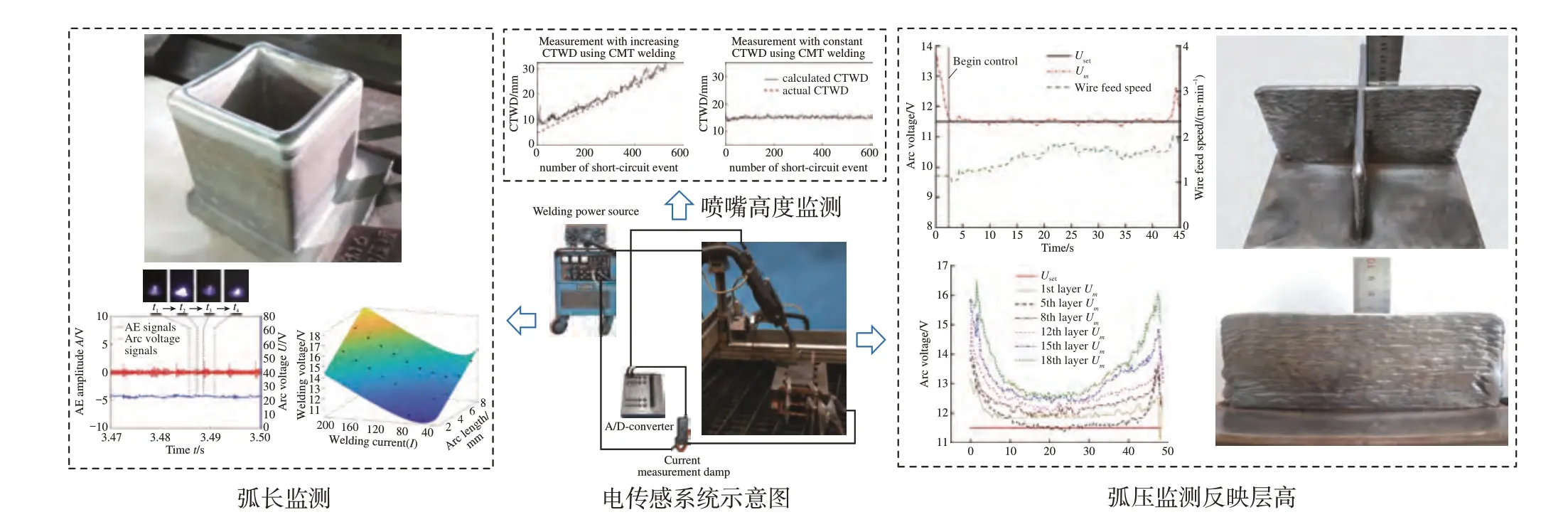
图7 电传感系统框架及监测[53–55]Fig.7 Electrical sensing system framework and monitoring[53–55]
熔滴过渡模式对WAAM成形质量影响较大,而通过电信号识别熔滴过渡模式是一种行之有效的方法[56]。重庆理工大学Zhu等[56]开发了基于电传感和声传感的GMA增材制造系统,监测了不同熔滴过渡模式下的熔滴过渡行为,验证了电信号识别熔滴过渡模式的可行性,认为影响熔滴过渡最关键的因素是电弧电压与电流的乘积,为后续建立熔滴过渡频率与电弧功率的数学模型奠定了基础。
电参数可表征WAAM弧长与成形高度,从而为后续反馈控制奠定基础,然而过滤原始信号并建立目标参量与电参数间的精确数学模型仍较为困难。北京理工大学Wang等[53]开发了基于电传感的在线表面高度测量模型,表征了电流、电压等输入参数与GTA增材制造弧长、层高等特征量的关系,满足了复杂件制造多向信号快速处理的需求,成形高度可控制在±1.5 mm内。西南交通大学Zhu等[54]开发了基于弧压传感的机器人GTA闭环增材制造系统,采用弧压信号间接表征了成形高度的稳定性,开发了小波包变换与抗脉冲干扰移动平均结合的降噪方法,探索了基于弧压传感与控制保证稳态成形高度的可行性,实现了稳定弧压下高尺寸精度薄壁件的制造,同时为后续复杂件制造过程的稳态控制奠定了坚实的基础。
电阻也是电弧的关键电参数,虽不能由电传感系统直接测量,但可由WAAM电流和电压值来计算。德国汉诺威大学Hölscher等[55]发现GMA枪高度与短路电阻间存在相关性,证明了电阻传感可有效监测GMA短路过渡时的成形高度,高度控制精度可提高到±1.2 mm,并分析了误差产生的原因。
使用电传感方法时无需将任何硬件安装到焊枪上,主要监测电弧正下方的信息,监测过程具有时间分辨率高、响应速度快的特点,常用于监测WAAM电弧稳定性、熔滴过渡模式、成形高度变化。但在实际工业应用中,电参数易波动,且受到现场设备电信号的干扰,导致采集的电信号品质下降,增大了信号分析的难度,使其应用范围受到一定限制。
2.6 复合传感
WAAM是极为复杂的多因素耦合过程,单一传感器难以提取全面综合的信息,无法实现更可靠与更智能化的控制。为满足多目标参量传感的需求,可集成不同传感器协同监测WAAM过程。将多种传感方式尤其是电传感、声传感与视觉传感集成应用于WAAM过程多目标监测已成为重要的研究方向。
美国密歇根大学Song等[42]集成了3个用于监测成形高度的高速CCD摄像机和1个用于监测熔池温度的双色高温计,组成多参数复合传感,利用该复合传感开发了混合控制系统,实现了激光送粉增材制造的稳定成形,制造了复杂高精度3D涡轮叶片,验证了控制系统性能。华中科技大学Ma等[22]集成了超声监测和光谱传感,采用脉冲激光束照射成形样品的表面,激发PA成形件内部信息以超声波和特征谱形式向外扩散,用于实时监测结构缺陷、元素成分和残余应力分布,监测结果与传统离线监测方法具有较高的一致性,验证了该复合传感系统的性能。
WAAM多传感复合系统中,倘若不同传感器均可实现过程监测和数据传输的同步化,且各传感系统时滞接近,复合传感就能弥补单一传感器信息种类有限、信息量不足的缺陷。稳定性高、同步性好、感知信息种类丰富与信息量充足的复合传感系统有望为提升WAAM过程自动化、智能化程度奠定坚实的基础。目前,WAAM多传感集成发展空间仍然巨大,相关研究亟须进一步深入。
3 控制方法
WAAM过程热输入大、散热条件恶化、热积累严重,导致实际与理想成形过程出现偏差,过程可靠性与一致性难以保证[57],故而亟须对整个成形过程开展实时控制。目前,大量研究工作主要采用闭环控制方法稳定成形过程、补偿误差及减少缺陷[58],且大多集中在成形几何精度与热控制方面。
3.1 经典与现代控制方法
相较于简单开/关控制器,引入比例、积分和微分(Proportion integral derivative,PID)3个算子处理输入信号能使特征量变化更平滑,系统稳定性更高。3个算子根据应用场景差异,可自由组合为PI、PD或PID,并分别对应不同的传递函数和参数。
西南交通大学Xiong等[57,59]设计了基于视觉传感的PID控制器,根据钨极尖端到成形层距离的变化调控送丝速度,补偿成形高度误差,从而维持GTA增材制造的稳定,高度控制精度可优于0.4 mm。美国密歇根大学Song等[42,60]采用带约束的广义预测控制器代替PID控制器,基于温度传感在线调节激光功率控制熔池温度,并与基于规则的控制器配合,减少尺寸精度误差,该控制器同时具备反馈和前馈的特点,性能明显优于单一PID控制器。北京理工大学Wang等[61]开发了GTA电压、电流与弧长的关系模型,电传感系统预先采集电弧电压及电流数据,确定了模型的传递函数,提出调控送丝速度控制弧长的策略,对比了P、PI、PD、PID 4种控制器的性能,结果表明,PI控制器的控制效果最佳,可有效提高GTA增材制造过程稳定性。
常规PID器的参数是固定不变的,难以实现最优控制。而自适应控制器能够根据被控对象输入输出数据在线辨识对象模型和参数,根据参数估计值改变控制器参数,适应被控对象的不确定性,使被控系统性能达到最优。西南交通大学Xiong等[43]开发了基于视觉传感的自适应控制器,辨识了行走速度与喷嘴高度的非线性Hammerstein模型,自适应控制器的参数能够在线优化,通过调控行走速度控制焊枪喷嘴到成形层表面的距离,从而实时控制了GMA增材制造成形层高度,高度控制误差优于0.5 mm。
经典与现代控制方法主要适合于可精确建立数学模型的被控对象,但在处理多输入、多输出、非线性的对象时,通常难以实现高精度、高稳定的调控[62]。
3.2 智能控制方法
智能控制算法能为多参数、非线性、强耦合、不确定的WAAM过程控制提供满意的解决方案,无须建立复杂的、精确的WAAM过程数学模型,因此智能控制算法在WAAM领域的应用是今后的主要发展方向。常用的智能控制算法有模糊逻辑控制[62–63]、迭代学习控制[64–65]和人工神经网络控制[50]。
在模糊控制方面,西南交通大学Xiong等[63]设计了基于被动视觉传感的模糊控制器,通过一系列干扰试验,验证了控制器的鲁棒性,制造了两个20层的变层宽件,将GMA增材制造宽度误差控制在0.5 mm以内。哈尔滨工业大学Li等[62]基于主动视觉传感将模糊逻辑控制器应用到层间闭环控制系统中,旨在提高方形钢结构WAAM的尺寸精度,借助优化后的层重叠模型,减小了成形宽度波动,最大高度误差控制在±0.2 mm。
在迭代学习控制方面,瑞典西部大学Heralic等[64]设计了基于主动视觉传感的自动高度补偿器,在迭代学习控制器的作用下调控送丝速度,验证了控制器性能,实现了过程稳定、层高精确、表面光滑的成形。澳大利亚卧龙岗大学Xia等[65]设计了基于被动视觉传感的数据驱动迭代学习控制器,通过自适应非线性神经模糊推理系统模拟成形动态行为,验证了控制器优越的跟踪和抗干扰性能,实现了GMA增材制造熔池宽度的均匀控制。
在人工神经网络控制方面,西南交通大学Xiong[50]以GMA增材制造熔池宽度为被控变量,以行走速度为控制变量,设计了单神经元自学习控制器,基于仿真和干扰试验验证了控制器性能,结果表明,参数自学习的单神经元控制器在成形宽度均匀性和变宽度控制中均可以获得良好的控制效果。
4 结论
(1)成形高度、成形宽度、表面粗糙度、气孔、裂纹、变形等是表征成形质量的特征参量,金属构件WAAM成形质量直接决定了该技术的进一步发展与应用。文中探讨了上述特征参量的影响因素,阐述了成形精度与缺陷控制方法,重点介绍了实时监测及控制方法,根据传感信号的不同,阐述了WAAM传感方法的原理与研究现状,根据是否需要建立精确的数学模型,总结了传统及智能控制方法研究现状。
(2)WAAM过程的复杂性、不确定性决定了其过程监控需要以高灵敏度、高精度的传感系统为媒介,同时配合高精准的控制器,方可实现高稳定、高质量的过程闭环控制。因此,需要大力发展传感技术,使传感系统拥有更高的时空分辨率与灵敏度,同时需要不断优化控制算法,提高控制系统的鲁棒性与控制精度,从而实现WAAM过程的高可靠、高质量控制。
(3)成形缺陷对WAAM成形质量的影响至关重要,目前仍然以离线监测为主,需要大力发展成形缺陷在线监测与控制技术,积极探索成形缺陷形成机制、成形缺陷演化与传感系统特征信号的关系,使WAAM过程缺陷控制从“定性”逐步迈向“定量”,从“离线”逐步实现“在线”。
(4)WAAM过程具有多参数、非线性、强耦合、不确定的特性,单一传感系统感知信息受限,亟待深入开展多传感信息融合的WAAM成形质量智能控制,从而实现WAAM过程成形稳定性、成形尺寸、成形缺陷等多目标参量的在线诊断与控制。
(5)随着人工智能和大数据的日益成熟,WAAM智能化、商业化亟须稳步推进,可考虑在过程闭环控制中设计更优的人工智能算法,实现更强的鲁棒性、更高的智能化程度。另外,针对不同的工业应用对象,可建立WAAM过程传感方法与控制策略数据库,开发相应的商用计算机程序,从而实现不同结构类型金属件的高可靠、高质量制造。
猜你喜欢
传感技术学报(2022年7期)2022-10-19
今日农业(2022年15期)2022-09-20
石材(2022年4期)2022-06-15
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
电子制作(2018年23期)2018-12-26
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19