棉纱回潮率综合控制的措施
2022-12-13 11:52赵楠楠王仕元周义德王朝根
棉纺织技术 2022年12期
赵楠楠 王仕元 周义德 王朝根
(1.郑州经贸学院,河南郑州,451191;2.中原工学院,河南郑州,450007;3.恒天永安新织造有限公司,河南商丘,476400)
纤维回潮率直接影响纤维的加工性能,纺纱过程中各工序回潮率的合理控制是纺纱生产质量和效益的关键。适当增加棉纱线回潮率,可增加棉纱线强力,减少加工过程中断头率,进而提高生产效率。回潮率过低时,络筒加工过程中易造成毛羽增幅变大,纱线质量下降。针对恒天永安新织造有限公司(以下简称永安公司)的国产新型纺纱生产线工艺特点,以纺制JC 9.72 tex 纱线为例,提出“综合控制棉纱回潮率”的概念。即通过重点控制原棉、粗纱、细纱、络筒工序的温湿度、工作区风速等参数,稳定半成品和成品的回潮率,增加纱线定形后处理工序,提高纱线回潮率,稳定纱线质量。
1 影响纱线回潮率的主要因素
在纺纱各工序中,纤维回潮率直接影响生产效率和半成品质量,是纺纱各工序控制的主要指标之一。由于棉纤维是多孔性物质,纤维素大分子上存在许多亲水性基团,在一定的温度下,棉纤维在空气中是吸湿还是放湿与空气的水蒸气分压力有关,水蒸气分压力大,相对湿度高,纤维处于吸湿状态,回潮率增加,反之则相反。
车间相对湿度适中,使纤维的强力增加[1],有利于纺纱过程的高效生产。相对湿度偏高或偏低,都会不利于纺纱生产。相比相对湿度对生产的影响,环境温度对生产过程影响较弱,但温度过高或过低,也易导致棉纤维脆断、产生静电、棉蜡融化缠绕增加,对梳理牵伸过程产生影响。因此各工序在一定温度范围内的相对湿度是影响纱线回潮率、生产效率和纺纱质量的主要因素。
保证成品纱线回潮率是一个从原棉至各工序半成品回潮率控制的综合结果。但由于原棉的来源不同,回潮率差异很大。各工序生产过程中,由于工艺设计和空调运行控制等因素,要保证各工序半成品回潮率在一个合理的数值范围也非易事。特别是在粗纱、细纱、络筒工序,要求纤维半成品分别处于吸湿、放湿、再吸湿的过程,由于各企业的实际生产情况,达到上述要求有一定难度。而且由于现代化纺纱设备的推广使用,粗细联、细络联等设备的大面积应用,粗纱悬挂于机台上方,由粗纱车间向细纱车间移动,并且在细纱车间停留较长时间,和原来在粗纱车上存放的保湿状态有较大的变化;细络联中细纱机落纱直接进入络筒机进行卷绕成形,和原来纱管车在络筒车间存放一定时间相比,来不及预加湿和稳定性能;细络联的应用还限制了细纱工序和络筒工序的有效隔断,比采用不同环境温度、相对湿度控制的效果差,致使络筒工序温度高,相对湿度低,纱线回潮率低。这些因素都会造成纱线回潮率较低,影响络筒机效率和成纱质量。
2 综合控制回潮率的措施
为保持成品棉纱的回潮率,需要对前纺各工序车间温湿度进行严格控制,在确保各工序半成品回潮率的基础上,增加纱线定形后处理工序,提高纱线回潮率,稳定纱线质量。以采用新疆机采棉纺制JC 9.72 tex 纱为例,根据生产工艺要求,以及永安公司冷热源和车间设备布置实际情况,制定了纺纱生产各工序的温湿度条件和半成品回潮率标准。
2.1 原棉
从实际运行中得知,原棉回潮率作为棉花主要性能指标之一,与纺纱生产可纺性、纱线质量都有着密切关系。原棉的含水率对后道各工序的半成品回潮率影响很大,但由于原棉的来源较为多样性,回潮率差异很大[2],一般在5.0%~8.6%,不同的原棉回潮率对前纺加工过程的开松、除杂、梳理效果影响较大。回潮率过低时,纤维强度降低,在开松梳理过程容易断裂产生短绒和飞花,纤维抱合力差,容易产生断头。由于飞花的因素,对车间环境也有影响,直接影响各工序半成品质量。回潮率过高时,不利于纤维开松除杂和梳理,容易产生棉结和尘杂,影响生条质量。
为保证生条和成纱质量,必须重点对原棉的回潮率进行控制。清梳联加工前应在分级室对原棉采用松包、加湿、平衡、定形的方法,以稳定原棉回潮率和适纺性能。由于分级室没有发热量,宜和清梳联采用同一套空调系统进行送风加湿,采用二次回风的送风状态,确保分级室冬夏季温度为27 ℃~30 ℃,相对湿度60%~70%,分级室正压不小于30 Pa。在此环境下,原棉存放时间应不低于24 h,稳定原棉回潮率在6.8%~7.2%,为后道各工序纤维的适纺性能打下基础。
2.2 清梳工序
清梳工序宜保持适中相对湿度,控制半制品回潮率。由于原棉在清棉、梳理阶段已经过进一步的开松、除杂、气流输送、梳理等过程,回潮率会有一定的下降。此过程应适当控制车间温度和相对湿度,控制纤维回潮率下降的幅度,达到纤维连续放湿的状态。由此可以减小纤维间抱合力,纤维保持较好的弹性和刚性,利于有效开松、除杂和梳理,减少纤维黏连和扭结,减少棉结和短绒[3]。车间空调通过调节二次回风比例,优化送风参数,保证车间冬夏季温度控制在26 ℃~32 ℃,相对湿度64%~70%,生条回潮率作为空调温湿度控制的目标,宜控制在5.8%~6.3%。
2.3 并粗工序
并粗工序作为纺纱过程主要的混和牵伸、初步加捻过程,半成品的回潮率不仅对加工过程影响很大,也对后续细纱加工有直接影响。适当提高熟条、粗纱回潮率,可增加纤维的柔软性和抱合力,利于牵伸过程中罗拉对纤维的控制,使纤维有效伸直、平行,有利于并粗工序的混和、牵伸、加捻,使粗纱获得稳定和均匀的捻度[4]。该工序由于纤维和空气接触面积较大,容易吸湿,车间相对湿度宜偏大控制,使半成品处于连续吸湿状态。适度提高粗纱的回潮率,在细纱工序形成外干内湿的放湿过程,可提高粗纱强力、稳定和提高细纱工序的可纺性和质量,是纺纱生产过程纤维回潮率控制的又一重点。该工序车间冬季需借用一部分细纱车间回风的热量,采用机器露点送风,增加车间温湿度;夏季高温季节可采用冷冻水降温或二次回风的方式,稳定送风机器露点,使车间冬夏季温度控制在28 ℃~31 ℃,相对湿度64%~68%,粗纱回潮率宜控制在6.0%~6.5%。
2.4 细纱工序
实践证明,细纱工序的相对温度对车间生产效率、生产环境、棉纱回潮率和纱线质量的影响较大。以生产JC 14.5 tex 纱为例,在一定的温度下,细纱工序相对湿度从55%增加到62%,棉纱的回潮率可从5.7%增加到6.4%,强力从200 cN 增加到225 cN[5],车间飞花、纱线毛羽和纺纱断头均减少。因此,在保证细纱工序正常生产的同时,相对湿度宜偏大掌握,使成纱回潮率增大,进而提高成纱强力。细纱车间装机功率大,车间发热量大,设备占地面积大,送排风系统大而且复杂,温湿度控制是纺纱车间的难点。由于细纱车间送风不均匀和细纱机各部表面温度差别大,非常容易使各区域温湿度产生差异,从而影响各部位粗纱的放湿情况,造成不同区域不同部位的纤维回潮率差异,影响车间生产效率和产品质量。因此,细纱车间合理设置各区域的送排风量,减少车间横向气流,维持工作区稳定的温度和相对湿度,使粗纱在一个相对稳定的温湿度条件下放湿,保持粗纱退绕后的回潮率稳定,保证车间生产效率和质量。
细纱工序温湿度控制措施是冬季循环水加湿,露点送风,确保车间相对湿度;夏季冷冻水降温,机器露点送风,保证冬夏季温度维持在32 ℃~36 ℃,相对湿度在58%~62%,并调节各送风管道和送风口风量,保持车间区域温度波动不大于±0.5 ℃,相对湿度波动不大于±1.5%,维持纱线回潮率范围在5.8%~6.3%。
2.5 络筒
络筒工序的相对湿度应比细纱工序偏高掌握,有利于控制络筒工序纱线毛羽增长,维持络筒清纱系统有效清除纱疵,减少络筒工序卷绕过程中对纱线各项质量指标的影响和损失,是增加纱线回潮率、提高纱线强力和质量的主要工序。相对湿度过小时,由于纱线在高温摩擦中纤维有吸热放湿的趋势[6],易造成卷绕过程中筒纱的蓬松、松弛、成形不良,筒纱强力降低,毛羽增加。相对湿度过大时,会影响筒纱的正常卷绕和清纱系统对纱疵的有效清除。因此,络筒工序车间相对湿度应比细纱车间高,温度应比细纱车间略低;保证车间空气的含湿量高于细纱车间,利于纱线的吸湿。该工序空调系统在冬季应适当借用细纱车间排风的多余热量,利于空气加湿;在冬季采用循环水绝热加湿,夏季采用循环水为主,冷冻水为辅的空气处理过程,以机器露点送风为原则。保证车间冬夏季温度在27 ℃~30 ℃,相对湿度在65%~70%,维持纱线回潮率范围在6.0%~6.5%。
2.6 棉纱定形后处理
运行实践得知,由于各企业生产实际情况的差异,在各工序满足上述回潮率指标有一定的难度。棉纱定形后处理是在保证前纺、细纱、络筒工序的温湿度,稳定纱线回潮率的基础上,在络筒和成包工序之间增加定形后处理工序,使筒纱在具有一定温度和相对湿度的空气环境中存放保持一定的时间,让纱线充分吸湿、定形,稳定纱线性能,提高纱线回潮率,保证纱线的强力稳定性,提高纱线质量。定形加湿工序的冬夏季温度宜控制在28 ℃~31 ℃,相对湿度85%以上,纱线回潮率提高至7.5%以上。
合理地控制纺纱生产各工序半制品和成品的回潮率,是实现纺纱生产良好可纺性和稳定产品质量的保证。纺纱各工序应根据纺纱品种和工艺情况,制定各工序半成品所需要的回潮率。生产中在保证原棉回潮率和纤维稳定性的基础上,通过控制纺纱生产各工序的车间温度和相对湿度、气流速度等条件,使各工序半成品实现不同回潮率,保证各工序半成品质量。
3 棉纱定形后处理设计运行
3.1 棉纱定形后处理系统设计
针对永安公司新型纺纱生产线(采用清梳联,全精梳,国产长车1 200 锭粗细联细纱机,72 锭VCRO-E 型自动络筒机)项目的情况,将络筒机布置在车间中部,靠近空调室一侧设置定形后处理工序。定形后处理工序设置专门的空调喷雾加湿系统,利用络筒空调室部分送风、喷雾加湿空调送风的双风道设计方案,控制定形后处理工序的温湿度和空气压力。定形后处理工序设计参数:夏季环境温度30 ℃,相对湿度75%,设计送风量60 000 m3/h ,其中加湿空调设计送风量 32 000 m3/h ,络筒空调送风量28 000 m3/h,合计换气次数为13 次/h,设计回风量50 000 m3/h,利用地排风口调节定形后处理工序的环境压力。采用络筒机工艺排风和空压机排风余热保持定形后处理加湿空调的进风温度。
3.2 棉纱定形后处理系统运行
结合永安公司实际情况,在维持各工序温度、相对湿度、确保半成品回潮率的情况下,为进一步提高纱线回潮率,对筒纱进行定形后处理。定形后处理工序空调系统利用络筒车间空调维持环境温度,喷雾加湿空调系统控制环境相对湿度。冬夏季温湿度运行参数:温度28 ℃~31 ℃,相对湿度85%~88%,工作区域风速不大于0.05 m/s,运行中保持区域正压值20 Pa~30 Pa,后处理时间采用24 h。以JC 9.72 tex 纱为例,定形后处理前后纱线质量指标如下。
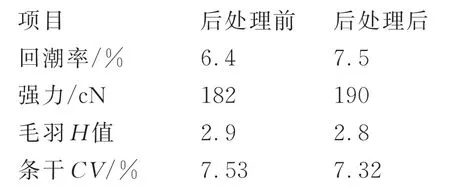
由以上对比数据可以看出,增加定形后处理工序,可使纱线回潮率提高1.1 个百分点,纱线强力指标提高4.4%,纱线质量进一步稳定,同时提高了后加工的适应能力。
3.3 纱线定形后处理影响因素
为验证纱线定形后处理过程中各环境参数对纱线性能指标的影响,结合该试验情况,对定形后处理过程中车间温度、相对湿度、定形后处理时间、车间正压值、工作区风速等参数的影响进行分析比较得知,纱线回潮率随着温度和相对湿度的提高而提高,相对湿度的影响相比温度要明显。这也证明了纤维回潮率与车间空气水蒸气分压力有关的结论。
纱线强力指标随相对湿度提高而提高,在一定的温度下(28 ℃~31 ℃),相对湿度70%~75%时纱线回潮率和强力增加较快,但相对湿度超过75%后,回潮率和强力增加较缓慢。这是因为相对湿度与纤维伸长关系较大,吸湿后的纤维由于分子间距离增大,在外力作用下易产生相对位移,因而纤维的伸长也随着相对湿度的上升而增加。但考虑成品棉纱吸湿过程较为缓慢,再因加湿空间有限、成品纱流转等因素,实际应用中应适当提高加湿间温湿度,加湿间执行温湿度标准为温度28 ℃~31 ℃,相对湿度85%~88%。
在一定的环境温度和相对湿度条件下,车间正压值对纤维回潮率有一定的影响,正压值升高,纤维回潮率升高,这是由于适当高的空气正压,纤维表面呈收缩状态,更容易使水蒸气分子向纤维中渗透。为保证纤维的吸湿,定形后处理区域风速不易过高,宜采用不大于0.1 m/s 的风速,最好在加湿车上面覆盖纱布以稳定气流。
在一定的车间温度、相对湿度、正压值条件下,纱线回潮率的提高随着定形后处理时间的增加而增加,但当后处理时间超过一定限度后,回潮率的增加值很少。这是因为后处理时间越长,纱线内部水蒸气含量越大,和空气之间水蒸气分压力差越小,甚至接近平衡,分子运动趋势逐步变小。用户可根据络筒后不同回潮率的筒纱确定后处理时间。一般情况下以处理15 h~24 h 为宜。
4 结论
纤维回潮率对纱线强力、毛羽和纱疵影响较大,是纺纱各工序环境控制的重点。其中,原棉回潮率与纺纱生产全过程的可纺性、纱线质量有着密切关系,细纱工序的相对湿度对提高棉纱回潮率的影响较大,宜偏大掌握。采用综合控制棉纱回潮率的方法,即增加棉纱定形后处理工序,是保证棉纱质量指标的关键,可在原纱线质量的基础上,使JC 9.72 tex 纱的回潮率提高1.1 个百分点,纱线强力提高4.4%,有效提高了纱线质量。在纱线定形后处理工序中,在一定温度下,对纱线回潮率影响最大的环境参数是相对湿度,相对湿度增加,纤维回潮率增加。纱线定形后处理的时间需根据用户对纱线回潮率的要求确定,回潮率高,定形后处理时间增加,一般不应少于15 h。
猜你喜欢
中国棉花加工(2022年2期)2022-07-09
初中生学习指导·中考版(2022年1期)2022-02-09
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
文学教育·中旬版(2020年2期)2020-04-19
中国棉花加工(2019年5期)2019-12-27
时尚育儿(2019年10期)2019-12-03
中国纤检(2018年10期)2018-12-07
中国棉花加工(2017年1期)2017-04-06
科技与创新(2014年8期)2014-07-17