
浅谈同轴馈管的制作与连接
2022-12-10 10:54黄文樑黄样华兰卫东
视听 2022年12期
黄文樑 黄样华 兰卫东 余 凯
同轴馈线系统又称为同轴硬馈,是由内外导体组成的波导系统,具有损耗低、频带宽、体积小、方便连接等特点,在功率传输系统中获得广泛的应用。同轴硬馈的内外导体采用空心紫铜管制成,外管材料多使用紫铜,有时也用黄铜、铝材等。内管又称管芯,内外管半径决定了其阻抗和功率容量。内外管间隙的介质一般是空气,内管加装十字架或垫圈支撑,支撑经过优化设计,不会增加馈管的反射损耗。在电磁波传输过程中,内导体接射频信号,外导体与地线连接。同轴馈管采用良导体材料,其电场方向可以看作从管芯外表面指向外管内表面。
同轴馈管的制作和连接质量,对馈管的功率容量和特性阻抗等性能指标影响极大。例如,同轴馈管在广播电视无线发射系统运行时打火、发热,将直接影响台站设备、广播电视发射系统的安全和质量。在同轴馈管的制作和安装施工过程中,需要对馈电系统零件的结构、尺寸、定位精度及阻抗补偿等进行优化设计。
一、馈线的特性参数
馈线的特性参数包括特性阻抗、衰减量、传输效率和功率容量等。馈线特性阻抗仅与外导体内径、内导体外径以及导体间介质的介电常数相关,与馈线长度、工作频率及馈线末端连接负载阻抗等因素无关。在广播发射系统中,馈线通常采用的特性阻抗有50Ω、75Ω和300Ω三种。衰减量作为同轴线上的一个重要指标,用于表示电磁波在路径上传播过程中振幅 (即能量)的衰耗情况,通常是指在环境温度20℃时每100米长同轴线的衰减值,用dB表示。传输效率是指终端负载上接收到的有效功率与初始端输出功率的比值。在传输过程中,能量衰减、匹配不佳及能量反射等现象均会造成能量的损耗。功率容量是指内、外导体间任一部位均在规定的温升范围内且无放电现象时输送的平均功率。在空间温度为25℃的大气中,水平状态工作时,馈线外导体温升到40℃时传输功率的1/2作为规定使用功率。
二、同轴硬馈的制作与连接
(一)同轴硬馈管的切割
可以使用手锯、电锯、馈管切刀等工具对同轴硬馈管进行切割。建议采用专用的馈管切刀切割硬馈管,其优点是切割口平整、切割尺寸精度高、锯口小、安全快捷。使用馈管切刀切割及处理同轴硬馈管所需工具包括各种规格馈管切刀(用于馈管切割)、记号笔(用于标记馈管切割尺寸)、锉刀(用于打磨馈管切口)、馈管刮刀(用于清理馈管切面毛刺)、卷尺(用于测量馈管尺寸)、砂纸/拉丝布(用于馈管打磨和抛光)。
1.使用馈管切刀切割同轴硬馈管
使用馈管切刀切割同轴硬馈管的操作步骤如下。
第一,确定需要切割馈管的尺寸。在馈管连接处,馈管内外导体有长度差,以便于安装馈管插芯,确定馈管内外导体长度时要特别注意。例如,某公司提供的馈管插芯的尺寸要求,在馈管连接处,馈管外导体须比馈管内导体长1.5mm。如果一个馈管的两端都使用该公司的馈管连接组件进行连接,此段馈管的外导体就比内导体长3mm。不同公司提供的馈管连接组件尺寸均不相同,要求馈管外导体与内导体的长度差也会有差别,实际计算的时候要特别注意这一点。
第二,标记刻度。在馈管上标记需要切割的长度,标记要尽量准确,以保证切割尺寸的精度。将馈管切刀放置到位,切刀的刀片正对所作的标记,旋紧馈管切刀。
第三,切割馈管。切割过程中应尽量保持馈管固定不动。将馈管切刀旋转一圈,检查切刀留下的切线是否闭合成一个完整的圆。如果切线完整,证明馈管切刀位置合适,如图1所示。由于馈管切刀的刀片位置不可避免地存在误差,切割馈管时有可能会出现切线不闭合的情况,此时的切线类似于螺旋线,需要重新调整馈管切刀刀片的角度和位置。由于切线的存在,此时可以方便地测量切割馈管的实际长度。如果长度不符合要求,同样需要调整刀片的位置。继续旋转馈管切刀,同时旋进切刀刀片,增加切刀的深度。随着馈管切刀的旋转和刀片的进给,馈管就会被切割下来。切割馈管时,切刀刀片的进给量不能太大太快,防止馈管的切割面收口变形。一般情况下,切割馈管的壁厚越小,刀片的进给量应越小。用卷尺测量切割下来的馈管的长度,看是否符合要求。一般情况下,长度误差在2mm以内可以认为合格。如果误差超过2mm,就需要重新切割馈管。

图1 第一圈切线
第四,打磨馈管切口。使用专用的馈管刮刀,清除馈管内外导体切面的毛刺,使切面内圆光滑、无毛刺,如图2所示。使用小号锉刀,修理馈管内外导体切面的外圆,使切面外圆光滑、无毛刺。使用砂纸或拉丝布,修理馈管切面的内外圆,使之更加光滑。馈管外导体的外表面一般喷涂上一层保护漆,保护馈管外导体不会氧化变色。因此,切割馈管外导体之后,在馈管两端连接处,需要将此层保护漆打磨干净,否则会影响馈管外导体与抱箍之间的接触。需要打磨的长度根据不同规格的馈管抱箍的长度决定,打磨长度应该超过抱箍长度的1/2。可以用胶带将需要保留的保护漆部分缠绕好之后再用砂纸打磨,这样可以保证打磨处整齐美观。

图2 用馈管刮刀清理馈管切面的毛刺
第五,清理馈管。仔细清洁同轴硬馈管的内外导体表面,保证馈管的内外导体无铜屑、灰尘、油污及其他杂物。可用干净棉布蘸酒精擦拭馈管内导体的内外表面,以及馈管外导体的内表面。馈管外导体的外表面不可用酒精擦拭,防止破坏保护漆面,用干净棉布小心擦拭即可。
2.使用手锯切割馈管
在使用手锯切割同轴硬馈管时,确定馈管长度,馈管修理和打磨等步骤与使用馈管切刀的步骤大体相同,这里只叙述切割的过程。使用手锯切割外导体硬馈管过程中,可以使用抱箍进行辅助定位。用同等规格的抱箍和喉箍,抱紧馈管切割处,使得抱箍的端口切面与所做标记的尺寸一致,抱箍的横切面首尾需保证在同一平面,这样可以保证馈管切割口平整。用手锯对准切割标记,沿抱箍的端口拉动锯弓,同时旋动馈管,锯出一条完整的切线,如图3所示。除去抱箍和喉箍,用手锯沿切线拉动锯弓,同时旋转馈管,将馈管锯下来。可以看到,与使用专用馈管切刀切割的馈管相比,使用手锯切割馈管的切口毛刺更多,且不容易切割平整。用手锯切割馈管内导体时,由于没有合适的抱箍辅助定位,切割时需要小心谨慎,保证切面垂直。用手锯锯开馈管后,后续的修理和打磨步骤参照使用馈管切刀切割同轴硬馈管操作步骤的第四步和第五步。

图3 用手锯切割
3.使用电锯切割馈管
当切割大量馈管时,可以选择使用电锯进行切割。相比用馈管切刀和手锯进行切割,电锯的工作效率最高,但切割的误差较大,同时有一定的危险性,需要专业人员进行操作。
(二)同轴硬馈管的连接
一是馈管同馈管的连接。这种情况一般出现在传输路线较长,一根馈管不能完成两个端口之间的连接时,如发射机输出到滤波器或多工器、滤波器或多工器到天线等。这种情况就需要将两根或多根硬馈管连接起来使用。
二是馈管同端口的连接。这里的端口是指无源器件的端口,如滤波器、耦合器、弯头、过渡器等。这种情况在工程上最为常见。
三是端口同端口的连接。这种情况一般出现在两种器件相连的场合中,如滤波器同耦合器相连,滤波器同弯头相连等。由于端口内外导体的尺寸与硬馈管内外导体的尺寸完全相同,把端口看作是一小段同轴硬馈管。
进行同轴硬馈管连接时,需要注意以下事项。
其一,两段馈管的内导体通过插芯连接。馈管内导体和插芯之间要安装到位,保证接触良好。过松或过紧的插芯都不能使用。
其二,两段同轴馈管的外导体通过喉箍和抱箍连接。要保证外导体端面平整、光滑,安装到位,二者之间不能有大的缝隙。对于水平方向的馈管连接,连接处的抱箍的开口方向不要向上,防止灰尘或液体从缝隙处落入馈管内部。
其三,连接处的喉箍要分布均匀,拧紧。喉箍的数量依照不同的馈管规格而定,如表1所示。

表1
其四,当一段同轴硬馈管长度较长时,为了防止内导体变形对同轴馈管的阻抗和功率容量产生影响,需要在内外导体间添加馈管内支撑,保证内外导体的同心度。不安装馈管内支撑的最大馈管长度与同轴馈管规格的对应关系如表2所示。由于馈管内支撑和普通的馈管插芯的尺寸不同,安装馈管内支撑时,馈管内导体的长度需要仔细考量。
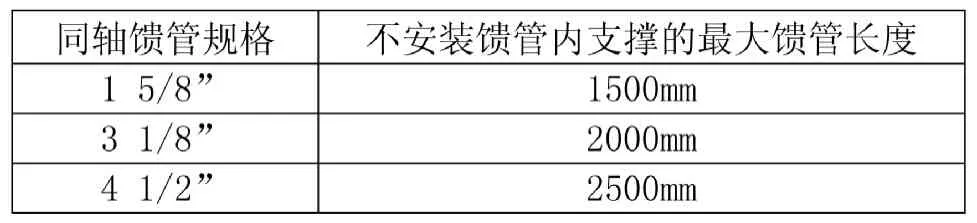
表2
其五,法兰转直通和法兰插芯。将法兰转直通安装到直管上,直管端口就转变为法兰端口,再与另外的法兰端口相连,连接方式如图4所示。
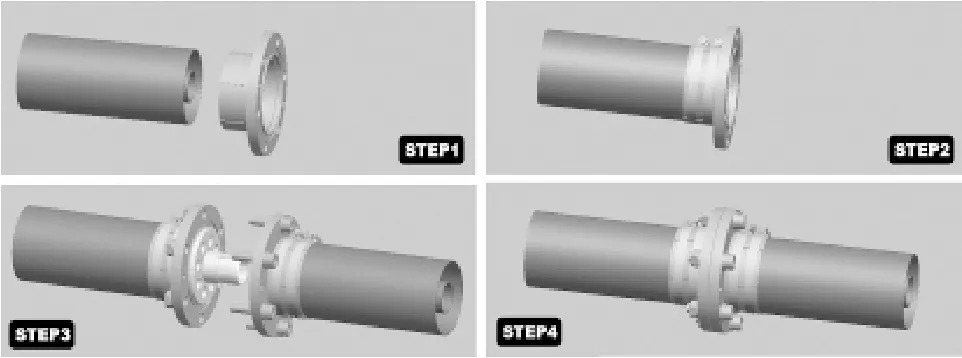
图4 法兰转直通安装示意图
(三)注意事项
在同轴馈管连接安装时,需要考虑馈线的特性参数,系统最大发射功率不能超过同轴馈管的极限功率容量,同时还要考虑系统发射的最大频率须低于上限频率,以及谐波超过上限频率的可能性。在安装同轴馈管时,要尽可能提前确定好长度、尺寸等参数,尽量减少接头,必要连接时也尽可能减少弯头和转换器的使用。同时,在完成切割和连接后,还要做好同轴馈管外管的接地。
三、结语
在同轴馈管的制作和安装施工中,需要在综合考虑馈电系统零件的结构、尺寸、定位精度及阻抗补偿等各种情况后进行优化设计。重视制作与安装环节能够保证同轴馈管的功率容量,提高馈电系统的可靠性,确保广播电视播出设备正常运行。
猜你喜欢
电力科技与环保(2022年3期)2022-07-15
九江学院学报(自然科学版)(2022年2期)2022-07-02
机械工程师(2022年5期)2022-05-14
昆明医科大学学报(2021年3期)2021-07-22
家庭影院技术(2021年3期)2021-05-21
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年1期)2020-12-25
商品与质量(2020年31期)2020-12-18
石油化工设备(2020年2期)2020-12-11
家庭影院技术(2020年1期)2020-06-24
