基于SPS模式的城轨转向架装配线物料配送研究
2022-12-06 04:06高昆仑侯光亮唐志文
科学与信息化 2022年22期
高昆仑 侯光亮 唐志文
中车青岛四方机车车辆股份有限公司 山东 青岛 266111
引言
随着我国城市轨道交通的发展,城轨车辆产品种类更加丰富,这给我国轨道装备制造企业带来了新的发展机遇。多项目、多车型的混流共线生产模式凭借其灵活的转换、较高的设备利用率和较低的设备投资,已经成为轨道装备制造主机企业主要的生产模式。而传统的线边库物流模式,由于装配线的共线增容和产量的不均衡波动,使线旁的物料种类和数量增加导致物料空间紧张、车间拥挤;另外,物料堆积给物料管控增加难度,不断提高生产物流成本。
转向架作为城轨车辆的走行部件,是轨道车辆最重要的部件之一。而转向架装配是转向架生产的关键工序,装配过程中涉及物料种类繁多,物料外观、大小差异较大,且对物料供应的及时性、准确性要求不同。本文以城轨转向架装配线为研究对象,针对传统的线边库配送模式存在的问题,将SPS配送模式(Set Parts Supply,单量份成套配送)引入装配线,实现转向架组装过程物料、产成品的一体化、自动化输送,提升生产线智能化水平。
1 转向架装配线物流分析
1.1 转向架装配工艺
转向架装配线工艺过程主要有零部件预组压装、构架组挂、转向架落成、转向架试验4道主要的装配工序和物料配检若干辅助作业组成。转向架装配线工艺流程如图1所示,每道工序由不同施工人员依次完成,零部件预组压装对轴箱弹簧、牵引拉杆组成、牵引梁组成等小件进行压装预组;构架组挂对制动单元、减振器、管路、差压阀、横向挡等附件进行组装;转向架落成进行轮对摆放、构架落成、转向架尺寸测量调整、驱动装置组装等;转向架试验进行加载试验、制动试验、管路等气密性试验以及铭牌安装等。各工序之间联系紧密,工人分工明确,但某一工序因欠料或作业时间不均衡等异常情况会造成前工序的在制品积压严重,占用生产空间及资源,而后工序空闲等待造成资源浪费,延长生产制造周期。
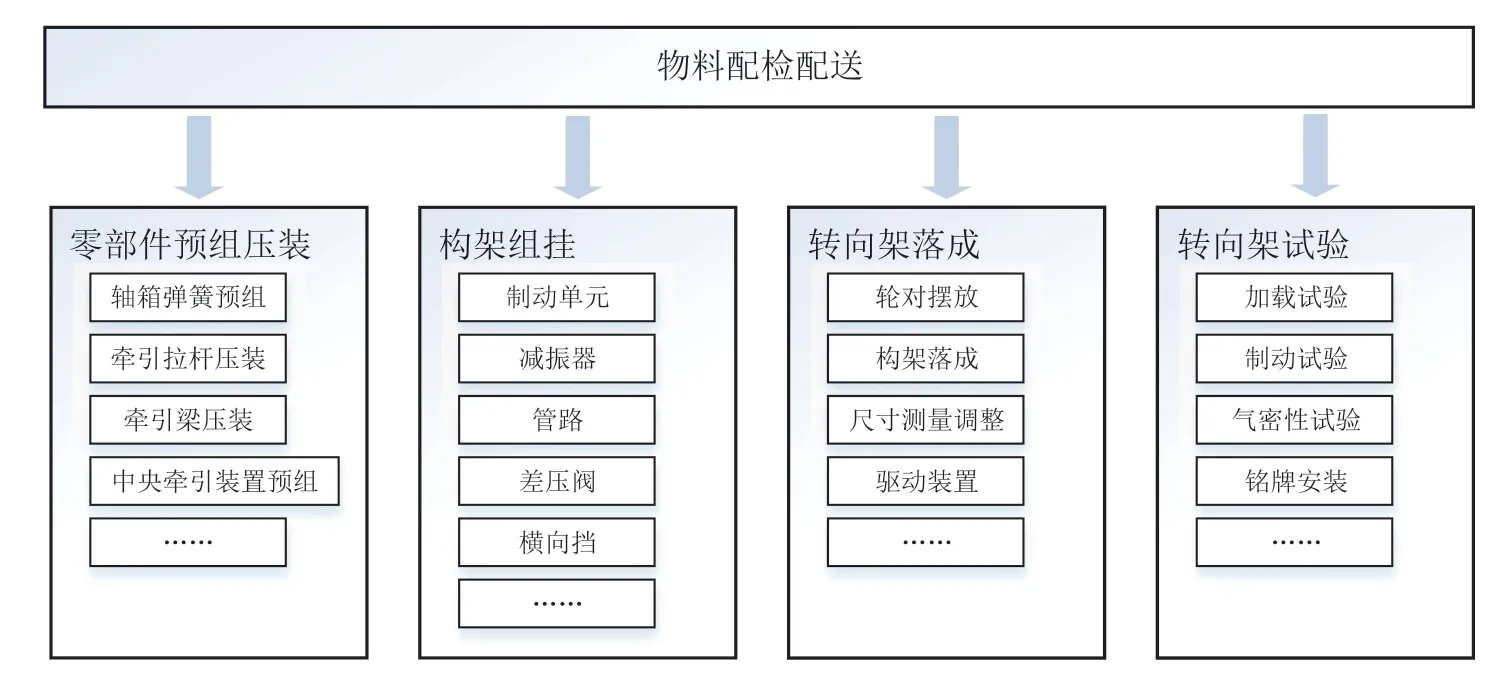
图1 转向架装配工艺
1.2 转向架装配线布局
转向架装配车间布置多条装配线,因组装时转向架在各工序间进行顺次流动,装配线呈直线型平行布置。根据装配工序及作业区域将整条装配线划分为零部件预组压装区、构架组挂区、转向架落成区及转向架试验区4个主装配作业区和1个物料配检作业区。每个作业区的工人一般要完成多道连续的作业工步。待作业区内的所有作业内容全部装配完毕后,统一由工人将转向架吊运至下一个作业区。两个工序间往往设有临时缓存区,用于存放有质量问题待返工、超额完成的产品。
1.3 转向架装配物料配送问题
在对转向架装配线详细分析的基础上,绘制出鱼骨图(如图2),通过鱼骨图来分析查找在物料、设备、人员、信息等方面存在的问题。分析总结出装配线主要存在的问题如图2所示。
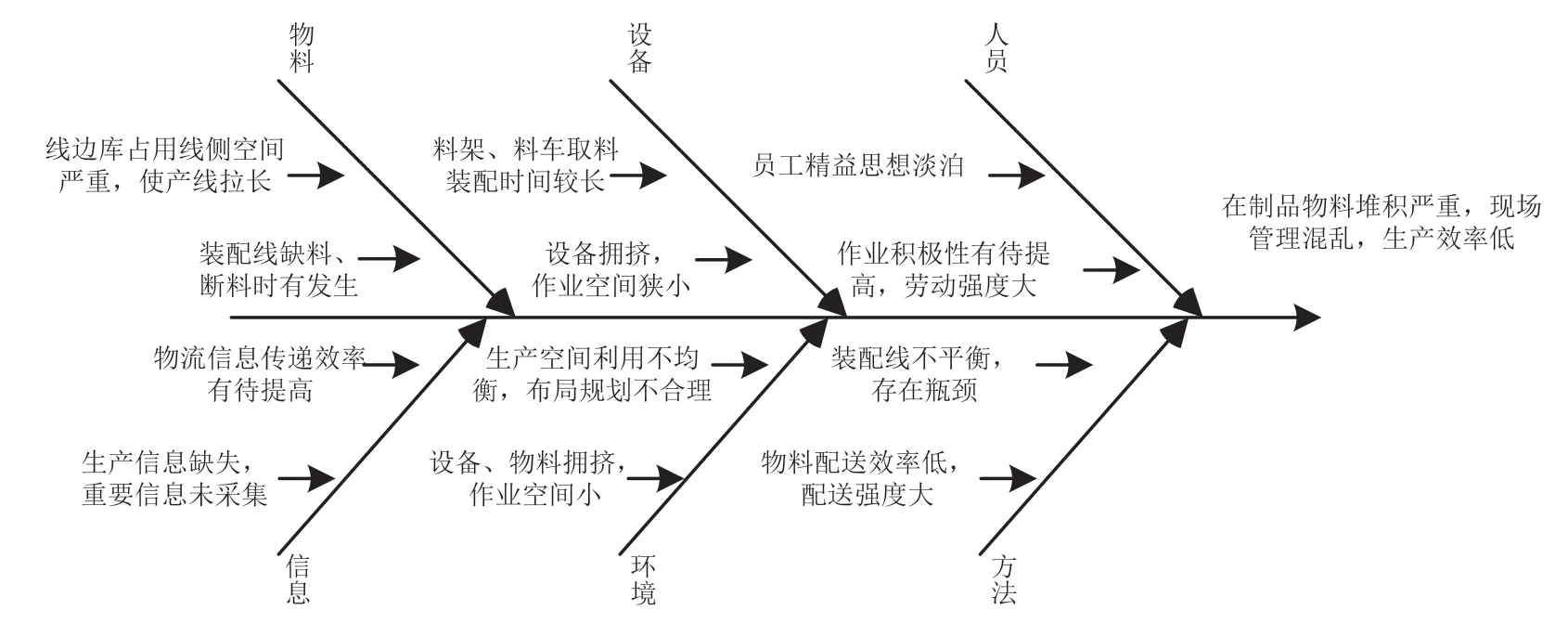
图2 转向架装配物料配送问题分析鱼骨图
2 基于SPS的转向架装配线物料储运模式
SPS配送,由物料配检人员将单辆台份装配所用物料拣选后,按照生产线上不同产品的投放顺序和工序工位生产节拍,通过AGV小车运输至对应装配台位,不同工位间的在产品等待时间极小或等于零,以此实现装配产线各工序的平衡、同步运转。
2.1 基于SPS配送模式的转向架装配线输送方案
SPS输送方式要保证物料在产线上输送时具有稳定性、安全性,同时满足与对应产品到达各装配台位的同步性,与线旁其他生产资源无干涉、可通过性以及保证托盘内物料完好无缺。由于转向架装配线在制品输送方式依靠工人、天车吊运,专人负责物料拣选后从仓库到线边临时缓存区的配送运输;其次,轮对和转向架体积重量较大,不仅物流效率低、随意性强、具有安全风险,而且配检人员作业任务繁重,劳动强度大。因此,需要对装配线的输送方式进行设计,以实现在制品物料的同步输送,提高生产效率[1]。
AGV小车是现代先进的装配线广泛采用的物流运输工具,可以实现装配线产品和物料的同步化、自动化输送,且具有安全、高效、便捷等优势。本文考虑在装配车间建立AGV移动装配台位,该移动台位能够实现物料、构架、轮对组成等产品的自动化搬运、运输、装卸,有效保证物料输送和在制品装配作业的无缝衔接。AGV小车的结构如图3所示,小车设计有专用夹具对轮对、构架及装配物料进行夹装固定,保证运输过程中的稳定性,实现物料和产品的同步自动化输送,提高生产物流效率。因此,该AGV小车即是物料储运工具,也是转向架装配台位。
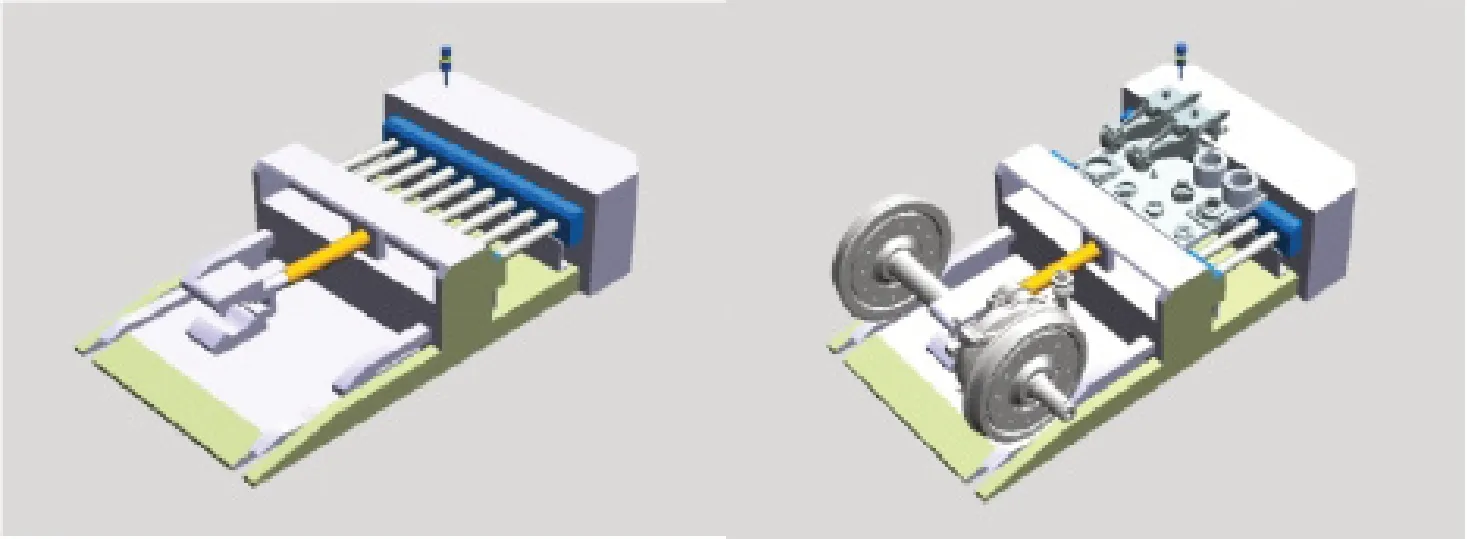
图3 转向架组装AGV小车模型
3 基于SPS的转向架装配线总体方案
3.1 转向架装配线方案
基于SPS的转向架装配线方案具体运行流程如下:①依据产线排产计划,物料配检工序先后完成AS/RS自动化立体库的入库暂存、出库配检作业;②立体库系统将装有物料的储运一体化工装输送至环形物料分拣传送带,物料分拣站负责当前工装内所需物料的分拣;③成套物料分拣完毕后,装有成套物料的托盘、储运工装被传送至立体库临时存放架等待出库作业;④根据系统排产、出库计划和当前装配线生产状态,AGV物料小车抵达成套物料暂存区,由立体库执行成套物料出库作业;⑤装有轮对、构架和成套物料的AGV小车沿装配线运行,由各个工序人员完成该工序装配作业后,流转至下工序;⑥转向架试验工序作业完成后,AGV小车进入转向架整备交检区,交检完成后卸下转向架组成,载有空物料托盘的AGV小车返回回收托盘待命或执行下一作业循环。
基于上述方案流程,绘制转向架装配线方案图,如图4所示。
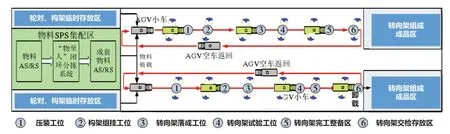
图4 转向架装配线方案图
3.2 转向架装配线工序生产平衡测算
合理的工序划分和工位节拍设定,有利于平衡产线各作业单位的负荷,降低工序间产成品的滞存,提高产线AGV运转效率。
3.2.1 各工序定额工时测定。利用装配产线现场工序工时写实的方法,对各个工序工位以及具体工步的作业时间进行测算,形成各工序的定额工时表,具体见表1。其中,转向架类型分为动车转向架和拖车转向架,两种转向架在各个工序的装配作业存在差异,导致动、拖车各工序作业时间不同。本文取各工 序动、拖车转向架装配时间较大者为该工序的实际定额工时。
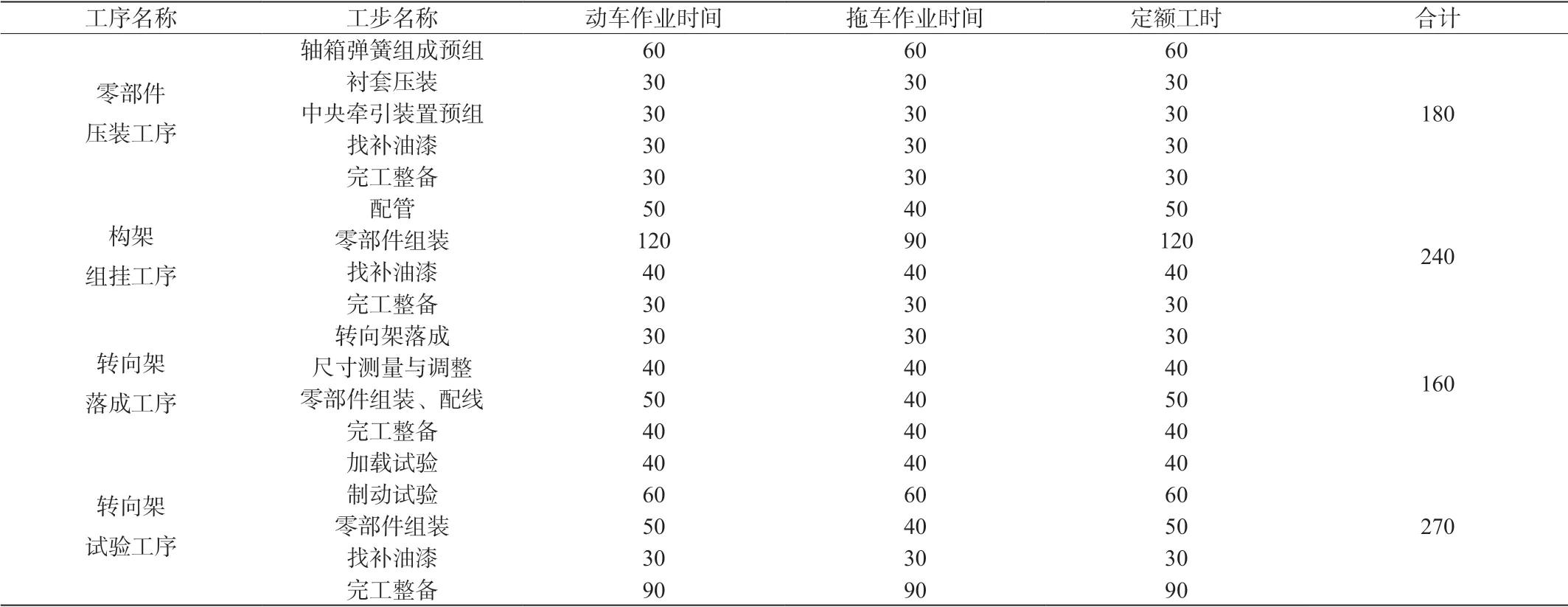
表1 各工序定额工时测算表(单位:min)
依据表1做出各工序定额工时堆叠图(如图5所示)。从图5可以看出,转向架装配生产线各个工序间的定额作业时间极不均衡,具体为构架组挂工序和转向架试验工序定额工时分别为240min、270min,极大于零部件压装工序和转向架落成工序的定额工时180min、160min。因此,在构架组挂工序和转向架试验工序极易出现生产瓶颈问题,造成该工序产成品或在制品的积压,不仅占用车间生产空间,还会延长整条产线产品生产周期,导致其他工序存在作业等待现象,不符合精益生产管理规定。
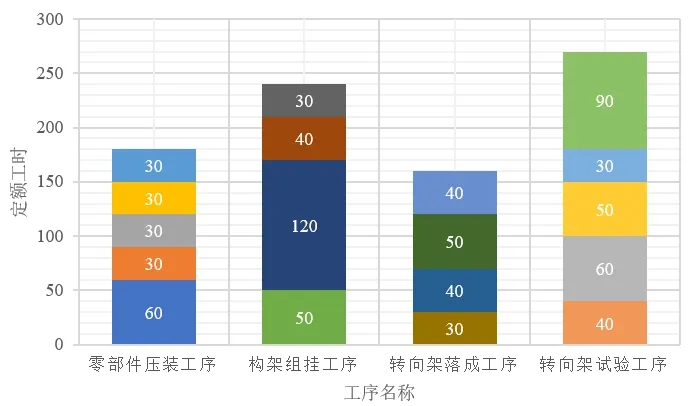
图5 转向架装配各工序定额工时堆叠图
3.2.2 转向架装配线工序平衡。转向架装配线工序平衡的思路,即根据转向架装配工序各工步作业时间,将各工步进行划分合并成若干个作业工位,使得各个作业工位的合计作业时间相对均衡,满足转向架装配线AGV小车运输条件,尽可能降低各工序在产品积压情况,实现装配线工序作业时间的平衡优化。
根据各工步作业时间,在满足工序内各工步施工顺序、不影响后续工步作业的前提下对工序包含的工步重新进行顺序调整,将4个工序分别拆分为若干个子工位,每个子工位内包含2-3个工步,每个子工位内的作业时间以90min为单个生产周期,使得各子工位的定额工时尽可能均衡。其中,轴箱弹簧组成预组、中央牵引装置预组需在大型液压力机台位作业;将构架组挂工序中的配管、零部件组装两个工步进行合并,拆分为两个周期为85min的组挂子工位。优化后的转向架装配线平衡工 序如表2所示。
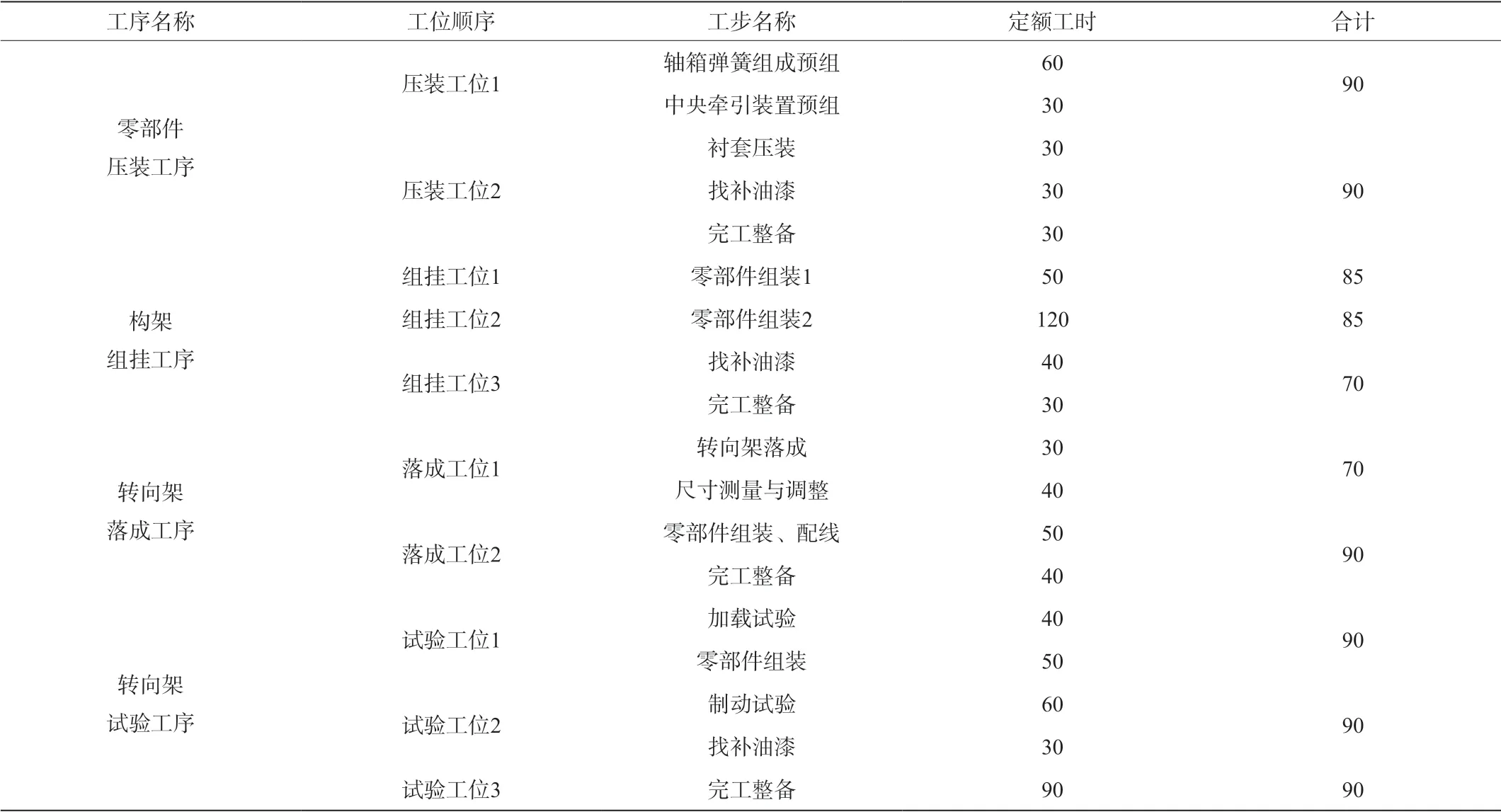
表2 转向架装配线工序平衡调整优化表(单位:min)
工艺平衡率是衡量生产线各工序工位的标准工作时间一致性程度的重要指标,常用来表示生产线是否运行良好和顺畅。当生产线出现瓶颈工序时,就会不可避免的影响到生产线的平衡率。工艺平衡率改善的基本原则就是通过调整工序的作业内容来使各工序作业时间接近或减少这一偏差[2-3]。工艺平衡率的计算公式为:
其中,表示第个工序或工位的作业时间;表示工序或工位数量;表示工序或工位的节拍,通常取个工序或工位作业时间中的最大值。根据上述计算公式,计算得到平衡优化前后的工艺平衡率分别为:①平衡前P1=850/(4×270)×100%=78.7%;②平衡后P2=850/(10×90)×100%=94.4%。
因此,通过对转向架装配线工序进行平衡优化,工艺平衡率提升了15.7%,工序间的瓶颈等待时间由原来最大的110min减少至20min,使产线更好的适用于AGV运输条件,避免工序间产品积压和等待的浪费。
4 结束语
目前,轨道交通装备制造具有品类繁多、工艺结构复杂的特点,如何实现混流生产方式下的生产线装配模式具有重要的研究意义。本文以城轨转向架装配线为研究对象,在对转向架装配工艺方法和布局概述的基础上,总结分析了转向架装配线物流运输问题,发现了装配线工序间在制品积压、工序不平衡、现场管理不便的问题。基于此,本文引入了基于SPS的转向架装配线物料储运模式,建立了SPS模式下转向架装配线布局运作方案,并基于装配线工序定额工时测算进行工序平衡优化,实现工序间物流、信息流的无缝对接,为轨道交通制造业建立“物至人”装配生产线提供思路借鉴。
猜你喜欢
中国新技术新产品(2022年13期)2022-10-09
汽车实用技术(2022年16期)2022-08-31
河南科技(2022年8期)2022-05-31
军民两用技术与产品(2021年6期)2021-10-14
汽车工艺师(2021年7期)2021-07-30
科学导报(2021年6期)2021-02-22
职工法律天地·上半月(2020年1期)2020-03-02
电子制作(2019年20期)2019-12-04
表面工程与再制造(2019年6期)2019-08-24
物流工程与管理(2019年6期)2019-06-28