
基于UG 软件的球销座数控加工仿真*
2022-12-01 09:07张帅,史红
南方农机 2022年23期
张 帅 ,史 红
(柳州铁道职业技术学院装备制造学院,广西 柳州 545616)
汽车转向球销座是焊接在下摆臂总成上,用于安装转向球销的零件。汽车通过下摆臂总成保持转向节和车架的刚性连接,在转向的时候,转向球销在球销座上多角度地旋转,使得转向机构得以平顺转向,保证汽车转向时车轮运动轨迹符合同向性要求,保证汽车行驶和转向的稳定性和可靠性[1-2]。在汽车行驶过程中,车轮承受的汽车重量和地面冲击通过转向节传递到转向球销,球销座承受着通过转向球销传递的垂直反力、纵向反力、侧向反力以及转向球销的运动摩擦力,对球销座的抗冲击变形和抗磨能力有很高的要求,对球面精度要求也较高[3-5]。
1 UG NX软件数控编程
UG NX是一款功能强大的软件,其中有CAD、CAM、CAE几大模块。其中 CAM模块不仅可以提供全面的、易于使用的功能数控刀轨创建方法,还可以提供单一的制造方案,可以高效率加工出简单零件或复杂零件[6]。本文主要是利用UG CAM模块,对球销座零件的数控加工进行自动编程,并生成数控机床加工需要的代码,减少传统人工编程的工作量,提高生产效率。
2 球销座建模
首先使用UG软件的建模功能,对球销座零件进行模型构建,主要采用圆柱体、孔、槽、旋转切除等命令完成其模型创建。球销座建模流程图如图1所示。
3 球销座加工工艺分析
需要加工的球销座如图1(6)所示,外形轮廓复杂。因此在加工前,合理的工艺分析尤为重要。在工艺卡片中,需确定加工设备、刀具以及切削参数。球销座由于轴向尺寸较小,在机床上加工时,难以装夹,因此中间外表面主要采用锻造成型,数控加工主要是对两头和内孔进行加工[7]。球销座加工工艺过程为毛坯锻造—正火—粗精车右端外圆、槽,锥孔—调头粗精车左端外圆、内孔及内球面去毛刺、检验。
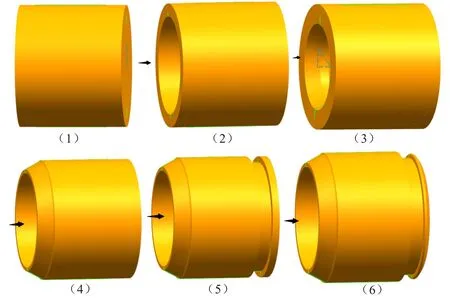
图1 球销座建模流程图
4 数控加工仿真
4.1 数控加工仿真流程
集成有CAD/CAM功能的UG NX软件能够模拟数控加工的全过程,其一般的操作顺序如图2所示,其中“NC操作”指的是创建程序名、几何体、刀具等。UG NX 10.0能够模拟数控加工的全过程,其一般流程为:1)创建制造模型(包括创建或获取设计模型)并进行工艺规划。2)进入加工环境。3)创建NC操作,如创建程序、几何体、刀具等。4)生成刀具路径,进行加工仿真。5)利用后处理器生成NC代码[8]。
4.2 粗车和精车右端外圆
4.2.1 粗车
1)打开qiuxiaozuo.prt模型文件。
2)进入加工模块。在UG窗口的“启动”下拉菜单中选择“加工”命令,系统立刻弹出“加工环境”对话框,在“加工环境”对话框的列表框中选择“Turning”选项,然后单击“确定”按钮,进入加工环境。
3)创建机床坐标系。在工序导航器的空白处右击或者在屏幕下面的菜单栏中选择“几何视图”,左边工序导航器立刻变为“几何视图”命令,双击工序导航器中节点“MCS_SPINDLE”,将机床坐标系放置在球销座的最左端的圆心上[9-10]。
4)创建部件几何体。双击工序导航器中“MCS_SPINDLE”节点下的“WORKPIECE”,系统立刻弹出“工件”对话框。在弹出的“工件”对话框中,选择“部件几何体”对话框,然后在图形区选取整个球销座作为部件几何体。
5)创建毛坯几何体。双击工序导航器中“WORKPIECE”节点下的“Turning_Workpiece”,系统弹出“Turn bud”对话框。在“Turn bud”对话框中单击“制定毛坯边界”并选择“棒料”,注意设置棒料的长度为球销座的长度。
6)创建外轮廓切削刀具。单击下拉菜单“插入”后选择“刀具”命令。在系统弹出的“创建刀具”对话框中做如下设置。
“类型”:“Turning”选项;
“刀具子类型”:OD_08_L按钮;
“位置”:GENERIC_MACHINE;
“名称”:OD_08_L。
设置完成后单击“确定”按钮,在系统弹出的“车刀-标准”对话框中设置刀具参数,主要设置刀具的刀尖半径、方向角度以及夹持器。
7)指定车加工横截面。单击下拉菜单“工具”后选择“车加工横截面”命令,在系统弹出的“车加工横截面”对话框中选择毛坯剖切横截面为车加工横截面。
8)创建粗车削工序操作。Rough-Turning工序:
①单击“插入”后选择“工序”命令,系统弹出“创建工序”对话框。在“创建工序”对话框中做如下设置。
“类型”:“Turning”选项;
“工序子类型”:Rough-Turning;
“程序”:PROGRAM;
“刀具”:OD_08_L;
“几何体”:Turning_Workpiece;
“方法”:LATHE_ROUGH;
“名称”:Rough-Turning。
在“创建工序”对话框中单击“确定”按钮,系统弹出“粗车”对话框。
②设置切削参数。在“粗车”工序对话框中,设置切削深度为恒定2 mm,选中“附加轮廓加工”,径向余量设置为0.7 mm,内外公差设置为0.01 mm。
③设置非切削移动参数。在“非切削移动”对话框中的“进刀”选项卡选择“圆弧-自动”,其他选项卡中的参数设置采用系统的默认值,单击“确定”按钮,完成非切削移动参数的设置。
9)生成刀具轨迹。在“粗车加工”对话框中单击“生成”按钮,在图形区中生成如图2所示的加工轨迹。
10)3D动态仿真加工。单击“刀轨可视化”对话框中“3D动态”选项,采用系统默认的设置值,调整动画速度后单击“播放”按钮,即可演示3D动态仿真加工,完成演示后的模型如图2-⑦所示。

图2 粗车右端外圆流程图
4.2.2 精车
右键单击工序导航器中“Rough-Turning”选项,复制粘贴,重命名为FINISH-Turning,在切削参数中改精加工余量为0 mm。
4.3 右端切槽、右端内孔、左端外圆和左端内孔加工
采用同样的流程分别对右端切槽、右端内孔、左端外圆和左端内孔进行数控自动编程,刀轨图和3D动态图如图3、图4、图5、图6所示。
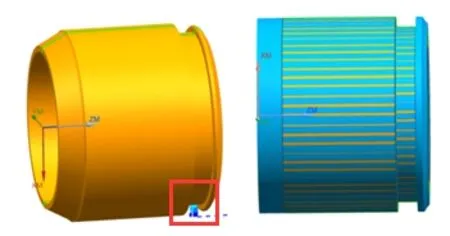
图3 右端切槽加工轨图和3D动态图
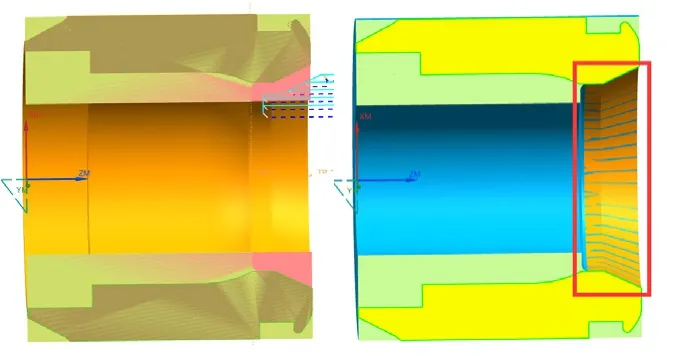
图4 右端内孔加工轨图和3D动态图

图5 左端外圆加工轨图和3D动态图
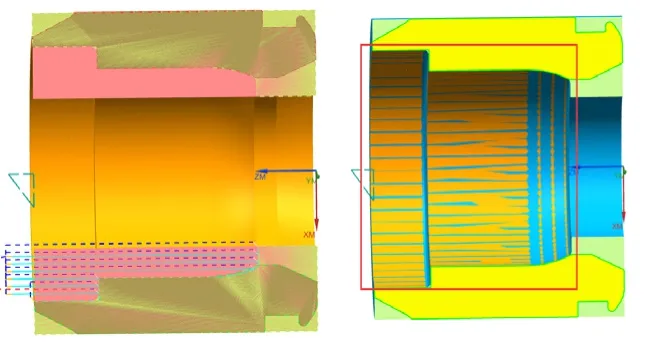
图6 左端内孔加工轨图和3D动态图
5 结语
本文主要针对球销座数控加工过程中采用手动编程烦琐的问题,提出采用UG CAM进行编程,减少手动编程的工作量,实践证明,可以将UG CAM软件的数控自动编程模块引入到球销座的数控加工编程中,从而有效地提高球销座的生产效率和质量。
猜你喜欢
一重技术(2022年3期)2022-07-07
一重技术(2021年5期)2022-01-18
科学大众·教师版(2021年6期)2021-10-04
科技风(2019年8期)2019-10-21
中学科技(2018年12期)2018-12-19
中学科技(2018年10期)2018-12-18
大经贸(2018年12期)2018-02-20
科技创新与应用(2017年35期)2017-12-19
新课程·小学(2017年4期)2017-06-26
电脑知识与技术(2016年5期)2016-04-14
